S
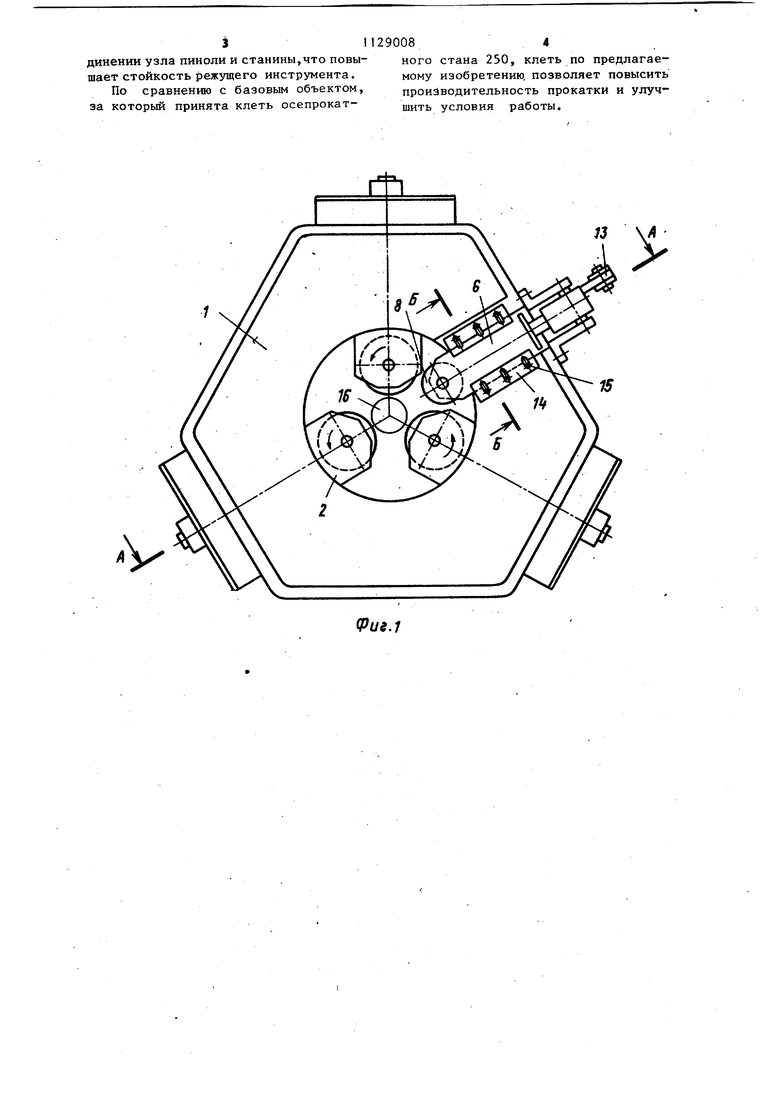
гИзобретение относится к оборудов нию прокатного производства, а имен но к рабочей клети стана поперечной прокатки концов труб и валов. По основному авт.св. № 415075 известна рабочая клеть стана поперечной прокатки концов труб и валов , содержащая станину с установленным в ней комплектом, состоящим, по меньшей мере, из трех рабочих валков, спрофилированных по заданному профилю прокатываемьис изде лий, и отрезное устройство, смонтированное на выходной стороне клети между двумя рабочими валками соосно с третьим- рабочим валком и выполнен ное в виде BosBpaTHO-nocTynafeSbHo. перемещаемой в направлении оси прок ки пинОЛИ, на конце которой закреплен режзпций инструмент )j . Однако вследствие указанного выполнения известной клети на замену быстро выходящего из строя режущего инструмента затрачИв-а.ется значительное время до 30-30 мин), /а вследствие наличия зазоров в соединении пиноли отрезного устройства с направляющими стойкость режущего инструмента недостаточна. Целью изобретения является сокра щение времени замены режущего инстр мента и повышение его стойкости. Цель достигается тем, что в рабо чей клети стана лоперечной прокатки концов труб и валов пиноль отрезного устройства размещена в открытом . пазу станины и концом штока связана со станиной шэрнирно с возможностью поворота в плоскости, проходящей че рез ось прокатки, при этом клеть снабжена приводом поворота пиноли и ее прижима ко дну паза. На фиг. 1 изображена рабочая клеть стана поперечной прокатки кон цов труб и валов; на фиг. 2 - разрез А-А на фиг.1; на; фиг. 3 - разоез Б-Б на фиг.1. Рабочая клеть стана поперечной прокатки концов труб и валов содержит станину 1, в которой установлены корпусы 2 с рабочи1- И валками .3 В корпусах 2 установлены приводы 4 радиального перемещения алков 3. На выходной стороне клети между двумя рабочими валками соосно с третьим .рабочим валком в станине 1 выполнен открытый паз 5, в кот ром размещена пиноль 6 отрезного устройства 7 с режущим инструментом 8. Конец штока 9 привода 10 пиноли связан посредством шарнира 11 со станиной. Для поворота пиноли клеть снабжена приводом 12, связанным с пинолью рычагом 13. Для фиксации пиноли в пазу 5 предусмотрены планки 14 С пазами под крепежные элементы 15. Прокатка изделия 16вьтолняется его осевой подачей вдоль оси прокатки и деформированием приводными рабочими валками, корпусы 2 которых перемещаются во время прокатки приводами 4 по заданной программе. После прокатки выполняется отрезка концевого отхода или разрезка изделия отрезным устройством 7. Для отрезки изделие 16 устанавливается задающим патроном, (не показан) на позицию