1
Изобретение отиоситсл к обработкь; металлов давлением и наиболее эффек-тивно может быть использовано при производстве профилированных трубча-- j тых изделий высокой точности.
Известна рабочая клеть стана поперечной прокатки, содержащая перемещаемую от привода станину, комплект подвижных пинолей с валками и нажим- Q ными механизмами, копировальное устройство и привод переремещения пинолей с рабочими валками 1.
Недостаток этой конструкции заключается в том, что при прокатке раз::о-.стенных заготовок получаются изделия переменного профиля низкой точно- сти. Это обусловлено свободным перемещением по направляющим станины рабочей клети со следящим золотником, Q контактирующим с жестко закрепленной на станине копировальной линеГкой. При этом следящий золотник, имея произвольное перемещение, искажает траекторию перемещения рабочих валков 25 относительно профиля копировальной линейки.
Известна рабочая клеть стана поперечной прокатки, содержащая установленную с возможностью перемещения от
привода станину, комплект подвижных пинолей с валками и нажимными механизмами, копировальное устройство и привод перемеи1ения пинолей с рабочими вапками 2 .i
Недостатком данной конструкции является низкая точность прокатываемых изделий из разностенных заготовок.
Цель изобретения - повышение точности при прокатке изделий переменного профиля из разностенных заготовок .
Поставленная цель достигается тем, что рабочая клеть снабжена опорой, имеющей возможность перемещения в направлении оси прокатки, связывающей привод перемещения пинолей с рабочими валками и с копировальным устройством, причем копировальное устройство выполнено в виде фиксированной от поворота кассеты и нескольких копировальных линеек с разньлм профилем, связанных с кассетой.
На чертеже изображена- предлагаемая рабочая клеть стана поперечной прокатки.
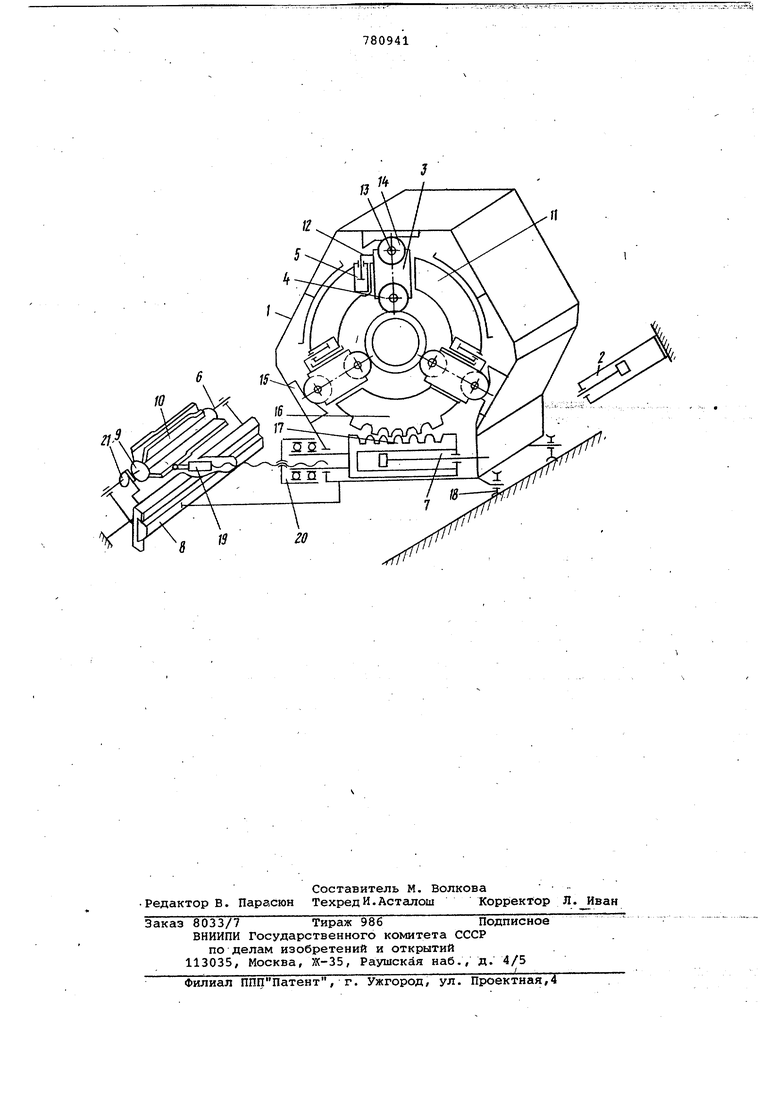
Рабочая клеть состоит из станины 1, перемещаемой от привода 2, комплекта подвижных пинолей 3 с валками
4 и нажимными механизмами 5, копировального устройства б и привода 7 перемещения пинолей 3 с рабочимивалками 4. Привод 7 перемещения пинолей с рабочими валками связан с копировальнь1м устройством б через скользящую в направлении(ОСИ прокатки опору 8. Копировальное устройствСГ Ь выпол- нено в виде фиксированной при пово ротё кассеты 9, которой закреплены копировальные линейки 10 с разными профилями. Подвижные пиноли 3 с валками 4 размещены в.радиальных расточках поворотного барабана 11. В барабане 11 смонтированы нажимные поршневые цилиндры 5, штоки которых связаны с траверсой 12, имеющей эксцентричную относительно цапф ось 13 с роликом 14, контактирующим с закрепленными на станине 1 секторными клиньями 15. Барабан 11 имеет зубчатый венец 16, который взаимодействует в зубчатой рейкой 17 привода 7. Станина 1 установлена в плавающих опорах 18. Привод 7 связан с копировальным устройством б через следящий золотник 19 и регулировочную гайку 20. Фиксация и поворот копировального устройства б осуществляется от привода 21.
Устройство работает, следующим образом.
Нажимные цилиндры 5 обеспечивают постсэянное прижатие пинолей 3 с валками 4 к клиньям 15. От поворота барабан 11 удерживается зубчатой рейкой 17. При прокатке радиальные усилия передаются на станину непосредственно в направлении продольной оси каждой пиноли. Дляпрофилирования поверхности трубы следящий золотник 19, перемещаемый рабочей клетью и контактирующий с соответствующей копировальной линейкой 10 устройства 6 управляет приводом 7. Зубчатая рейка 17 привода 7, взаимодействуя с зубчатым венцом 16, осуществляет поворот барабана11 на угол, соответствующий профилю копировальной линейки. При повороте барабана ролики 14 катятся по профилированной поверхности клиньев 15, определяющей необходимую величину. сведения и раз ведения валков относительно центральной оси прокатки. При прокатке одно го изделия за несколько проходов с различной профилирующей поверхностью без снятия с оправки, перед началом прокатки прохода приводом 7 барабан поворачивается на определенный угол, устанавливая под контакт со следящиг ; золотником 19 соОтветствуюйУйкопировальную линейку 10.Благодаря тому, что копировальное устройство & связано с приводом 7 через скользящую опору 8, обеспечивается замкнутый контакт следящего золотника 19 с копировальной линейкой при перемещении
в процессе прокатки рабочей клети в плавающих опорах.
Предложенная рабочая клеть стана поперечной прокатки по сравнению с лучшими образцами аналогичного ободг дования увеличивает точность прока- танных труб из разностенных заготовок ее . использование повышает точ- ность диаметральных размеров с 0,2% до 0,1%, вследствие этого сокращаются отходы металла в стружку при последующей механической обработке.
Пример. При прокатке труб, из легированных сталей типа ШХ-15, 38Х диаметром 200 мм экономический эффект за счет сокращения поля допуска связанного с повышением точности отработки требуемого профиля,на годовую программу составит
7,85
. d () АЦ,
где d - 200 мм расчетный диаметр трубы, мм;
i., Лгг. отклонения диаметральных размеров до и после внедрения изобретения, мм;
Q - производительность стана, ч; А - годовой фонд времени, ч; Ц - цена труб, руб.
Э-% х2х Xl0 x200x7,85x4000x0,3 12000 руб.
Кроме того предлагаемая конструкция рабочей.клети позволит исключить перезарядку стана перед прокаткой второго прохода, в результате чего сокращается время прокатки изделия и увеличивается ее производительность.
Формула изобретения
1.Рабочая клеть стана поперечной прокатки, содержащая установленную -с возможностью перемещения от привода станину, комплект подвижных пинолей с валками и нажимными механизмами, копировальное устройство и привод перемещения пинолей с рабочими валками от л и ч а- ю щ а я с я тем, что, с целью повышения точности при прокатке изделий переменного профиля из разностенных заготовок, она снабжена опорой, имеющей возможность перемещения в направлении оси прокатки, связывающей привод перемещения пинолей
с рабочими валками и с копировальным устройством.
2.Рабочая клеть по п.1, о т л ичающаяся тем, что копировальное устройство выполнено в виде фиксированной от поворота кассеты и нескольких копировальных линеек с разным профилем, связанных с кассетой.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 89338., кл. В 21 Н 8/00, 2.03.49.
2.Авторское свидетельство СССР
№ 537719, кл. В 21 В 19/12, 18.04.75, (прототип). /.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Стан поперечной прокатки полых профильных изделий | 1980 |
|
SU925502A1 |
| Рабочая клеть стана поперечной прокатки | 1975 |
|
SU537719A1 |
| Рабочая клеть стана поперечной прокатки концов труб и валов | 1982 |
|
SU1129008A2 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Нажимное устройство прокатной клети | 1980 |
|
SU869884A1 |
| Устройство для изменения расстояния между валками | 1980 |
|
SU900909A1 |