Предполагаемое изобретение относится к области обработки металлов давлением и может быть использовано для получения прутковых заготовок с ультрамелкозернистой структурой из различных металлов и сплавов, в том числе с пониженной технологической пластичностью, применяемых в авиакосмической, кораблестроительной и других отраслях техники.
Известно устройство для равноканального многоуглового прессования прутковых заготовок, содержащее матричную обойму с набором рабочих втулок с наклонными относительно оси прессования каналами одинаковой длины, центры которых на входном и выходном торцах крайних втулок расположены на оси прессования, и калибрующих втулок с расположенными по оси прессования каналами (Белошенко В.А., Павловская Е.А., Матросов Н.И. и др. Металлы, №3, 2007, с.72).
Недостатком известного устройства является неоднородность напряженно-деформированного состояния по длине прутковой заготовки из-за изменения подпирающих сил (противодавления) в начальной стадии процесса прессования, когда прессуемая прутковая заготовка последовательно проходит наклонные и калибрующие каналы. Это приводит к снижению выхода годной продукции из-за неоднородной микроструктуры металла либо вызывает необходимость применения фальш-заготовок.
Известно также устройство для прессования прутковых заготовок с противодавлением, содержащее пуансон противодавления, выполненный в виде жесткого стержня, устанавливаемого перед началом процесса прессования под матрицей и смонтированного на подвижном суппорте с приводом от гидроцилиндра регулируемого усилия, закрепленного в основании устройства (Желобов В.В., Зверев Г.И. Прессование металлов. - М.: Металлургия, 1978, с.29) - прототип.
Недостатком известного устройства при его применении для многоуглового прессования через рабочие втулки с наклонными каналами является невозможность достижения однородности микроструктуры прутковой заготовки вследствие существенного ограничения усилия противодавления и неравномерности его распределения по сечению очага деформации из-за необходимости уменьшения диаметра пуансона противодавления, прочность которого с учетом действия изгибающих сил на рабочий торец не может обеспечить создание требуемых подпирающих сил при прессовании. Кроме того, фиксированное положение пуансона противодавления на оси прессования ограничивает длину прессованных прутковых заготовок и фактически исключает применение прессования по схеме «заготовка за заготовкой», что уменьшает технологические возможности устройства и его производительность.
Задачей предлагаемого устройства является повышение однородности микроструктуры прутковых заготовок за счет создания стабильного напряженно-деформированного состояния в очаге деформации на всех стадиях процесса прессования и неограниченное увеличение длины прутковых заготовок за счет устранения препятствий их перемещению по оси прессования.
Поставленная задача решается устройством для равноканального многоуглового прессования с противодавлением прутковых заготовок, содержащим основание, матричную обойму с набором рабочих втулок с наклонными относительно оси прессования каналами одинаковой длины и, по меньшей мере, с одной калибрующей втулкой с каналом, расположенным по оси прессования, пуансон противодавления на подвижном суппорте и гидроцилиндры для его перемещения, расположенные в основании, в котором в отличие от прототипа пуансон противодавления выполнен составным из соединенных сферическими шарнирами головного и промежуточных по числу рабочих втулок звеньев с поперечным сечением 0,7…0,9 поперечного сечения каналов рабочих втулок, при этом расстояние между центрами сферических шарниров равно длине наклонных каналов рабочих втулок, пуансон противодавления закреплен на поперечных салазках, смонтированных в направляющих подвижного суппорта для его смещения с оси прессования, на которой в суппорте закреплен желоб приема прутковых заготовок, а гидроцилиндры перемещения подвижного суппорта установлены по сторонам желоба, и пуансон противодавления снабжен закрепленным на салазках охватывающим телескопическим кожухом, передняя выдвижная секция которого выполнена по диаметру головного звена пуансона.
Предпочтительно основание устройства снабдить полостями для размещения пуансона противодавления с кожухом при перемещениях суппорта и салазок.
Предлагаемое устройство за счет применения составного пуансона противодавления с шарнирными связями звеньев, поперечное сечение которых равно 0,7…0,9 поперечного сечения каналов рабочих втулок, а расстояние между центрами сферических шарниров равно длине наклонных каналов, позволяет свободно вводить его в матричную обойму и устанавливать головное звено непосредственно на выходе втулки контейнера. Таким образом, заданное усилие противодавления обеспечивается с самого начала процесса прессования и поддерживается постоянным на всем протяжении выдавливания передней части прутковой заготовки через матричную обойму посредством регулирования давления в гидроцилиндрах перемещения подвижного суппорта. В результате гарантируется стабильность напряженно-деформированного состояния по длине прессуемой прутковой заготовки и соответственно повышается однородность ее микроструктуры.