отрезки. Пиноль 6, перемещаясь к оси прокатки приводом 10, подводит дисковый режущий инструмент 8 к изделию. По мере перемещения к оси прокатки инструмент 8 выполняет резку изделия, при этом пиноль 6 перемещается в пазу 5, ограниченном планками 14, закрепленными на станине крепежными элементами 15. В процессе резки пиноль 6 постоянно прижата (давлением рабочей жидкости) приводом 12 ко дну паза 5, что обеспечивает выборку зазора межг ду пинолью и дном этого паза. Замена режущего инструмента 8 выполняется в следующей последовательности: расслабляются крепежные элементы 15, планки 14 смещаются вручную, приводом 12 пиноль 6 отрезного устройства посредством рычага 13 выводится из.паза 5 поворотом в плоскости, проходящей через ось прокатки, и устанавливается в положение, noKaisaHHoe на фиг.2 штрихпунктирными линиями, затем производится замена режущего инструмента. Установка отрезного устройства в рабочее положение производится в обратной последовательности. Рабочая клеть стана по предлагаемому изобретению позволяет сократить время на замену режущего инструмента, что увеличивает долю машинного времени в общем цикле прокатки изделий и тем самым сокращает простои стана. Устройство также позволяет обеспечить выбор зазоров в подвижном сое
динении узла пиноли и станины,что повышает стойкость режущего инструмента,
По сравнению с базовым объектом, за который принята клеть осепрокатного стана 250, клеть по предлагаемому изобретению, позволяет повысить производительность прокатки и улучшить условия работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ КОНЦОВТРУБ И ВАЛОВ | 1972 |
|
SU415075A1 |
| Клеть калибровочного стана | 1974 |
|
SU464346A1 |
| Рабочая клеть стана поперечной прокатки | 1977 |
|
SU737039A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1973 |
|
SU395127A1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU780941A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| Рабочая клеть стана холодной прокатки труб | 1982 |
|
SU1131569A1 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |

РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ КОНЦОВ ТРУБ И БАЛОВ по авт.св.№ 415075, отличающаяся тем, что, 9 целью сокращения времени замены режущего инструмента и повьшения его стойкости, пинолв отрезного устройства размё- щена в открытомпазу станины и концом штока связана со станиной шарнирно с возможностью поворота в плос-, кости, проходящей через ось прокатки, а.клеть снабжена приводом поворота пиноли и ее прижима ко дну паза.
13
11
Раг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ АВТОМАТИЧЕСКОГО ТАРТАНИЯ | 1915 |
|
SU415A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
