ОЭ
а
INS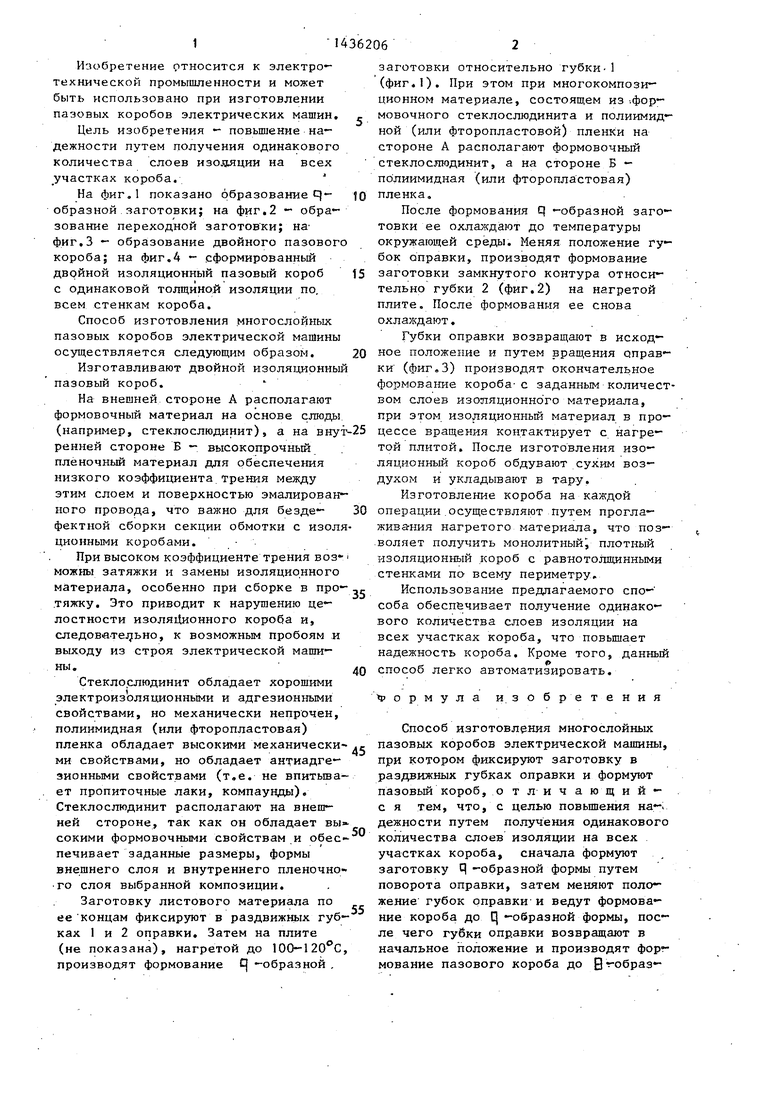
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления пазовых изоляционных коробов | 1985 |
|
SU1310960A1 |
| Способ изготовления пазовых гильз | 1986 |
|
SU1367104A1 |
| Устройство для манжетообразования пазовой изоляции статоров электрических машин | 1990 |
|
SU1791916A1 |
| Станок для изготовления пазовых изоляционных коробов | 1987 |
|
SU1494147A1 |
| Станок для изолирования пазов магнитопроводов электрических машин | 1984 |
|
SU1277307A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЗОВЫХ ИЗОЛЯЦИОННЫХ ГИЛЬЗ | 1992 |
|
RU2037252C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| Устройство для укладки и заклиновки обмотки в пазах магнитопровода | 1982 |
|
SU1051657A1 |
| Станок для изолирования пазов магнитопровода электрической машины | 1980 |
|
SU896719A1 |
| Способ изготовления изолированного якоря электрической машины | 1986 |
|
SU1379889A1 |
Изобретение относится к электро-i технической промышленности и может быть использовано при изготовлении .пазовых коробов электрических машин. Целью изобретения является noBbmieime падежпости путем получения одиис газво го кол51чества слоев изоляции па всех участках короба. Для этого изоля1ш- ониую ленту помещают между губками 1 и 2 оправки и образуют Ч -образную форму относительно губки 1. затем меняют положение губок и произиодят формование короба до Ц-образной мы относительно губки 2. После чего губкл ьозвращают в первоначальное положение и путем вращения оправкн осу1дествляют окончательное формование короба до В -образной формы и до получения нужного количества слоев, Формование ведется с нагретой заготовкой. 4 илi (JO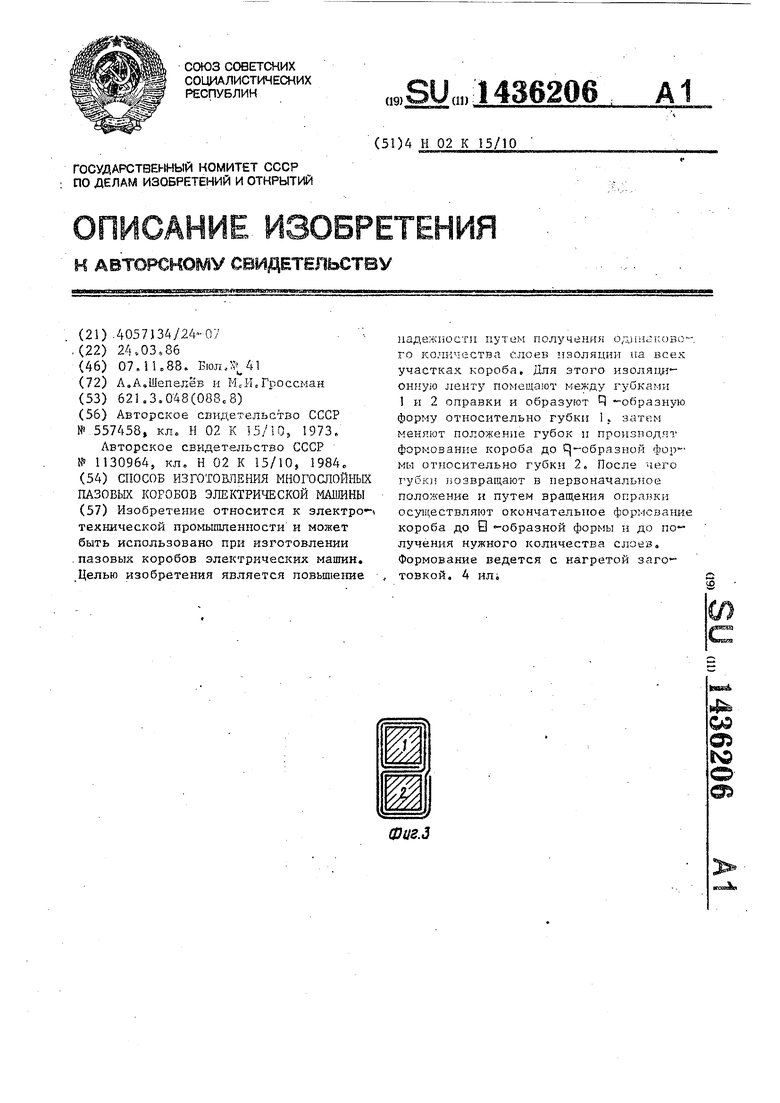
Фаг.З
1 1
Изобретение относится к электротехнической промышленности и может быть использовано при изготовлении пазовых коробов электрических машин.
Цель изобретения - повышение надежности путем получения одинакового количества слоев изoJgLЯЦии на всех участках короба.
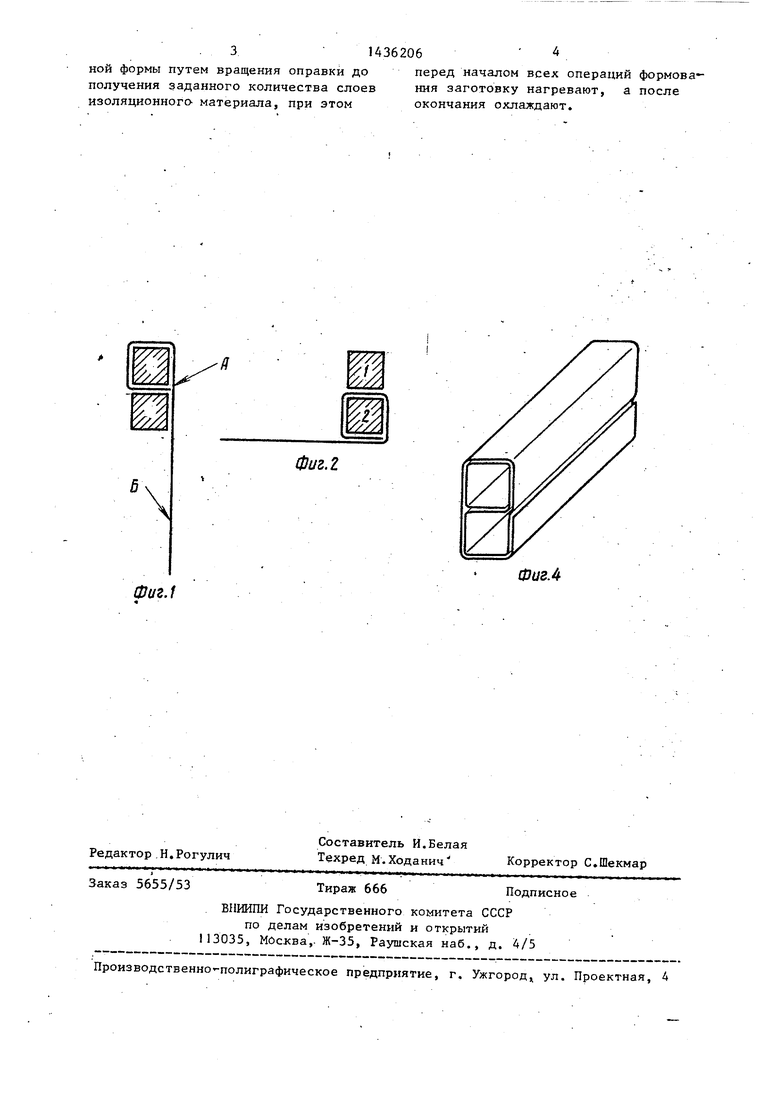
На фиг.1 показано образование q- образной заготовки; на фиг.2 - образование переходной заготов ки; на фиг.З - образование двойного пазовог короба; на фиг.4 - сформированный двойной изоляционный пазовый короб с одинаковой толщиной изоляции по, всем стенкам короба.
Способ изготовления многослойных пазовых коробов электрической машины осуществляется следующим образом.
Изготавливают двойной изоляционны пазовый короб.
На внешней стороне А располагают формовочный материал на основе слюды (например, стеклослюдинит), а на вну ренней стороне Б - высокопрочный пленочный материал для обеспечения низкого коэффициента Трения между этим слоем и поверхностью эмалированного провода, что важно для безде- фектной сборки секции обмотки с изолционными коробами.
При высоком коэффициенте трения воз можгй затяжки и замены изоляционного материала, особенно при сборке в про .тяжку. Это приводит к нарушению целостности изоля11ионного короба и, cлeдoвв.тeJJЬнo, к возможным пробоям и выходу из строя электрической машины.
Стеклослюдинит обладает хорошими электроизЬляционными и адгезионными свойствами, но механически непрочен, полиимидная (или фторопластовая) пленка обладает высокими механически ми свойствами, но обладает антиадге- эионными свойствами (т.е. не впитьша ет пропиточные лаки, компаунды), Стеклослюдинит располагают на внешней стороне, так как он обладает вы сокими формовочными свойствам и обес печивает заданные размеры, формы внешнего слоя и внутреннего пленочно го слоя выбранной композиции.
Заготовку листового материала по ее концам фиксируют в раздвижньтх губках 1 и 2 оправки. Затем на плите (не показана), нагретой до 100-120 с производят формование Ц -образной ,
5
0
5 30 0
с
0
5
заготовки относительно губки-1 (фиг.1). При этом при многокомпози- ционном материале, состоящем из -.формовочного стеклослюдинита и полиимид- ной (или фторопластовой) пленки на стороне А располагают формовочный стеклосл7одинит, а на стороне Б - полиимидная (или фторопластовая) пленка.
После формования С -образной заготовки ее охлаждают до температуры окружающей среды. Меняя положение губок оправки, производят формование заготовки замкнутого контура относительно губки 2 (фиг.2) на нагретой плите. После формования ее снова охлаждают.
Губки оправки возвращают в исходное положение и путем вращения оправки (фиг.З) производят окончателЬ|Ное формование короба-с заданным количеством слоев изоляционно го материала, при этом, изоляционный материал в процессе вращения контактирует с нагретой плитой. После изготовления изоляционный короб обдувают сухим воздухом и укладывают в тару.
Изготовление короба на каждой операции.осуществляют путем прогла- жива-ния нагретого материала, что позволяет получить монолитный плотный изоляционный .короб с равното:1щинными стенками по всему периметру.
Использование предлагаемого спо- соба обеспечивает получение одинакового количества слоев изоляции на всех участках короба, что повышает
надежность короба. Кроме того, данный
о
способ легко автоматизировать.
Формула изобретения
Способ изготовления многослойных пазовых коробов электрической машины, при котором фиксируют заготовку в раздвижных губках оправки и формую т пазовый короб, отличающий- с я тем, что, с целью повышения на- дежности путем получения одинакового количества слоев изоляции на всех участках короба, сначала формуют заготовку Ч -образной формы путем поворота оправки, затем меняют положение губок оправки и ведут формование короба до Ц -образной формы, после чего губки опр.авки возвращают в начальное положение и производят формование пазового короба до g г-образ-
3 1436206
ной формы путем вращения оправки до перед началом всех операций формова- получения заданного количества слоев изоляционного- материала, при этом
ния заготовку нагревают, а после окончания охлаждают.
т
и
М
Фиг.г
Фиг. 1
перед началом всех операций формов
ния заготовку нагревают, а после окончания охлаждают.
у/7/.
т
Р5
22Z
Фиг. 4
| Устройство для формования пазовых коробов | 1973 |
|
SU557458A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления двойных изоляционных пазовых коробов электрических машин | 1982 |
|
SU1130964A1 |