Крепление пуансона противодавления на поперечных салазках, смонтированных в направляющих подвижного суппорта, позволяет смещать его с оси прессования после выхода передней части прутковой заготовки из матричной обоймы, освобождая пространство для свободного, без ограничения по длине, перемещения прессуемой прутковой заготовки вдоль оси прессования по направляющему желобу.
Телескопический кожух, охватывающий пуансон противодавления с фиксацией его головного звена в первой выдвижной секции, обеспечивает прямолинейное положение составного пуансона в ненагруженном состоянии и его надежное направление при вводе в матричную обойму.
Наличие в основании устройства полостей для размещения пуансона противодавления с кожухом при перемещениях суппорта и салазок позволяет сократить длину пуансона и обеспечивает надежное перемещение прутковой заготовки при прессовании за счет установки направляющего желоба непосредственно за матричной обоймой.
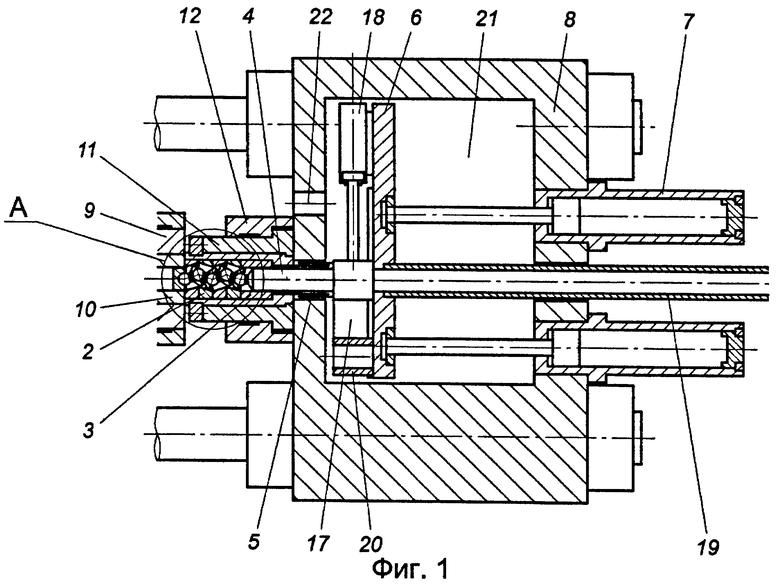
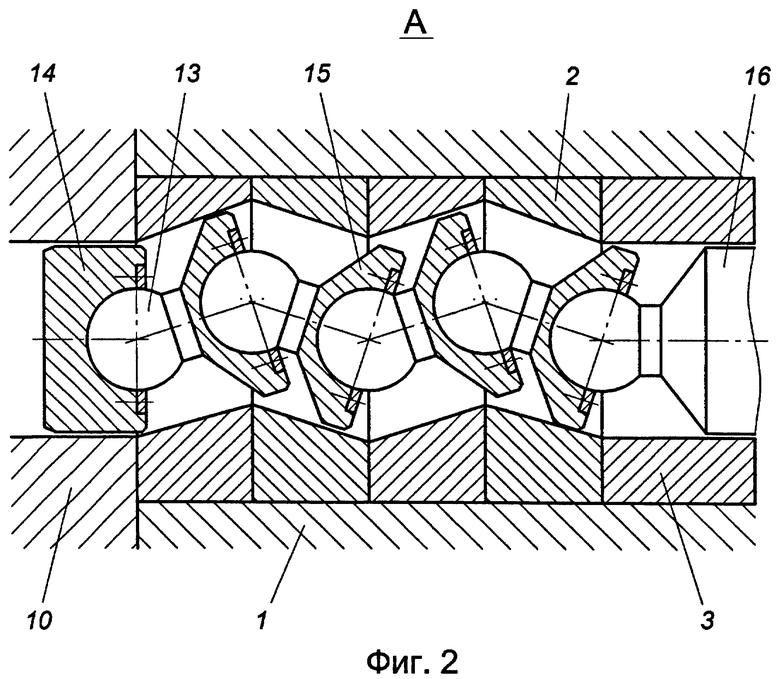
Предлагаемое устройство поясняется чертежами, где на фиг.1 изображена принципиальная схема устройства, а на фиг.2 - составной пуансон противодавления.
