Изобретение относится к области трубопрокатного производства, а точнее к конструкции рабочих клетей станов поперечной прокатки. Изобретение наиболее эффективно (МОжет быть использовано в рабочих клетях при крупносерийном или массовом производстве профильных изделий. Производительность станов поперечной и поперечновинтовой прокатки сдерживается частыми простоями в моменты перевалки валков, стойкость которых незначительна и составляет 300-350 ч, поэтому решение задачи ускоренной перевалки валков из рабочей клети, способствует повышению производительности труда. Известна рабочая клеть прокатного стана, содержащая неразъемную станину, рабочие валки, причем для быстрой сменывалков предусмотрены два отводяпдихся устройства, которые крепятся к станине. На эт,и устройства опираются подушки вал&.КОЕ. С демонтажной стороны станины связываюшая отводящие устройства поперечина может смешаться для поперечного удаления отводящих устройств вместе с подушками и валками в них 1. Недостаток известной конструкции рабочей клети заключается в том, что отводящиеся в поперечном направлении устройства для перевалки валков не позволяют извлечь из клети узлы рабочих валков, если эти валки предварительно нужно демонтировать (или отсоединить) от базовой детали. В этом случае необходимо иметь дополнительные приспособления для первоначального отсоединения узла валка от базовой детали, а затем уже отводящими устройствами демонтировать узел валка. Это приводит к увеличению времени на перевалку и уменьшает производительность стана. Наиболее близкий по технической сущности к предложенной является клеть стана поперечной прокатки, содержащая станину, рабочие приводные валки, установленные в ней, и механизм смены валков, который выполнен в виде торцовых объемных крышек, фиксируюших барабаны валков, выдвижных направляющих стяжек, закрепленных на станине, и обжимных винтов, установленных на станине со стороны, противоположной крыщкам 2. Такая клеть позволяет сократить время на перевалку, однако снижение трудоемкости процесса перевалки весьма незначительно. Целью изобретения является снижение трудоемкости и обеспечение быстрой neipeвалки рабочих валков.
„Прставленная .цель достигается тем, что
в рабочей клети стана поперечной прокатки, включающей станину, установленные к ней приводные рабрчие валки и/ ме ханизм смены валков, согласно изобретению, механизм смены валков выполнен в виде шлицевых валов, размещейных в станине параллельно каждому валку, охватывающих каждый;из них шлицевых втулок, имеющих ттрйод поворота, и захватных рычагов, насаженных на оба конца каждогошлицевого вала снаружи старинны.
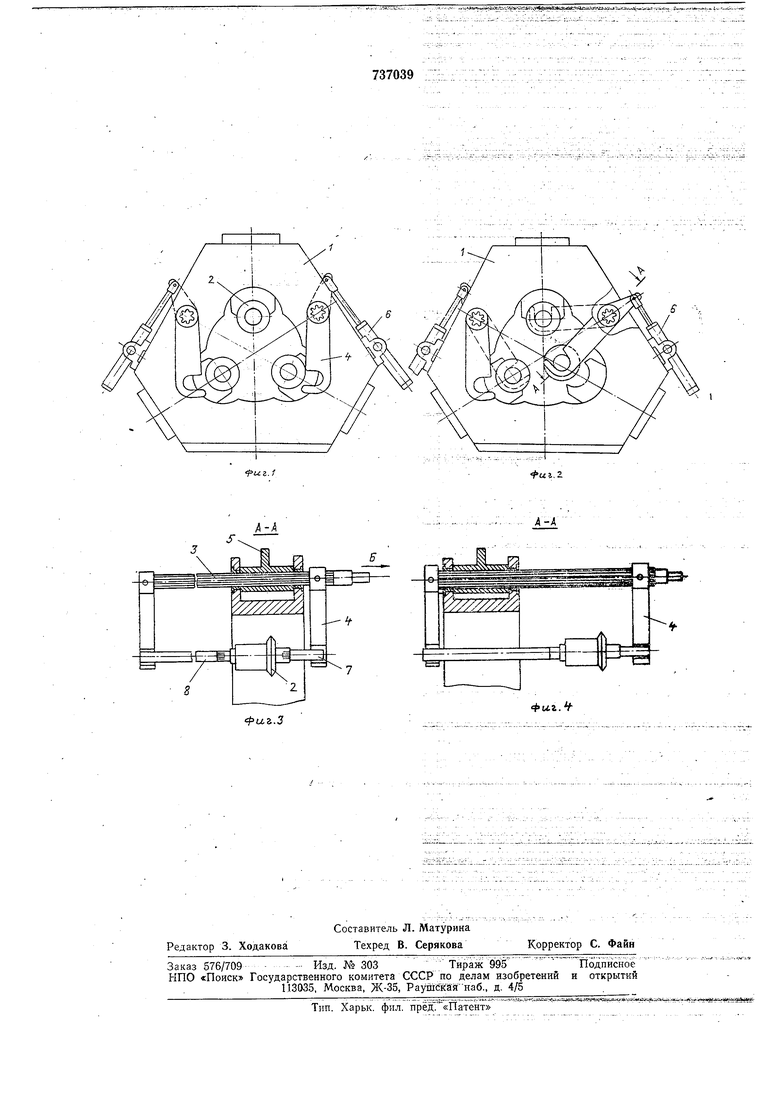
Такое конструктивное выполнение рабочей клети позволяет сок)ратить вреця на перевалку валков и облегчить перевалку з;а счет автоматизации процесса, что обеспечивает увеличение производительности. Кроме того, устройство монтируется на станине рабочей клети, что сокращает требуемые для перевалки производственные пло1дадй. : фиг-1 изображена Уабочая к леть с исходным положением рычагов для перевалки; на фиг- 2 - то же, в момент перевалки нижнего валка; на фиг. 3 - разрез Л-А на фиг. 2 в исходном положении узЛа валка; на фиг. 4 - раз.рез Л-Л на фиг. 2 в момент демонтажа рабочего валка из клети.
