СО
о ;0
О 4i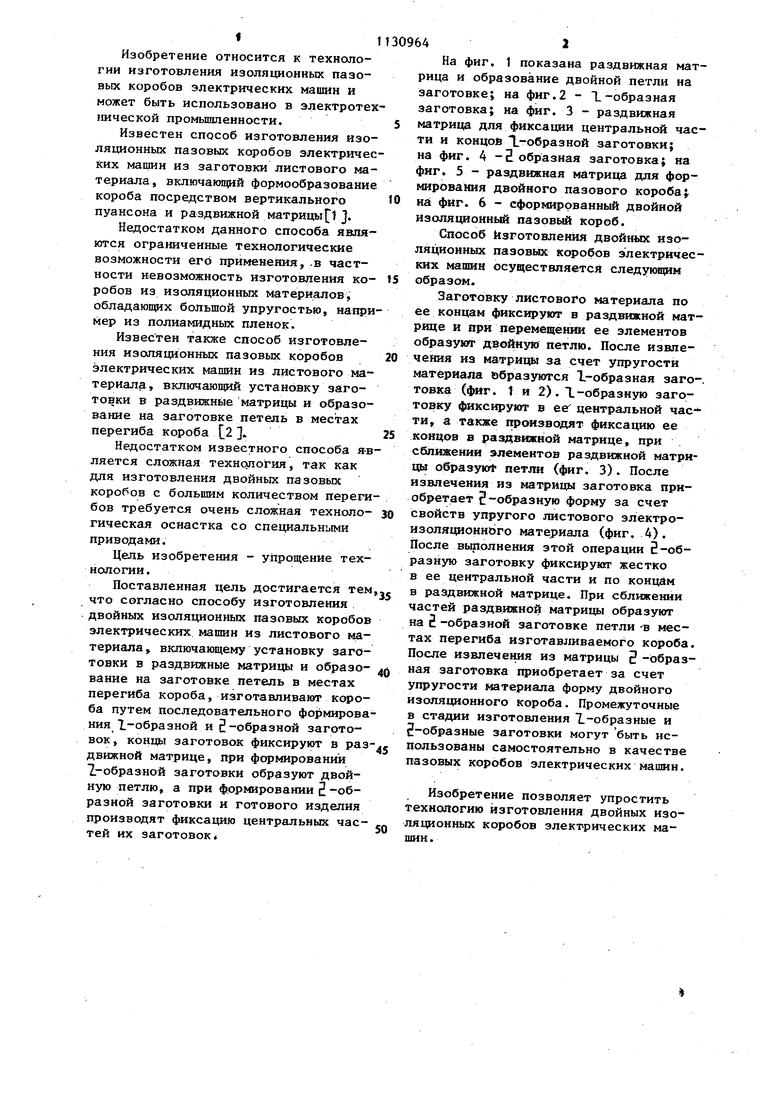
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изоляционных пазовых коробов электрических машин | 1980 |
|
SU980218A1 |
| Способ изготовления многослойных пазовых коробов электрической машины | 1986 |
|
SU1436206A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Устройство для манжетообразования пазовой изоляции статоров электрических машин | 1990 |
|
SU1791916A1 |
| Способ изготовления статора электрической машины и технологическая оправка для его изготовления | 1990 |
|
SU1806437A3 |
| Устройство для изолирования пазовМАгНиТОпРОВОдОВ элЕКТРичЕСКиХ МАшиН | 1978 |
|
SU822311A1 |
| Способ нашивки объемных преформ | 2019 |
|
RU2722494C1 |
| ПОЛОТНО МЕТАЛЛИЧЕСКОЙ ДВЕРИ, СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПАНЕЛИ ДВЕРНОГО ПОЛОТНА, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОТНА МЕТАЛЛИЧЕСКОЙ ДВЕРИ | 2015 |
|
RU2583770C1 |
| ГИБОЧНЫЙ ЭЛЕКТРОМАГНИТНЫЙ СТАНОК | 2006 |
|
RU2317871C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
СГОСОБ ИЗГОТОВЛЕНИЯ ДВОЙНЫХ ИЗОЛЯЦЮН№1Х ПАЗОВЫХ КОРОБОВ ЭЛЕКТРИЧЕСКИХ МАШИН из листового материала. включающий установку заготовки в раздвижные матрицы и образование на заготовке иетель в местах перегиба короба, о т л и ч а ю щ и и с. я тем, что, с целью упрощения технологии, короба изготавливают путем последовательного формирования Х-образной и З-образйой заготовок, концы заготовок фикс{фу от в раздвижкой матрице, при формировании Т.