со о
Од
со
Изобретение относится к лесной и деревообрабатывающей промышленности и может быть использовано при соединении заготовок из древесины при помощи клея.
Известен способ соединения заготовок из древесины по длине, включающий подготовку торцовых поверхностей и нанесение на них синтетического связующего 1.
Недостатком данного способа является сложная и длительная технология. Кроме того, используются дорогие и дефицитные материалы (эпоксидная смола, резорцин).
Известен также способ соединения заготовок из древесины по длине, включающий нанесение на торцы заготовок синтетического связующего и их склеивание 2.
Недостатком известного способа является низкая прочность склеивания, так как она определяется в основном адгезионной связью синтетического связующего с торцовой поверхностью древесины, которая значительно ниже, чем при склеивании древесины вдоль волокон.
Целью изобретения является увеличение прочности соединения.
Эта цель достигается тем, что при способе соединения заготовок из древесины по длине, включающем нанесение на торцы заготовок синтетического связующего и их склеивание, перед нанесением на торцы заготовок синтетического связующего торцы смачивают водой и накалывают нагретыми иглами, причем наносят связующее под давлением.
Пример. Проводят соединение заготовок из древесины сосны влажностью lOJr ±2% и размерами 300)-100х.25 мм. В качестве синтетического связующего используют клей на основе фенолформальдегидной смолы ВИАМ Б-3 с отвердителем (керосиновым контактом) в количестве 17 мае. ч. и наполнителем (древесной мукой) в количестве 10 мае. ч,
На соединяемые торцовые поверхности древесины наносят воду с расходом 100 г/м. Затем с помощью специального приспособления одновременно на торцах заготовок
0 производят наколы нагретыми до 200°С стальными иглами. Наколы выполняют набором игл сразу по всей торцовой поверхности. Толщина игл в основании 1 мм, глубина наколов -5 мм. Таким образом, на
2 каждом .1 см 2 торцовой поверхности древесины получают около 120 наколов. Давление при накалывании 12 МПа, а время накалывания и одновременного нагрева древесины с испарением нанесенной влаги 15 с. После снятия давления и удаления игл из
0 древесины наколы заполняют клеем. Клей наносят с помощью специального приспособления под давлением 0,3 МПа. Сразу после нанесения клея производят прессование соединения заготовок при давлении 0,2 МПа. Время приложения давления 25 с. За это время происходит частичное отверждение связующего и заготовки можно перемещать без нарущения целостности соединения. Окончательное отверждение клея происходит за счет действия отвердителя при свободной выдержке заготовок. После 24 ч выдержки соединения подвергают испытанию на прочность при растяжении по ГОСТ Г5613.3-77.
