1
Изобретение охнооится к обработке .металлов давлением и может быть использоваио в станах поперечной прокатки профилвроваииых и гладких изделий.
Известна рабочая клеть стана поперечной прокатки концов труб и валов, содержащая станину с установленным в ней комплектом, состоящим по меньшей м-ере из тр-ех рабочих вал:ков, спрофилироваиных по заданному профилю дрокатываемых изделий. В рабочей клети известной коиструкции не предусмотрено устройство для отрезки небольших концевых участков для получевия изделий .мерной длины, поэтому для передачи заготовки |на отдельно стоящее оборудование затрачивается .вспомогательное аремя.
Описываемая рабочая клеть отличается тем, что она снабжена смонтирован«ьш «а выходной стороне клети между двумя рабочими валка.ми соосно с третьим рабочим валком отрезным устройством, выполн-еийым в виде воз-таратно-поступательно перемещаемой в Направлении оси прокатки Пииоли, я а конце которой закреплен режущ ий инструмент.
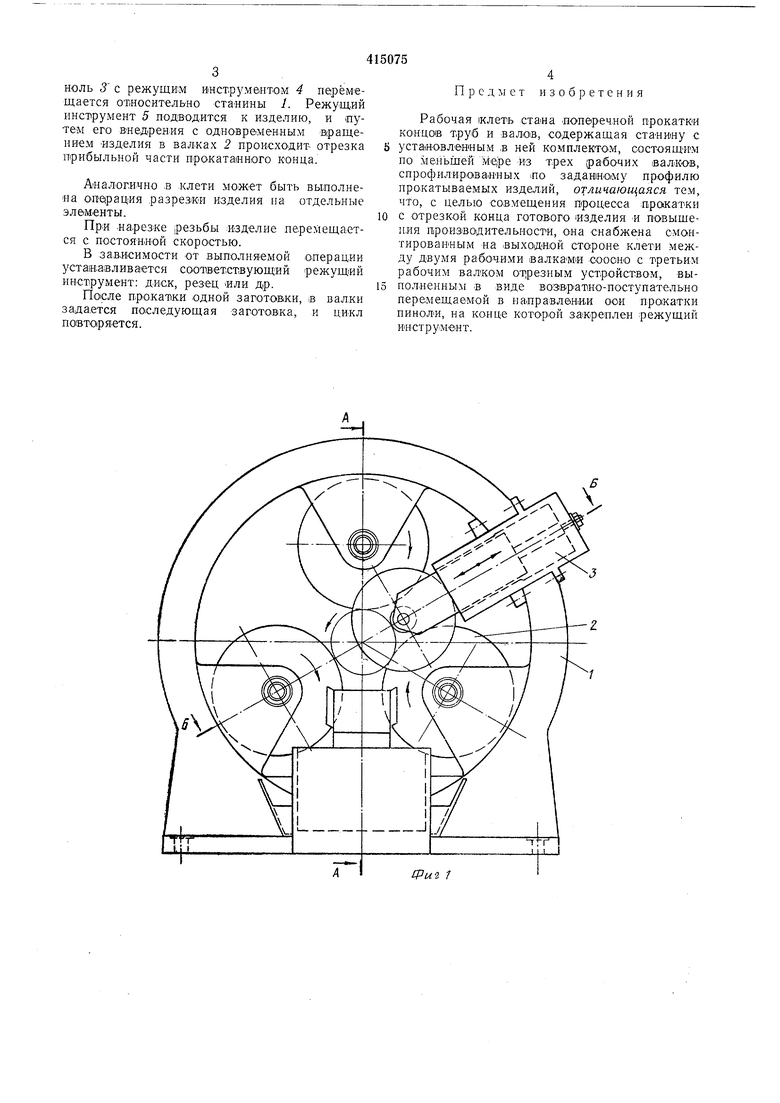
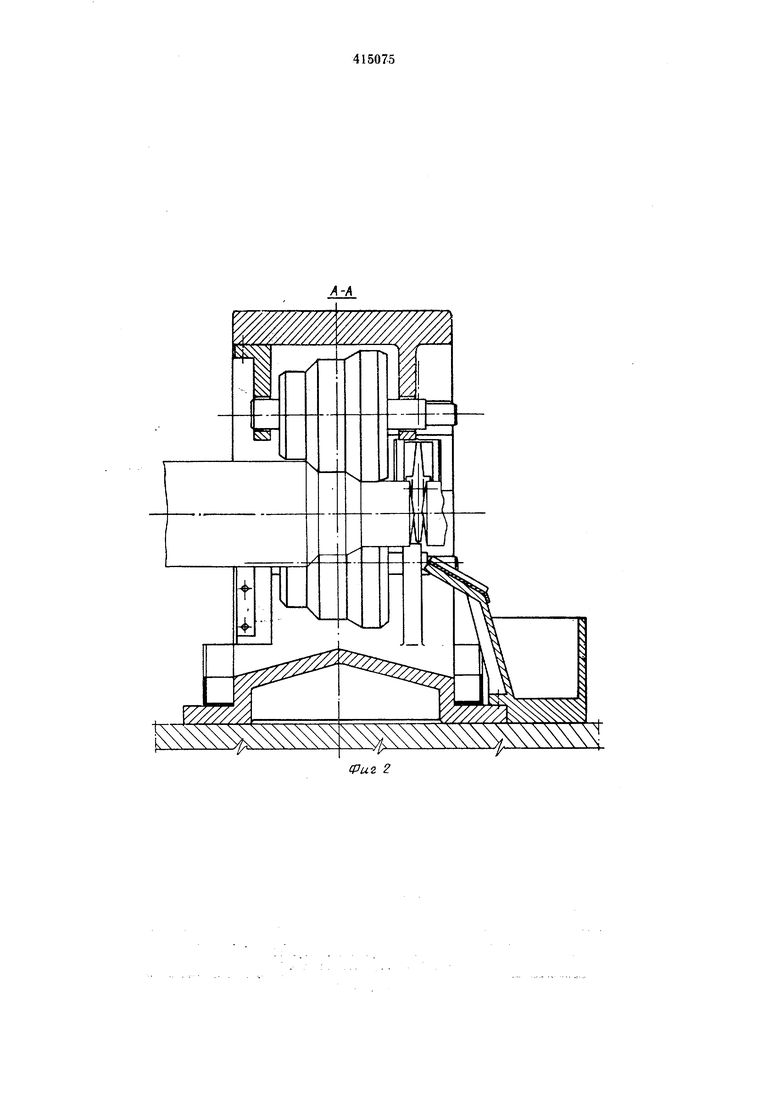
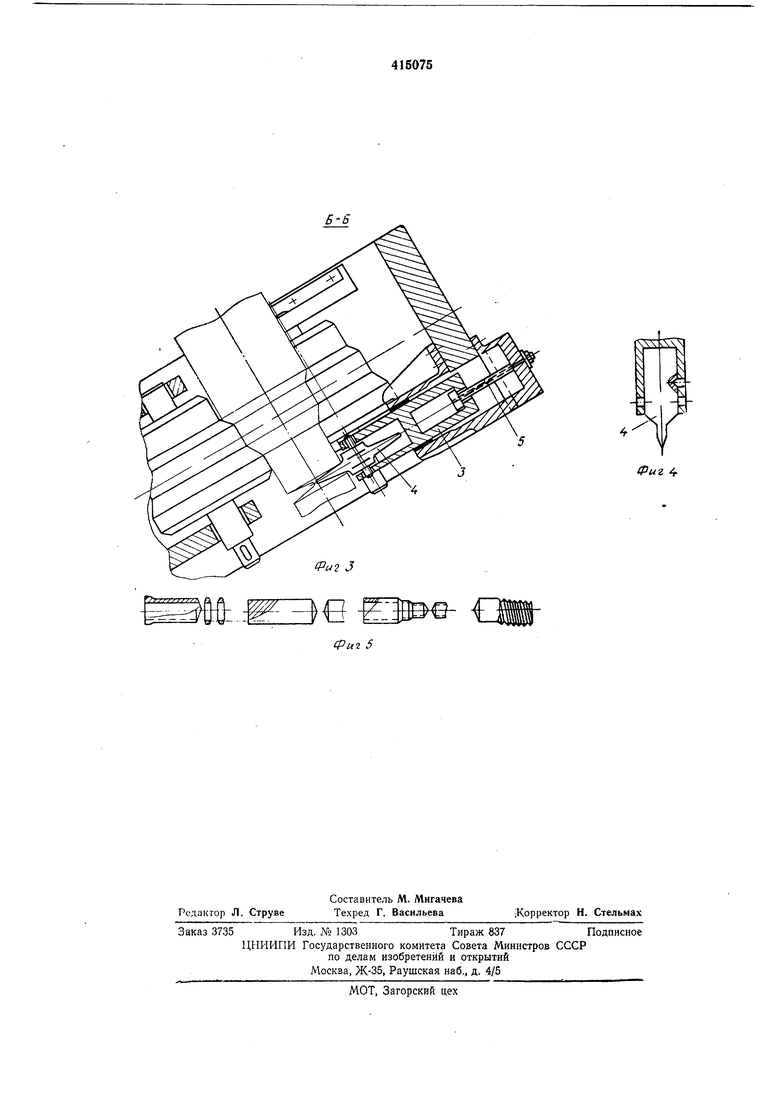
На фиг. 1 потказана рабочая клеть со стороны лодачи заготовки, общий вид; и а фкг. 2 - разрез по А-А «а фяг. 1; «а фиг. 3- разрез по Б-Б на фиг. 1; на фиг. 4-режущий
инструмент, выполйен«ый в виде резца; н,а фиг. 5-виды «Онцов изделий, прокатываемых в клети.