-образной заготовки образуют двойную петлю, a при фор1 0фованш12-образной заготовки н готового изделия производят фиксацию центральных частей их заготовок.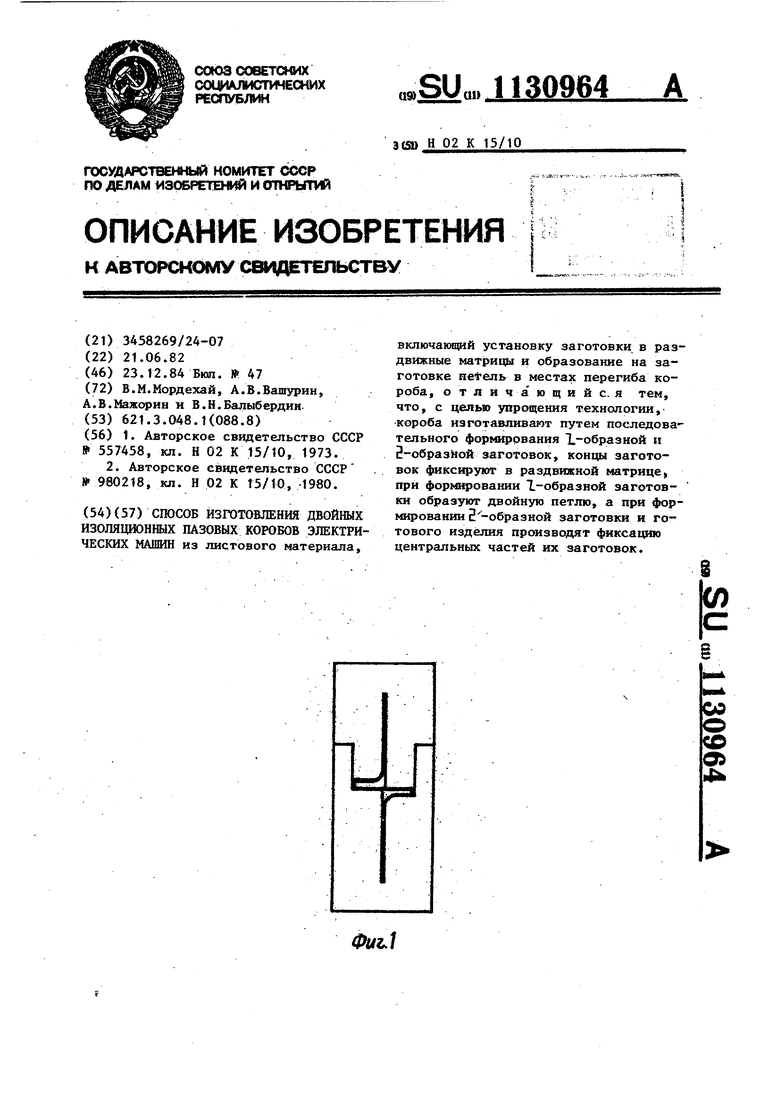
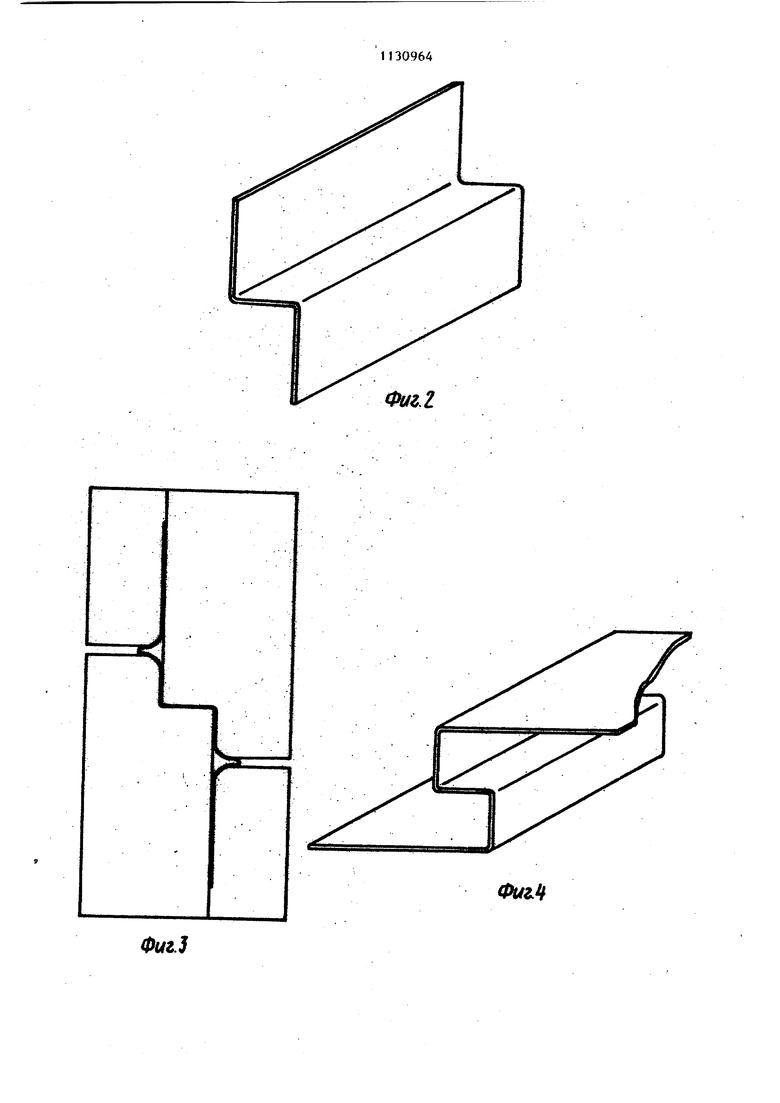
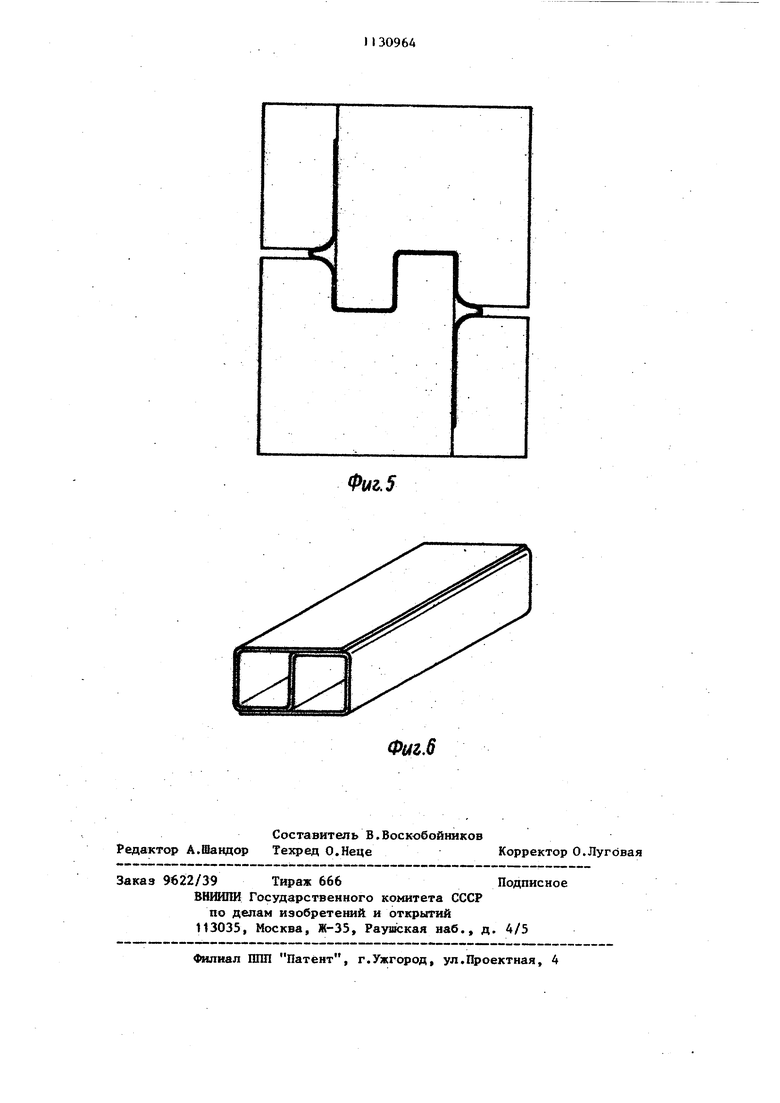
Фи1.1 I Изобретение относится к технологии изготовления изоляционных пазовых коробов электрических машин и может быть использовано в электротех нической промьшшенности. Известен способ изготовления изоляционных пазовых коробов электричес ких мапшн из заготовки листового материала, включающий формообразование короба посредством вертикального пуансона и раздвижной матрицы 1 J. Недостатком данного способа являются ограниченные технологические возможности его применения,-в частности невозможность изготов генйя коробов из изоляционных материалов, обладающих большой упругостью, напри мер из полиамидных пленокИзвестен также способ изготовления изоляционных пазовых коробов электрических машин из листового материалу , включающий установку заготовки в раздвижные матрицы и образование на заготовке петель в местах перегиба короба 2 J. Недостатком известного способа я-в ляется сложная техисхпогия, так как для изготовления двойньпс пазовых коробов с большим