Изобретение относится к кузнечно-прессовому оборудованию и может быть использовано при получении по наружному диаметру трубных заготовок. Известен штамп для высадки утолщений на концах труб, содержащий расположенные в корпусе с возможностью радиального перемещения формообразующие секции, в полости которых соосно размещены оправка, кольцевой пуансон и разрезная втулка 1J. Однако применение разрезной вдоль образующей втулки влечет за собою увеличение припуска на утолщение труб, так как в процессе деформации припуска на утолщение имеет место затекание части припуска материала на утолщение в зазор, образующийся в месте разреза втулки, что приводит к необоснованному увеличению расхода материала трубной заготовки на утолщение. Цель изобретения - повышение экономичности за счет снижения расхода металла. Поставленная цель достигается тем, что штамп для высадки утолщений на концах труб, содержащий расположенные в корпусе с возможностью радиального перемещения формообразующие секции, в полости которых соосно размещены оправка, кольцевой пуансон и разрезная втулка, установленная с возможностью взаимодействия с пуансоном, снабжен дополнительной разрезной втулкой для формообразования торца утолщения, установленной в полости формообразующих секций с возможностью взаимодействия с разрезной втулкой, обращенные одна к другой торцовые поверхности разрезных втулок выполнены ступенчатыми, а втулки установлены со смещением разрезов в окружном направлении. На фиг. 1 показан штамп, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Штамп состоит из оправки 1, соосно с ней установленных разрезных втулок 2 и 3 со ступенчатыми ответными торцовыми поверхностями пуансона 4, матрицы, состоящей, например, из восьми формообразующих секций 5 (возможно и более). Секции 5 по наружному диаметру имеют конусную поверхность, взаимодействующую с ответной конической поверхностью корпуса 6 механизма противодавления (не показан). Для обеспечения возврата или от разваливания, секции 5 снабжены фланцем 7, закрепленным к нижнему торцу корпуса 6. Радиальный зажим 8 состоит из двух половинок, во внутренней полости которых размещается и зажимается трубная заготовка 9. Штамп работает следующим образом. Трубная заготовка 9 устанавливается в радиальный зажим 8 и зажимается. Во внутреннюю полость трубной заготовки 9 вводится оправка 1 до положения, указанного на левой части чертежа (фиг. 1), на которой одновременно с ней устанавливаются соответственно разрезные втулки 3 и 2, а также пуансон 4. После этого подводится формующая матрица с корпусом 6 механизма противохчавления. Секции 5 формующей матрицы смыкаются вокруг трубной заготовки 9, обеспечивая беззазорное их расположение вокруг трубы, т. е. зазор Cj в этом случае будет равен нулю. Одновременно с этим секции 5 сжимают разрезные втулки 3 и 2, также обеспечивая их беззазорное положение в месте разреза, т. е. зазор С в этом случае тоже равен нулю. Это все осуществляется от действия сил Рпр противодавления, передающихся через корпус 6 на вкладыщи 5 посредством их конических поверхностей. После этого под действием приложенного к торцу пуансона 4 усилия осадки FJ, осуществляется процесс утолщения стенки трубы по наружному ее диаметру. В процессе деформации припуска трубной заготовки, деформируемый материал, утолщаясь, под действием радиальных сил 1 , раздвигает