Описываемая рабочая клеть для прокатки концов труб и валов содержит станину /, в которой установлены рабочие валки 2. На выходной стороле клети :В сга«ину / между двумя рабочими валка-ми 2 встроено отрез«ое устройство 5 со смещением в направлении оси прокатки. Отрезное устройство выполнено в виде пиноли с закрепленным на ней режущим инструментом 4, например в виде диска. В пи«оли предусмотрена полость, заполненная жидкостью, в которую входит шток 5.
При подаче заготовки в клеть валки 2 прокатывают конец заготовки, который постепевно движется к зоне действия режущего инструмента. После того, как профиль изделия получен, задача заготовки прекращается, т. е. прекращается осевое перемещение заготовки, которая, однако, продолжаег прижиматься к вращающимся валкаМ за счет -оставшихся в системе упругих деформаций с усилием, не достаточным для прокатки, но обеспечивающим пе|редачу некоторого крутящего момента. Одновременно (или несколько раньше, в зависимости от коиструктив-ного исполнения механизмов) в полость пиноли подается жидкость под давлением. В результате n«ноль 3 с режущим инструментом 4 перемещается относительно ста-нины /. Режущ.ий инструмент 5 подводится к изделию, и путем его Внедрения с одновременным вращением Изделия в ваЛКах 2 происходит отрезка прибыльной части нро катанного конца.
Аналогично .в клети может быть выполнена опе|рац1ия разрезки изделия на отдельные элементы.
При .нареЗКе резьбы изделие перемещается с постоянной скоростью.
В зависимости от выполняемой операции уста на1вливается соответствующий режущий инструмент: диск, резец «ли др.
После прОкатки одной заготовки, IB валки задается последующая заготовка, и цикл повторяется.
Предмет изобретения
Рабочая 1клеть ста«а поперечной прокатки концов труб и валов, содержащая стаинйу с установленным в ней комплектом, состоящИМ по меньшей мере из трех (ра бочих валков, спрофилированных по задан1НО|Му профилю прокатываемых изде,/1.ий, отличающаяся тем, что, с целью С01вмещения процесса яракаткн
с отрезкой конца готового изделия и повыщеиия производительности, ома снабжена смонтированным на -выходной стороне клети между двумя рабочи.ми валка-ми соооно с третьим рабочим валком о т резным устройством, выполненным в виде возвратно-поступательно перемещаемой в направлении оси прокатки пиноли, на кОНце которой закреплен режущий инструмент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечной прокатки концов труб и валов | 1982 |
|
SU1129008A2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1973 |
|
SU395127A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 1969 |
|
SU430907A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU780941A1 |
| СТАН ДЛЯ ПОПЕРЕЧНОЙ ПРОКАТКИ ИЗДЕЛИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1973 |
|
SU376155A1 |
| СПОСОБ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ПРЯМОУГОЛЬНОГО ПРОФИЛЯ | 2007 |
|
RU2354475C2 |
| Рабочая клеть стана поперечной прокаткиТРуб | 1979 |
|
SU835581A1 |
| Стан поперечной прокатки полыхпРОфильНыХ издЕлий | 1979 |
|
SU841754A1 |
Б
СРио. Г
Фиг 2
Б-b
Фиг 4