количеством переги бов требуется очень сложная технологическая оснастка со специальными приводами. Цель изобретения - упрощение технологии . Поставленная цель достигается тем что согласно способу изготовления двойных изоляционных пазовых коробов электрических машин из листового материала, включающему установку заготовки в раздвижные матрицы и образование на заготовке петель в местах перегиба короба, изготавливают ксфоба путем последовательного формирова ния 1-образной и Е-образной заготовок, концы заготовок фиксируют в раз движной матрице, при формировании Тгобразной заготовки образуют двойную петлю, а при формировании 5-образной 3aroTOBKii и готового изделия производят фиксацию центральных частей их заготовок 4J На фиг. 1 показана раздвижная матрица и образование двойной петли на заготовке; на фиг.2 - 1-образная заготовка; на фиг. 3 - раздвижная матрица для фиксации центральной части и концой Т-образной заготовки; на фиг. 4 -2 образная заготовка; на фиг. 5 - раздвижная матрица для формирования двойного пазового короба ; на фиг. 6 - сформированный двойной изоляционный пазовый короб. Способ изготовления двойных изоляционных пазовых коробов электрических машин осуществляется следующим образом. Заготовку листового материала по ее концам фиксируют в раздвижной матрице и яри перемещении ее элементов образуют двойную петлю. После извлечения из матрицы за счет упругости материала образуются 1-образная заготовка (. 1 и 2). Т-образную заготовку фиксируют в ee центральной части, а также Щ)оизаодят фиксацию ее концов а раздвижной матрице, при сближении элементов раздвижной матрищ образую петли (фиг. 3). После извлечения из матрицы заготовка приобретает 2-образную форму за счет свойств упругого листового электроизоляционного материала (фиг. 4). После выполнения этой операции 2-образную заготовку фиксируют жестко в ее центральной части и по концам в раздвижной матрице. При сближении частей раздвижной матрицы образуют на 2-образной заготовке петли -в местах перегиба изготавливаемого короба. После извлечения из матрицы 2 -образная заготовка приобретает за счет ущ угости материала форму двойного ИЗОЛЯ1ЩОННОГО короба. Промежуточные в стадии изготовления 7.-образные и 2 образные заготовки могут быть использованы самостоятельно в качестве пазовых коробов электрических машин. Изобретение позволяет упростить технологию изготовления двойных изоляционных коробов электрических машин.
Щ
Фиг.
Фиг.
Фиг. 5
.6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для формования пазовых коробов | 1973 |
|
SU557458A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления изоляционных пазовых коробов электрических машин | 1980 |
|
SU980218A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
