фиг. f Изобретение относится к металлообработке и может найти применение при автоматизации загрузочных устройств металлорежущих станков. Известно устройство для подачи деталей, содержащее неподвижный корпус, горизонтально расположенный приводной диск, криволинейную направляющую, отводящий канал, образованный стенкой корпуса и концентрично расположенной незамкнутой кольцеобразной направляющей, и выходной лоток 1. Недостатком известного устройства является невозможность подачи деталей щестигранной формы вследствие их пакетирования в щирокой части лотка, что приводит к заклиниванию устройства. Цель изобретения - повыщение надежности работы устройства при подаче деталей шестигранной формы. Поставленная цель достигается тем, что устройство для подачи деталей, содержащее неподвижный корпус, горизонтально расположенный приводной диск, криволинейную направляющую, отводящий канал, образованный стенкой корпуса и концентрично расположенной незамкнутой кольцеобразной направляющей, и выходной лоток, снабжено равномерно расположенными в отводящем канале подпружиненными лепестками, жестко закрепленными на кольцеобразной направляющей с перекрытием друг друга. изображено предлагаемое На фиг. 1 устройство, общий вид; на фиг 2 - вид А на фиг. 1 сверху. Устройство для подачи изделий включает неподвижный корпус 1, горизонтально расположенный приводной диск 2, криволинейнуюнаправляющ7ю з,о7водяц;ий канал, выполненный круговой формы, одной стен г г кой которого является стенка корпуса 1, а другой - кольцеобразная незамкнутая направляющая 4, на которой с внутренней стороны отводящего канала, равномерно закреплены подпружиненные лепестки 5. В месте разрыва направляющей 4 установлен Кронщтейн 6 с отсекающей гранью, выходной лоток 7, выполненный раздвижным, редуктор 8, электродвигатель 9. Выходной лоток 7 состоит из неподвижной планки 10 и кронщтейна 11, закрепленного на корпусе 1 в начальной части выходного лотка 7 при помощи винта 12. Кронщтейн 6 крепится винтом 13, и через продольный паз осуществляется его горизонтальная перестановка по кольцеобразной направляющей 4 с целью регулировки на заданный типоразмер заготовки 14. Кронщтейн 11 имеет также продольный паз. Устройство работает следующим образом. Заготовки 14 своим торцом произвольно устанавливаются на приводной диск 2. Включают электродвигатель 9, и приводной диск 2 получает медленное вращательное движение через редуктор 8. При вращении диска 2 заготовки 14 под действием упругой криволинейной направляющей 3 прижимаются к стенке отводящего канала (к кольцеобразной незамкнутой направляющей 4) и формируются в ряд. При дальней щем движении сформированных в ряд заготовок 14 осуществляется их перемещение в отводящий канал, выполненный круговой формы, которая образуется за счет того, что одной стенкой его является стенка корпуса 1, а другой - кольцеобразная незамкнутая направляющая 4. Далее из отводящего канала заготовки 14 направляются в выходной лоток 7, который выполнен раздвижным вследствие установки в его начальной части кронштейна 11. Заготовки 14 малого размера (например с раз.