секции 5 формующей матрицы, преодолевая этим самым усилие противодавления Рцр и заставляет перемещаться корпус 6 вверх по стрелке К. Одновременно с этим разрезные втулки 3 и 2 во время всего процесса деформации разводятся по диаметру, обеспечивая беззазорное прилегание их по наружному диаметру с секциями 5, что предотвращает затекание материала трубы между указанными поверхностями. В конце процесса утолщения секции 5 формующей матрицы разойдутся в радиальном положении на величину зазора между ними, равного Cj 3,14 (Dyr.-Оввр):8, где величина 8 обозначает количество секций 5. Чем меньще величина зазора Сз, тем меньще вероятность затекания материала трубы в этот зазор, что очень важно. Ввиду малой высоты разрезной втулки 3 затекание материала в зазор Сг будет малым, что также имеет немаловажное значение с точки зрения уменьшения расхода материала трубы на утолщение. По окончании процесса осадки оправка 1 и соосно с ней установленные разрезные втулки 2 и 3 и пуансон 4 выводятся из внутренней полости трубной заготовки 9, потом выводится из зоны утолщения корпус 6 с секциями 5 формующей матрицы, разжимается зажим 8 и снимается со щтампа готовая деталь с утолщенным концом. После установки в штамп следующей трубной заготовки процесс утолщения повторяется выщеописанным способом. Предлагаемая конструкция в виде разрезных втулок позволяет повысить эффективность работы основного устройства как с точки зрения уменьшения расхода материала трубы за счет уменьшения потерь материала трубы на затекание его в разрез втулки, так и за счет снижения капитальных затрат на изготовление самого штампа, т. е.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Устройство для получения труб с утолщениями | 1982 |
|
SU1058693A1 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Устройство для утолщения труб по внутреннему диаметру | 1983 |
|
SU1131583A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU984603A1 |
| Устройство для утолщения труб | 1980 |
|
SU963667A1 |
| Устройство для штамповки трубчатых деталей с утолщениями | 1982 |
|
SU1044399A1 |
| Способ изготовления цилиндрических втулок с фланцем из листового материала и устройство для его осуществления | 1987 |
|
SU1430137A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЯ С ОСЕСИММЕТРИЧНЫМ ФЛАНЦЕМ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2014 |
|
RU2572686C1 |
ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ -НА КОНЦАХ ТРУБ, содержащий расположенные в корпусе с возможностью радиального перемещения формообразующие секции, в полости которых соосно размещены оправка, кольцевой пуансон и разрезная втулка, установленная с возможностью взаимодействия с пуансоном, отличаю-. щиЦся тем, что, с целью повыщения экономичнoctи за счет снижения расхода металла, он снабжен дополнительной разрезной втулкой для формообразования торца утолщения, установленной в полости формообразующих секций с возможностью взаимодействия с упомянутой разрезной втулкой, обращенные одна к другой торцовые поверхности разрезных втулок выполнены ступенчатыми, а втулки установлень со смещением разрезов в окружном направлении. сл со NU О) О) ю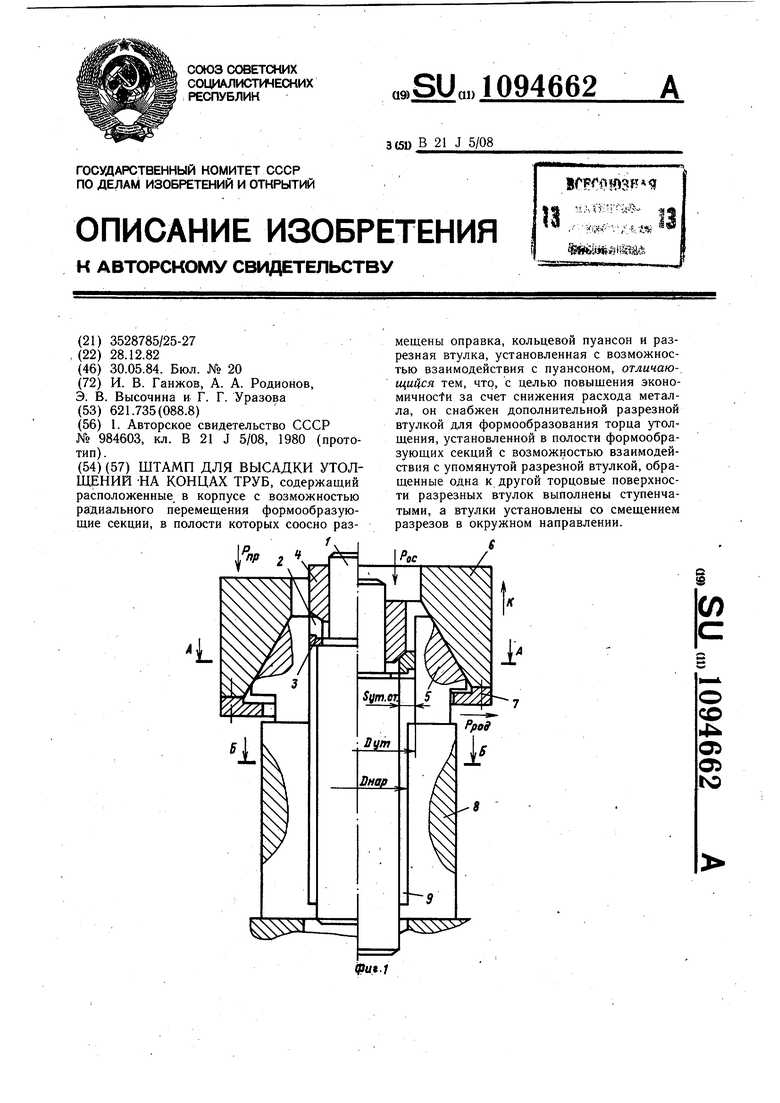
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп для высадки утолщений на концах труб | 1980 |
|
SU984603A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