Результаты испытаний представлены в таблице.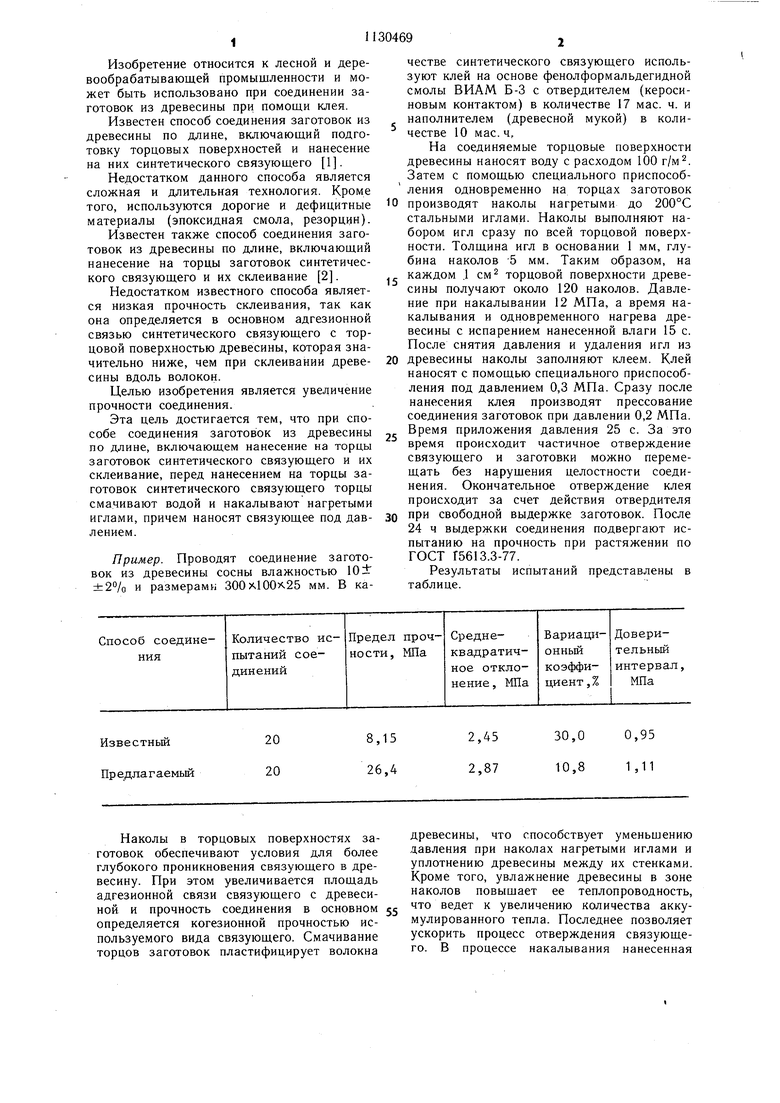
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СКЛЕИВАНИЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2459849C1 |
| Способ изготовления строганого шпона | 1987 |
|
SU1498615A1 |
| Способ склеивания древесины | 1987 |
|
SU1512769A1 |
| КЛЕЕВАЯ КОМПОЗИЦИЯ | 2005 |
|
RU2285027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОГО ЩИТА С ТОРЦЕВЫМ И ТОРЦОВО-ТАНГЕНЦИАЛЬНЫМ НАПРАВЛЕНИЕМ ВОЛОКОН | 1991 |
|
RU2034700C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛЕЕНЫХ ДЕРЕВЯННЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2015883C1 |
| ЭПОКСИДНАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ | 2000 |
|
RU2184131C2 |
| ДВУХКОМПОНЕНТНЫЙ КЛЕЙ НА ОСНОВЕ ФЕНОЛФОРМАЛЬДЕГИДНОЙ СМОЛЫ | 2010 |
|
RU2451708C1 |
| СПОСОБ СКЛЕИВАНИЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2457230C1 |
| СПОСОБ СКЛЕИВАНИЯ ДРЕВЕСНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2446044C2 |
СПОСОБ СОЕДИНЕНИЯ ЗАГОТОВОК ИЗ ДРЕВЕСИНЫ ПО ДЛИНЕ, включающий нанесение на торцы заготовок синтетического связующего и их склеивание, отличающийся тем, что, с целью повыщения прочности соединения, перед нанесением на торцы заготовок синтетического связующего торцы смачивают водой и накалывают нагретыми иглами, причем наносят связующее под давлением. €
Наколы в торцовых поверхностях заготовок обеспечивают условия для более глубокого проникновения связующего в древесину. При этом увеличивается площадь адгезионной связи связующего с древесиной и прочность соединения в основном определяется когезионной прочностью используемого вида связующего. Смачивание торцов заготовок пластифицирует волокна
древесины, что способствует уменьщению давления при наколах нагретыми иглами и уплотнению древесины между их стенками. Кроме того, увлажнение древесины в зоне наколов повыщает ее теплопроводность, что ведет к увеличению количества аккумулированного тепла. Последнее позволяет ускорить процесс отверждения связующего. В процессе накалывания нанесенная 34
вода испаряется. Нанесение связующего подсудов древесины, что ведет к снижению
давлением обеспечивает равномерное иусадочных напряжений в процессе его отполное заполнение им пространств нако-верждения. лов, а также более глубокую пропитку со1130469
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Schaeffer R | |||
| Е | |||
| Improving End-to-End grain-But joint Cluing of Pine-Eorest Products journal, 1970, V | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Глебов H | |||
| Т., Ветошкин Ю | |||
| И | |||
| Сраидивание пиломатериалов гго длине, М., ВНИПИЭИлеспром, 1982, вып | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| (прототип). | |||
