(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ
Известна автоматическая линия для изготовления стержней, включающая по ходу технологического процесса транспортно-передающее устройство, состоящее из рольгангов и толкателей, стержнеобразующее устройство и печь для отверждения стержней.
Предлагаемая линия отличается тем, что между (;тержнеобразующим устройством и печью отверждения установлен механизм выталкивания готовых стержней и отъемных частей стержневого ящика а также устройство фиксации и транспортировки отъемной части стержневого ящика. Это позволяет повысить производительность линии.
Механизм выталкивания готовых стержней и отъемных частей стержневого ящика выполнен в виде цилиндра со ступенчатым щтоком, одна ступень которого предназначена для выталкивания стержня, а другая - отъемной части стержневого ящика. Кроме того, устройство фиксации и транспортировки отъемной части стержневого ящика выполнено в виде направляющих и рычагов, каждый из которых несет на концах фиксаторы, связанные с приводом их перемещения. ЛИТЕЙНЫХ СТЕРЖНЕЙ
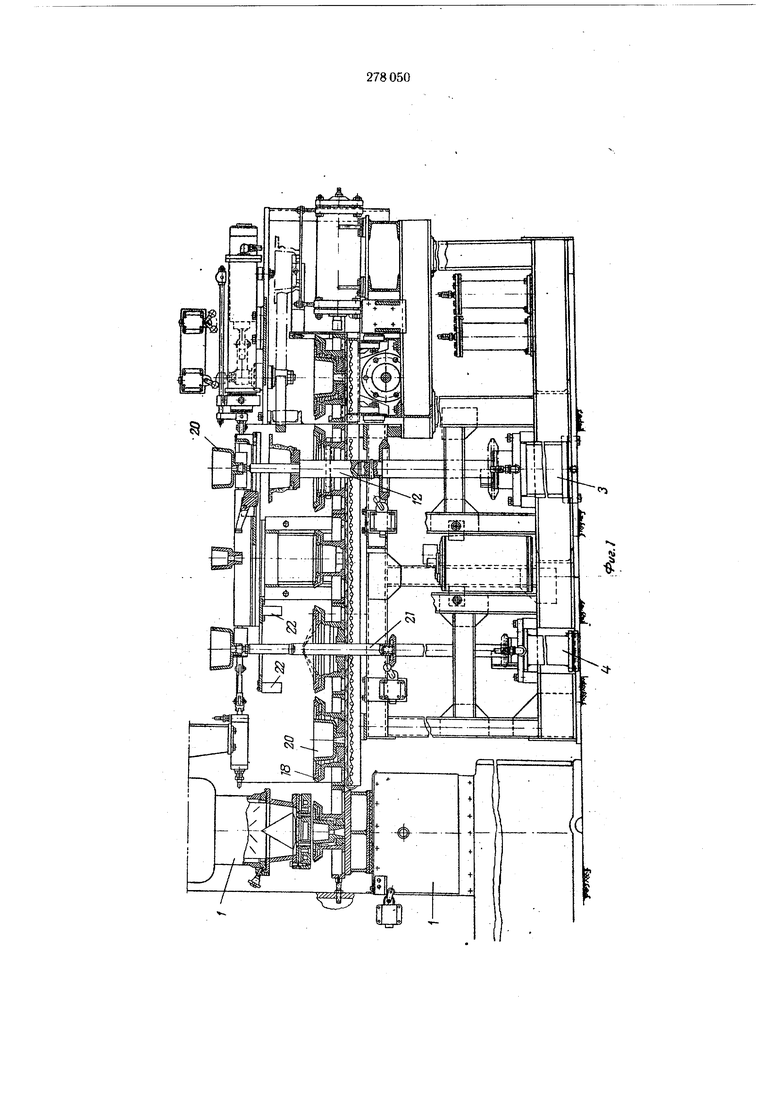
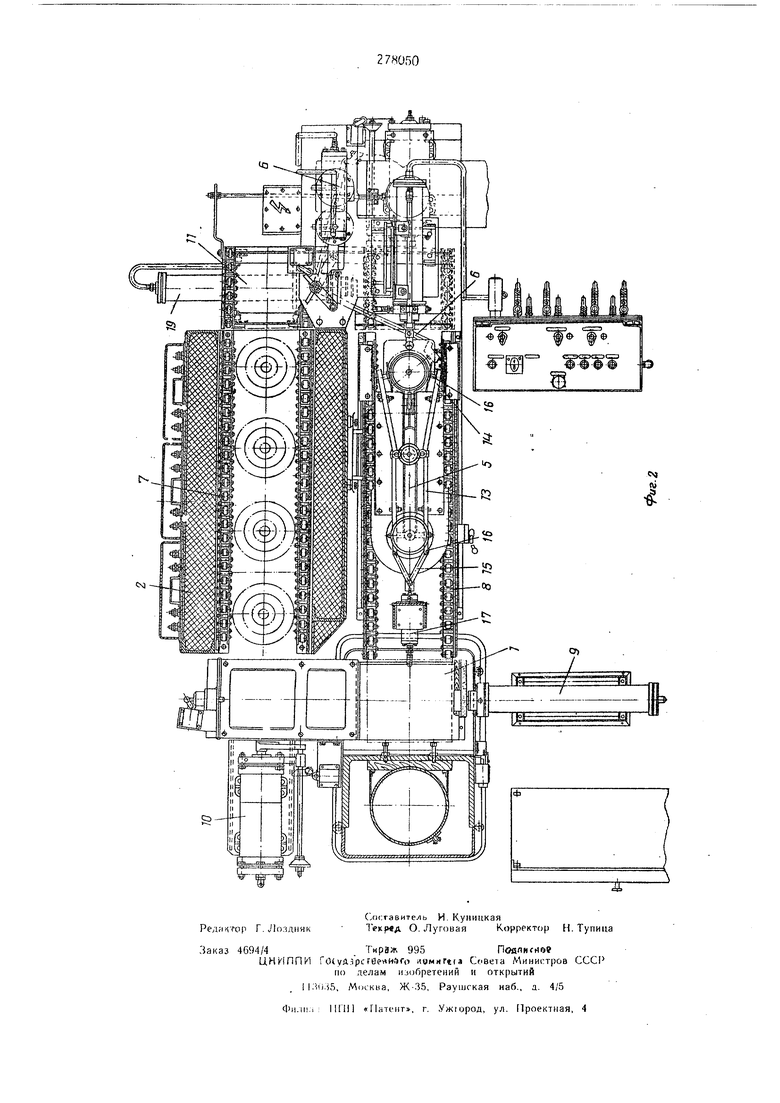
Линия изготовления стержней, например раструбов труб, состоит из стержнеобразующего устройства 1, проходной печи 2 отверждения, механизма 3 разъема стержневого ящика и выталкивания готового стержня, механизма 4 сборки стержневого ящика и опрыскивания внутренней его полости, устройства 5 фиксации и транспортировки отъемной части стержневого ящика, механизма 6 приема и выдачи готового стержня и транспортио-передающих устройств. Последние включают два параллельных рольганга 7 и 8, один из которых проходит через печь 2, толкатели 9 и 10 и тележку 11.