Рабочая клеть содержит Неразъемную станину У, в которой утановлены узлы валков 2 и механизм смены валков, выполненный в виде размещенных в станине шлицевых валов 3 с установленными на них захватнымй рычагами 4, расположенными по разные стороны от рабочего валКаСнаружи станины, шлицевой втулки 5 б 1г1рй&одом поворота 6. Для перевалки &аЖб1в прийёняются 7. и 8. Каждый алЬк зЖрёплен i станине через базовуЙпинЬль.
Устройство pa6ofaet следующим обра 30& - - .при йзвлеченйи узлов рабочих валков 2 йз сТанййы / первокачально освобождают
737039
узе.л валка от базовой пиноли снятием
крепежныхэлёментов. Далее устанавливают удлинители 7 и 8, вворачивая их в
торцы вала валка 2. Включают привод
5 поворота 6 шлицевой втулки 5. При этом поворачиваются щлицевой вал 3 и рычаги . Тем самым извлекают узел валка из расточки базовой пиноли рычатамй 4 за удлинители 7 и 8. Затем, перемещая механизмом подачи стана (на чертеже не показан) шлицевой вал 3 в направлении стрелки Б (см.-фиг. 3), демонтируемый узел валка из (рабочей клети. Так же извлёкаются и другие валки (см.
5 фиг. 2). Монтаж новых валков производится в обратной последовательности.
Предложенная рабочая клеть стана поперечно-винтовой прсккатки по сравнению с лучшими образцами аналогичного оборудования позволяет сократить простои стана, связанные с перевалкой валков; упростить и облегчить Сам процесс перевалки.
Формула изобретения
Рабочаяклеть стана поперечной прокатки, включающая станину, установленные в ней приводные рабрчие валки и механизм смены валков, отличающаяся тем, что, с целью облегчения перевалки, механизм омецы валиков выполнен в виде шлицевых валов, размещенных в станине параллельно каждому валку, охватывающих каждый из них щлицевых втулок, имеющих привод поворота, и захватных рычагов, насаженнььх на оба конца каждого шлЩевого вала снаружи станиньг.
; Источники . инфо рмации, принятые во внимание при экспертизе:
1. Патент США №3805572, кл. 72-238,
1974;;
2. Авторское свидетельство СССР по заявке № 2430067, кл. В 21 В 19/12, 1976
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечной прокатки концов труб и валов | 1982 |
|
SU1129008A2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU710685A1 |
| Рабочая клеть стана холодной прокатки труб | 1975 |
|
SU588026A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1976 |
|
SU617090A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Рабочая клеть стана поперечной прокатки профильных изделий | 1978 |
|
SU763027A1 |
| Привод валка,установленного в барабане стана поперечно-винтовой прокатки | 1978 |
|
SU766687A2 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1391743A1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Рабочая клеть короткооправочного стана винтовой прокатки | 1977 |
|
SU749464A1 |
Ж;
.г.
,2
фиг.З
фиг.Ч