Устройство включает матричную обойму 1, содержащую набор рабочих втулок 2 с наклонными каналами одинаковой длины и, по меньшей мере, одну калибрующую втулку 3 с каналом, расположенными по оси прессования, составной пуансон 4 противодавления с охватывающим телескопическим кожухом 5, подвижный суппорт 6 с гидроцилиндрами 7 его перемещения, основание 8 и контейнер 9 с втулкой 10. Матричная обойма 1 закреплена в матрицедержателе 11, установленном в направляющих 12 основания 8. Матрицедержатель 11 снабжен гидроприводом поперечного перемещения (на чертеже не показан) для отделения прутковой заготовки за матричной обоймой 1.
Пуансон 4 противодавления состоит из соединенных сферическими шарнирами 13 головного звена 14, промежуточных звеньев 15 и стержня 16, закрепленного на поперечных салазках 17 вместе с телескопическим кожухом 5. Количество промежуточных звеньев 15 пуансона 4 равно числу рабочих втулок 2 матричной обоймы 1. При этом расстояние между центрами шарниров 13 равно длине наклонных каналов рабочих втулок 2. Поперечное сечение головного и промежуточных звеньев 14 и 15 равно 0,7…0,9 поперечного сечения каналов рабочих втулок 2 для обеспечения зазоров при движении по ним составного пуансона 4.
Подвижный суппорт 6 содержит направляющие для поперечных салазок 17 и гидроцилиндр 18 их перемещения, а также желоб 19 для приема прутковых заготовок, расположенный по оси прессования. Гидроцилиндры 7 перемещения суппорта 6 установлены по сторонам желоба 19. Поперечные салазки 17 выполнены двухпозиционными: с поочередным расположением пуансона 4 противодавления и направляющей втулки 20 на оси прессования для свободного выхода прутковой заготовки.
В основании 8 устройства выполнены полости 21 и 22 для размещения суппорта 6, салазок 17 и пуансона 4 противодавления в периоды ввода пуансона 4 в матричную обойму 1 и установки направляющей втулки 20 за матричной обоймой 1.
Устройство работает следующим образом
Пуансон 4 противодавления, находящийся в исходном положении на оси прессования, движением суппорта 6 вводят в матричную обойму 1, пока его головное звено 14 не будет установлено на выходе втулки 10 контейнера 9. При этом телескопический кожух 5 собирается перед матричной обоймой 1.
Заготовку загружают в контейнер 9, гидроцилиндрами 7 перемещения суппорта 6 устанавливают заданное усилие противодавления и начинают процесс прессования.
На начальной стадии процесса под действием усилия прессования пуансон 4 противодавления и суппорт 6 перемещаются вместе с прутковой заготовкой. При этом головное звено 14 и промежуточные звенья 15 пуансона 4 за счет шарниров 13 поворачиваются соответственно профилю каналов во втулках 2 матричной обоймы 1. Так как по мере движения прутковой заготовки усилие противодавления со стороны втулок матричной обоймы 1 растет, то давление в гидроцилиндрах 7 перемещения суппорта 6 постепенно снижают, поддерживая постоянным заданное усилие противодавления.
Когда передний конец прутковой заготовки выйдет из матричной обоймы 1, пуансон 4 противодавления цилиндрами 7 суппорта 6 отводят от нее в исходное положение. При этом несмотря на шарнирные связи 13 звеньев 14 и 15 пуансон 4 противодавления сохраняет прямолинейность, поддерживаемый телескопическим кожухом 5.
Поперечными салазками 17 пуансон 4 противодавления смещают с оси прессования и устанавливают на ось прессования направляющую втулку 20, которая затем перемещением суппорта 6 прижимается к матричной обойме 1, обеспечивая свободное продвижение прутковой заготовки в направляющий желоб 19. Прессование продолжается. При этом пуансон 4 противодавления находится в полости 22 основания 8 и не участвует в последующих стадиях процесса прессования, в которых противодавление создается за счет сопротивления деформации в рабочих и калибрующих втулках 2 и 3 матричной обоймы 1.
После окончания прессования посредством поперечного перемещения матрицедержателя 11 отделяют прутковую заготовку за матричной обоймой 1 и удаляют прутковую заготовку из желоба 19, что позволяет вернуть составной пуансон противодавления в исходное положение на ось прессования.
