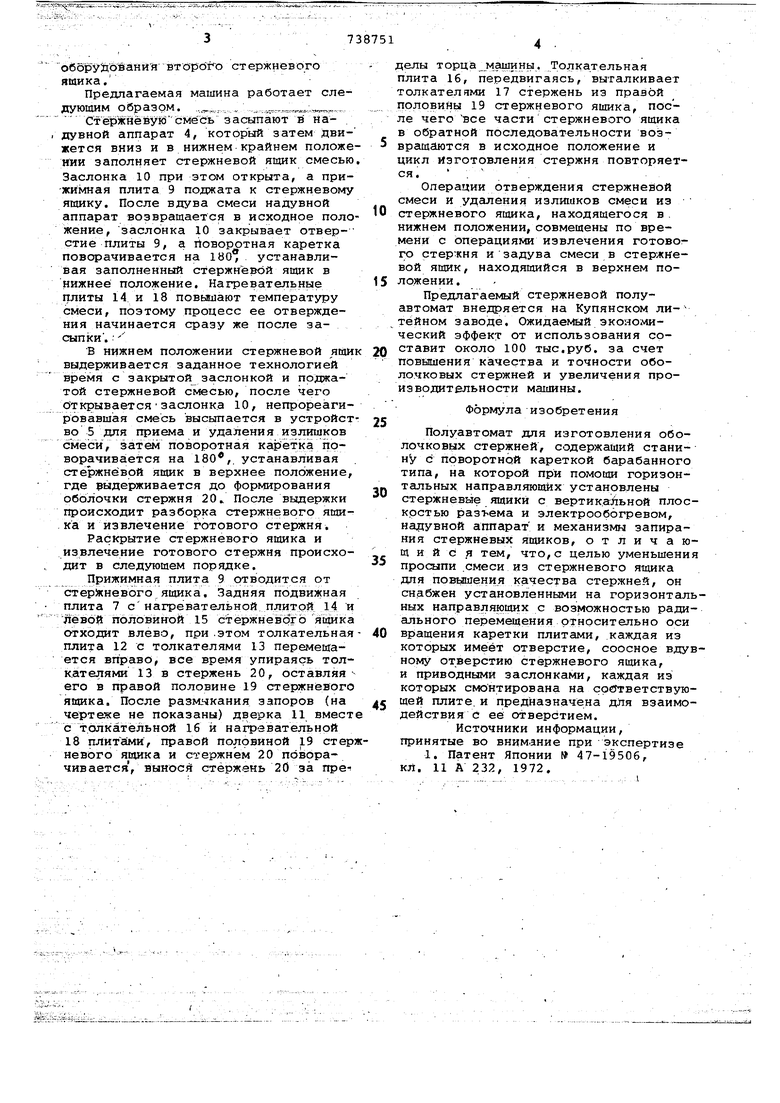
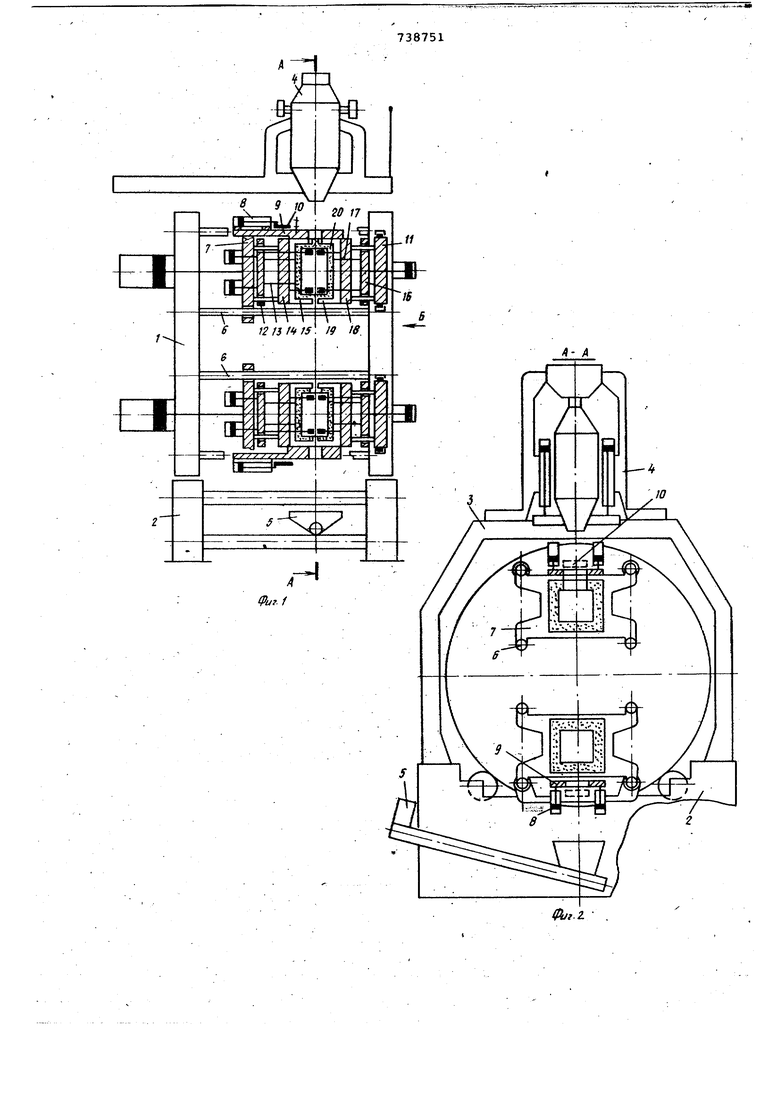
(54) ШЛУАВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ Изобретение относится к литейному производству, в частности, к устройст .вам для изготовления стержней. Известна многопозиционная машина для изготовления оболочковых стержней, содержащая станину споворотной кареткой барабанного типа, на которой, при помощи горизонтальных направляющих, установлены стержневые яшики с вертикальной плоскрстью разъ ема и электрообогревом, надувной аппарат и механизг-и запирания стержневых ящиков 1. Недостаток известной машины состо ит в том, что при изготовлении крупных оболочковых стержней стержневая смесь при повороте стержневого ящика сразу начинает высыпаться и на внутренней поверхности оболочки стержня появляются отслоения, что снижает качество стержня. Цель изобретения - уменьшение про сыпи смеси из стержневого ящика Щ1Я повышения качества стержней. Это достигается тем, чтр полуавто мат снабжен установленными на горизонтальных направляющих с возможностью радиального перемещения относительно оси вращения каретки плитами, каждая из которых имеет отверстие, со СТЕРЖНЕЙ осное вдувному отверстию стержневого ящика, и приводными заслонками, каждая из которых смонтирована на соответств Ющей плите и предназначена для взаимодействия с ее отверстием. На фиг. 1 схематично показан продольный разрез полуавтомата; на фиг. 2 - разрез А-А фиг. 1; на фиг.Звид Б фиг. 1. Предлагае1 1ый полуавтомат выполнен 2-х позиционным и содержит поворотную каретку 1, установленную на станине 2, площадку 3, на которой установлен надувной аппарат 4, и устройство 5 дая приема и удаления излишков смеси. На направляющих 6 поворотной каретки 1 установлена задняя подвижная плита 7, затворы 8 с прижимной пли1ой 9 и заслонкой 10, дверка 11 с приводом перемещения и запорами. На подвижной плите 7 установлена толкательная плита 12 с толкателями 13, нагревательная плита 14 и левая половина 15 стержневого ящика. На дверке 1-1 установлена толкательная плита 16 с толкателями 17, нагревательная плита 18 и правая половина 19 стержневого ящика. : Во второй половине поворотной каретки установлен аналогичный комплект
оборуйованйя BTOpdfo стержневого
ящика.
Предлагаемая машина работает следующим образом. .,..„,.,., -„,,„,,,,,,,,„„..,
Стёрук1{ввую смёсъ засыпают В надувной аппарат 4, котОрый затем движется вниз и в нижнем крайнем положении заполняет стержневой ящик смесью Заслонка 10 при этом открыта, а прижимная плита 9 поджата к стержневому ящику. После вдува смеси надувной аппарат возвращается в исходное положение, заслонка 10 закрывает отверстие плиты 9, а поворотная каретка поворачивается на 180 устанавливая заполненный стержневой ящик в нижнее положение. Нагревательные плиты 14 и 18 повышают температуру смеси, поэтому процесс ее отверждения начинается сразу же после засыпки.
В нижнем положении стержневой ящи выдерживается заданное технологией время с закрытой заслонкой и поджатой стержневой смесью, после чего Открываетсязаслонка 10, непрореагировавшая смесь высыпается в устройство 5 для приема и удаления излишков смеси, затем поворотная каретка поворачивается на 180, устанавливая стержневой Ящик в верхнее положение, где рыдерживается до формирования оболочки стержня 20.. После выдержки щ оисходит разборка стержневого ящика и извлечение готового стержня.
Раскрытие стержневого ящика и извлечение готового стержня происходит в следующем порядке.
Прижимная плита 9 отводится от стержневого ящика. Задняя подвижная плита 7 снагревательной плитой 14 и левой половиной 15 стержневого ящика отходит влево, при .этом толкательнаяплита 12 с толкателями 13 перемещается вправо, все время упираясь толкателями 13 в стержень 20, оставляя его в правой половине 19 стержневого ящика. После размыкания запоров (на чертеке не показаны) дверка 11 вмест с т.олкатёльной 16 и нагревательной 18 пЛита ми, правой половиной 19 стерневого ящика и стержнем 20 поворачивается, вынося стержень 20 за пределы торца м ашины. Толкательная плита 16, передвигаясь, выталкивает толкателями 17 стержень из правой половины 19 стержневого ящика, после чего все части стержневого ящика в обратной последовательности воэ5 вращаются в исходное положение и цикл Изготовления стержня повторяется . . .
Операции отверждения стержнейой смеси и удаления излшиков смеси из
0 стержневого ящика, находящегося в . нижнем положении, совмещены по времени с операциями извлечения готового стеркня изадува смеси в стержневой ящик, находящийся в верхнем положении.
Предлагаемый стержневой полуавтомат внедряется на Купянском ли- теином заводе. Ожидаемый экояо; шческий эффект от использования соQ ставит около 100 тыс.руб. за счет повышения качества и точности оболочковых стержней и увеличения производительности машины.
Формула изобретения
Полуавтомат для изготовления оболочковых стержней, содержащий станину с поворотной кареткой барабанного типа, на которой при помощи горизон.. тальных направляющих установлены
стержневые ящики с вертикальной плоскостью разъема и электрообогревом, надувной аппарат и механизмы запирания стержневых ящиков, отличающийся тем, что,с целью уменьшения просыпи .смеси из стержневого ящика для повьзшения качества стержней, он сн.абжен установленными на горизонтальных направляющих с возможностью радиального перемещения относительно оси
0 вращения каретки плитами, каждая из которых имеет отверстие, соосное вдувному отверстию стержневого ящика, и приводными заслонками, каждая из которых смонтирована на среУтветствую5 щей плите, и пред назначена дЛя взаимодействия С ее отверстием.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии № 47-19506, кл. 11 А 232, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| П. К. С К. М. Овсянников, М. И. Вишнев, И. Е. Шуб, Р. И. Шварцман, С. А. Казенов, В. А. Кудрявцев и Г. В. Малаховский''^'С: | 1969 |
|
SU235924A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Установка для изготовления стержней в нагреваемых ящиках | 1969 |
|
SU441091A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Стержневой ящик | 1981 |
|
SU1002082A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| Автомат для изготовления стержней | 1981 |
|
SU1051807A1 |
г-
lPuT-1