мером под ключ 41 мм) в отводящем канале прижимаются к стенке корпуса 1 равномерно закрепленными на незамкнутой кольцеобразной направляющей 4 подпружиненными лепестками 5, что исключает возможность их заклинивания в отводящем канале. При замене заготовок на другой типоразмер кронщтеины 6 14 на другой типоразмер кронщтеины и 11 перестанавливают на требуемое расстояние вследствие наличия на них продольных пазов и закрепляют винтами один кронштейн на кольцеобразной направляющей 4, ДРУГои - на корпусе 1. Ввиду того, что в траектории движения заготовок 14 отсутствуют прямолинейные участки, не происходит пакетирование заготовок различных форм, исключается контакт заготовок с отсекающей гранью кронштейна 6 кольцеобразной направляющей 4, исключается заклинивание заготовок 14 на входе и отводящий канал и, следовательно повышается надежность работы устройства. Кроме того, расщиряются технологические возможности устройства, т.е. возможна загрузка деталей не только цилиндрической, но и квадратной и шестигранной формы, а также различных размеров (например с размером под ключ от 41 до 65 мм)
5
/J
Фиг. 2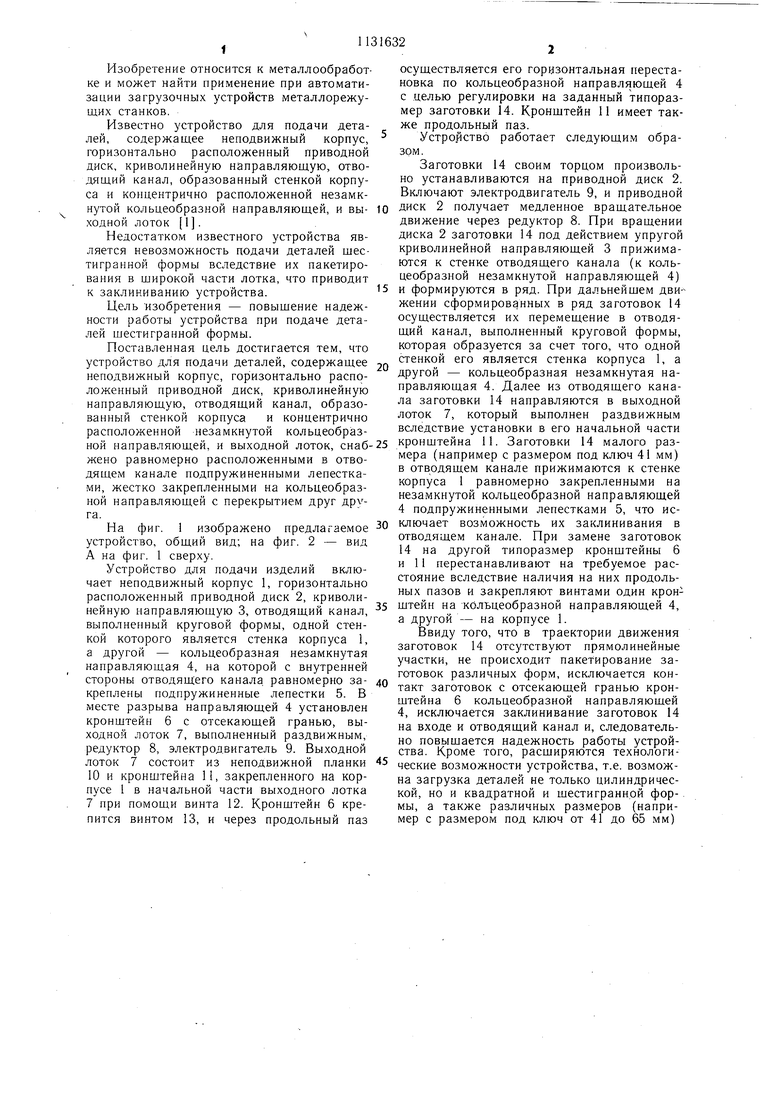
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1986 |
|
SU1323332A1 |
| Индукционный нагреватель с автоматической загрузкой | 1985 |
|
SU1346684A1 |
| Робототехнологический комплекс | 1988 |
|
SU1616802A1 |
| Устройство для подачи заготовок | 1987 |
|
SU1555094A1 |
| Автоматическая линия для механической обработки деталей типа валов | 1990 |
|
SU1791099A1 |
| Бункерное загрузочное устройство для подачи заготовок типа колец | 1976 |
|
SU749623A1 |
| ЗАГРУЗОЧНО-ОРИЕНТИРУЮЩЕЕ УСТРОЙСТВО | 1993 |
|
RU2065352C1 |
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
| Загрузочное устройство | 1985 |
|
SU1268369A1 |
| Устройство для резки пруткового материала на заготовки | 1983 |
|
SU1148687A1 |

УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ, содержащее неподвижный корпус, горизонтально расположенный приводной диск, криволинейную направляющую, отводящий канал, образованный стенкой корпуса и концентрично расположенной незамкнутой кольцеобразной направляющей, и выходной лоток, отличающееся тем, что, с целью повыщения надежности работы устройства при подаче деталей шестигранной формы, оно снабжено равномерно расположенными в отводящем канале подпружиненными лепестками, жестко закрепленными на кольцеобразной направляющей с перекрытием друг друга.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малое А | |||
| Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| N.., «Машиностроение, 1972, с | |||
| Паровой котел с винтовым парообразователем | 1921 |
|
SU304A1 |
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