Предлагаемое устройство было опробовано при прессовании опытной партии прутков из алюминиевого сплава диаметром 85 мм через матричную обойму с набором из 4-х рабочих втулок одного диаметра, толщина которых составила 50 мм. Рабочие втулки имеют угол наклона канала к оси прессования 18° и повернуты относительно друг друга на 90°. Пуансон противодавления состоял из головного и 4-х промежуточных звеньев, соединенных сферическими шарнирами, расстояние между центрами которых равно 52,6 мм, т.е. соответствовало длине наклонных каналов рабочих втулок. Усилие противодавления составляло 30…50% усилия прессования. Полученные прутки по всей длине, включая начальный участок, имели однородную микроструктуру. Средний размер зерна не превышал 0,5…0,6 мкм, анизотропия механических свойств находилась в пределах 6…8%.
Таким образом, предложенное устройство позволяет посредством равноканального многоуглового прессования с постоянным противодавлением обеспечить за один проход равномерную интенсивную пластическую деформацию по всей длине прутковой заготовки. При этом длина прутковой заготовки с учетом прессования по схеме заготовка за заготовкой не имеет ограничений.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для закрытой осадки заготовок | 1976 |
|
SU650706A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2005 |
|
RU2299121C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ОТРЕЗАНИЯ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ТОКАРНОМ СТАНКЕ | 1992 |
|
RU2049596C1 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2578880C1 |
| Устройство для разделения прутковогоМАТЕРиАлА HA зАгОТОВКи | 1978 |
|
SU841804A1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Устройство для прессования трубных заготовок из порошка | 1983 |
|
SU1125105A1 |
| ЛИНИЯ ШТАМПОВКИ ИЗДЕЛИЙ ИЗ ЦИЛИНДРИЧЕСКИХ РЕОЗАГОТОВОК | 2011 |
|
RU2481171C1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ИЗДЕЛИЙ С ПРОДОЛЬНОЙ СЛОИСТОСТЬЮ | 1996 |
|
RU2116148C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения прутковых заготовок с ультрамелкозернистой структурой из различных металлов и сплавов. Устройство содержит основание, матричную обойму, пуансон противодавления на подвижном суппорте и гидроцилиндры для перемещения. Матричная обойма оснащена набором рабочих втулок с наклонными относительно оси прессования каналами одинаковой длины и, по меньшей мере, одной калибрующей втулкой. Пуансон противодавления выполнен составным из соединенных сферическими шарнирами головного и промежуточных звеньев. Количество промежуточных звеньев равно количеству рабочих втулок. Промежуточные звенья выполнены с поперечным сечением, составляющим 0,7…0,9 поперечного сечения каналов рабочих втулок. Расстояние между центрами сферических шарниров равно длине наклонных каналов. Пуансон закреплен на поперечных салазках, смонтированных в направляющих подвижного суппорта. На оси прессования в суппорте закреплен желоб приема прутковых заготовок. Пуансон снабжен также телескопическим кожухом, передняя выдвижная секция которого выполнена по диаметру головного звена. В результате обеспечивается повышение однородности микроструктуры прутковых заготовок и увеличение их длины. 1 з.п. ф-лы, 2 ил.
1. Устройство для равноканального многоуглового прессования с противодавлением прутковых заготовок, содержащее основание, матричную обойму с набором рабочих втулок с наклонными относительно оси прессования каналами одинаковой длины и по меньшей мере с одной калибрующей втулкой с каналом, расположенным по оси прессования, пуансон противодавления на подвижном суппорте и гидроцилиндры для его перемещения, которые расположены в основании, отличающееся тем, что пуансон противодавления выполнен составным из соединенных сферическими шарнирами головного и промежуточных по числу рабочих втулок звеньев с поперечным сечением, составляющим 0,7…0,9 поперечного сечения каналов рабочих втулок, причем расстояние между центрами сферических шарниров равно длине наклонных каналов рабочих втулок, и закреплен на поперечных салазках, смонтированных в направляющих подвижного суппорта для его смещения с оси прессования, на которой в суппорте закреплен желоб приема прутковых заготовок, а гидроцилиндры перемещения подвижного суппорта установлены по сторонам желоба, при этом пуансон противодавления снабжен закрепленным на салазках охватывающим телескопическим кожухом, передняя выдвижная секция которого выполнена по диаметру головного звена пуансона.
2. Устройство по п.1, отличающееся тем, что основание снабжено полостями для размещения пуансона противодавления с кожухом при перемещениях суппорта и салазок.
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ УГЛОВЫМ ПРЕССОВАНИЕМ | 2006 |
|
RU2333062C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2181314C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1998 |
|
RU2128095C1 |
| Делитель частоты следования импульсов с переменным коэффициентом деления | 1980 |
|
SU1069169A1 |
| DE 3533426 A1, 26.03.1987. | |||