Механизм 3 разъема стержневого ящика и выталкивания готового стержня выполнен в виде цилиндра 12 со ступенчатым щтоком, одна ступень которого предназначена для выталкивания стержня, а другая - отъемной части стержневого ящика.
Устройство 5 фиксации и транспортировки отъемной части стержневого ящика выполнено в виде направляющих 13 и рычагов 14 и 15. Рычаги снабжены фиксаторами 16, которые связаны с приводом 17 их перемещержя.
Механизм 6 приема и выдачи готового стержня выполнен в виде механической руки.
тележку I. Цилиндр 19 сталкивает его с тележки 11 и передает на рольганг 8, перемещая при этом прочие находящиеся на нем ящики на один шаг.
Крайний слева ящик попадает с рольганга 8 на стол стержнеобразующего устройства 1, после чего срабатывают механизм 3 разъема стержневых ящиков и механизм 4 их сборки и опрыскивания.
Ступень малого диаметра штока цилиндра 12 выталкивает внутреннюю отъемную часть 0 стержневого ящика, а ступень большего диаметра выталк 1вает из ящика стержень.
Стержень фиксируется механизмом 6, а отъемная часть 20-устройством 5. При этом ВЫ ключается цилиндр, который своим щтоком воздействует на рычаги 15, разжимая направляющие 13 и левые фиксаторы и сжимая рычаги 14 с правыми фиксаторами. Последние подхватывают в верхнем положении отъемную часть 20 и удерживают ее от падения при опускании штока цилиндра 12.
Фиксаторы в положении фиксации отъемной млсги служат продолжением направляющих 1 и рычагов14. Как только отъемная часть 20 приблизится к левым фиксаторам 16, срабатывает привод 17, закрывая левые и открывая правые фиксаторы. При дальнейшем перемещении отъемная часть занимает положение над штоком 21 механизма 4, который, опускаясь вниз, введет ее стержневой ящик 18. После опускания цилиндров механизмов 3 и 4 механизм 6 приема и выдачи стер;кня установит его на приемный стол тележки П.
Опрыскивание внутренних горизонтальных и вертикальных поверхностей стержневых ящиков производится периодически форсунками, встроенными в шток 21 механизма 4. Опрыскивание наружных поверхностей отъемной части 20 происхо.дит при прохождении ее через кольцевой распылитель 22.
Формула изобретения
1.Автоматическая линия для изготовления литейных стержней, включающая по ходу технологического процесса транспортно-передающие устройства, состоящие из рольгангов и толкателей, и нагревательную печь, отличающаяся тем, что, с целью повышения ее производительности, между стержнеобразующим устройством и печью отверждения установлен механизм выталкивания готовых стержней и отъемных частей стержневого ящика, устройство фиксации и транспортировки отъемной части стержневого ящика.
2.Линия по п. I, отличающаяся тем, что механизм выталкивания готовых стержней и отъемных частей стержневого ящика выполнен в виде цилиндра со ступенчатым штоком, одна
ступень которого предназначена для выталкивания стержня, а другая -для выталкивания отъемной части стержневого ящика.
3.Линия по п. 1, отличающаяся тем, что устройство фиксации и транспортировки отъемной части стержневого ящика выполнено в виде направляющих и рычагов, каждый из которых несет на концах фиксаторы, связанные с приводом их перемещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ТЕРМОРЕАКТИВНЫХ СМЕСЕЙ | 1969 |
|
SU234621A1 |
| Установка для изготовленияОбОлОчКОВыХ СТЕРжНЕй | 1979 |
|
SU810364A1 |
| ВСЕСОЮЗНАЯ I,; - .-c-'.iV -'Л -:-:i: •• гТ !t :п'•:.-1г;;:-;;!к.--.'!^Л!;;; -Г^.^'^и';"'''^„Ellr^ll i | 1972 |
|
SU351630A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Механизм разъема стержневых ящиков | 1980 |
|
SU919228A1 |
| Автоматическая линия для изготовления стержней | 1990 |
|
SU1759533A1 |
| Автоматическая линия для изготовления стержней | 1986 |
|
SU1386359A1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |