При Производстве бесшовных труб диаметром 38-426 мм наиболее широко распространен способ производства труб на автоматических установках, состоящих из прошивного, автоматического и калибровочпого станов и обкатных машин. Узким местом этих установок является автоматический стан, на котором наиболее многочисленные, кратковременные и тяжелые операции выполртются вручную и производительность всего агрегата в значительной мере зависит от слаженности работы и квалификации бригады, обслуживающей агрегат.
Отличительной особенностью предлагаемого способа является то, что гильзы, получаемые на прошивном стане, прокатываются в трубы на коротких оправках в двух последовательно расюложенных двухвалковых станах с одноручьевыми валками, вл1есто применяемого сложного процесса раскатки на автоматическом стане с многоручьевыми валками.
Предлагаемый способ является более совершенным по сравнению с известными cпocoбa rи, так как он увеличивает производите.чьность, улучшает условия труда обслуживающего персонала и облегчает возможность механизации и автоматизации процесса производства труб.
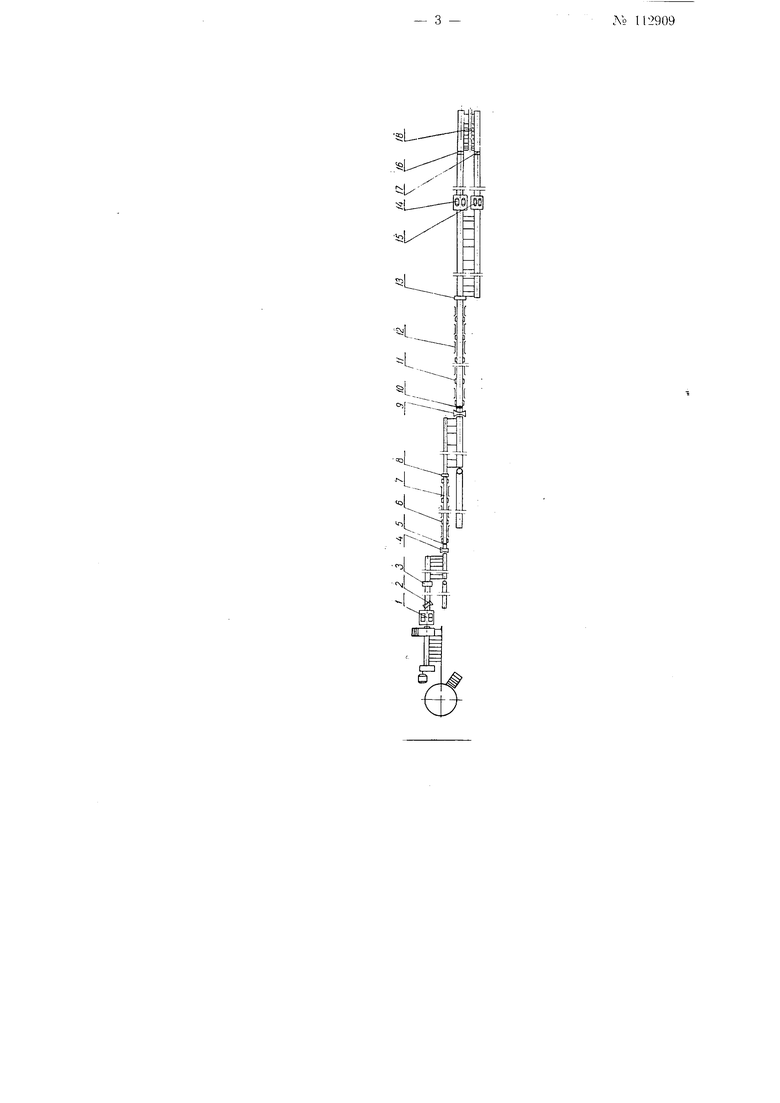
На чертеже представ;1ена схема расположения оборудования по предлагаемому способу производства труб.
Процесс изготовления труб начинается (так же, как и при известных способах) с прошивки заготовки на прошивном стане 1, на котором устанавливается упор 3, обеспечиваюпшй вращение стержня и пропуск гильзы после прошивки. Стержень во время про1пивки вращается в пустотелом вале упора с конической внутренней расточкой. После окончан-ия прошивки стержень для смены оправки подается на переднюю сторону стана роликами 2, прижимаемыми к стержню пневматическим устройством, а весь узел упора 3 поднимается пневмоцилиндром наверх, освобождая проход для гильзы.
№ 112909- 2
Смена оправки на передней стороне стана повышает темп прошивки заготовки, так как в этом случае исключаются опера1 ии извлечения и установки стержня, а операция выброса гильзы совмещается с машинным временем процесса прошивки.
Полученные гильзы далее поступают в две последовательно расположенные клети дуо 4 и 5 автоматического стана с одноручьевыми ва.чками, где они прокатываются в трубы на коротких оправках. При этом возвратное движение трубы исключается и она транспортируется ст первой клети 4 ко второй 9 и от последней через упоры 8 и 13 подъемными роликами 6 и 11, размещенными между проводкалЛ 7 и 12, к раскатным машинам 14 и 15. Упоры 8 и 13 на клетях дуо автоматического стана для удержапия стержня при прокатке трубы и при извлечении ее со стержня подобны упору, установленному на прошивпом стане /., Стержень перемещается вдоль оси клети посредством перемещения всего упора.
В непосредственной б.чизости за клетями дуо 4 к 9 установлены башмаки 5 и 10, удерживающие стержень от перемещения при выдаче трубы.
На раскатных мащинах 14 и 15 также устанавливаются упоры 16 Vi 17, обеспечивающие выдачу трубы через упор.
Из раскатных машин 14 и 15 трубы оступают по рольгангу 18 к калибровочному стану, а затем проходят такие же операции, как и при известных способах производства труб.
Предмет изобретения
Способ производства труб с прошивкой заготовки на станах косой прокатки с последующей раскаткой в дуо станах, отличающийся тем, что, с целью замены сложного процесса раскатки в автоматическом дуо стане и увеличения производительности, гильзы, получаемые на прощивном стане, прокатываются в .трубы на коротких оправках в двух последовательно расположенных двухвалковых станах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| Устройство для разметки мест разрезки цилиндрических труб переменного сечения | 1955 |
|
SU108913A1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| Способ получения буровой стали | 2016 |
|
RU2627081C1 |
| Трубопрокатный агрегат | 1983 |
|
SU1186298A1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2009 |
|
RU2400317C1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2483816C2 |