Фиг.З
Изобретение относится к машиностроению, преимущественно к комплексам механической обработки с применением промышленных роботов для накатывания резьбы на деталях типа болт-винт.
Целью изобретения является повышение производительности комплекса.
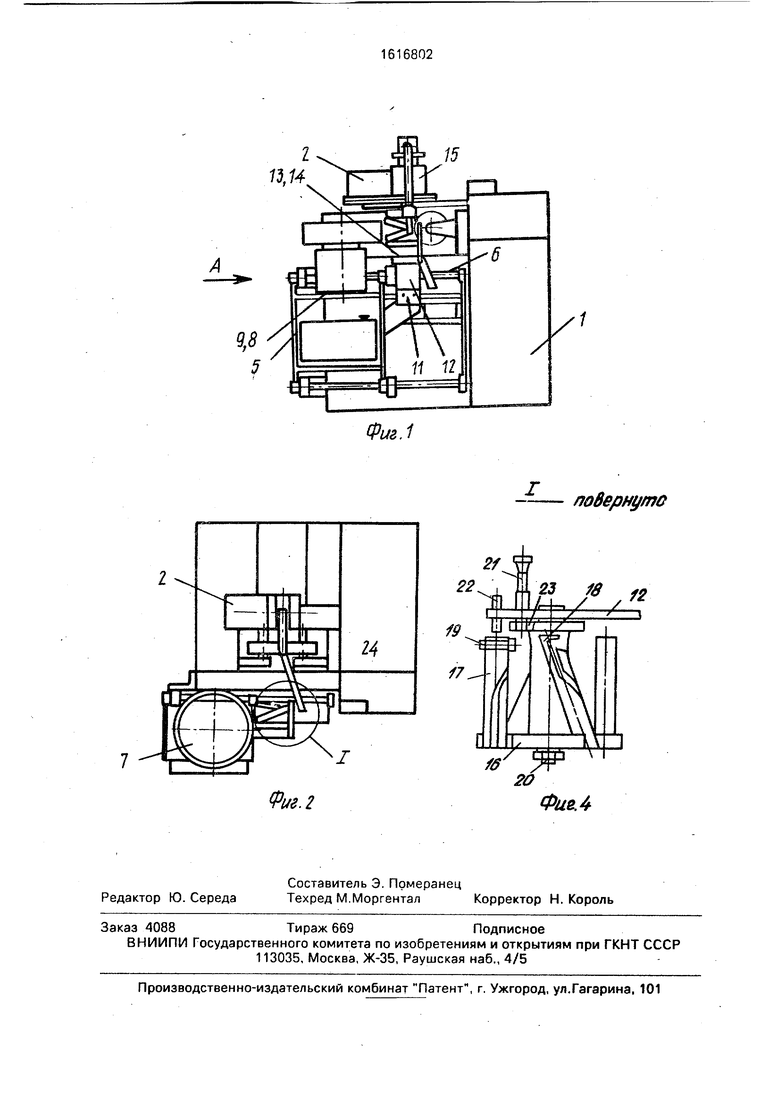
На фиг.1 схематично изображен робототехнологический комплекс, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - вид А на фиг.1; на фиг.4 - узел I на фиг,2, вид сверху на ориентирующее устройство.
Робототехнологический комплекс содержит станок 1 И промышленный робот 2, установленный на двух плитах 3 и 4 на станке 1, каркас 5 с направляющими 6, консольно закрепленный к станине станка 1. На каркасе 5 в свою очередь установлены накопитель 7, представляющий собой вибропривод с чашей, расположенной на двух плитах 8 и 9, установленных одна на другой для относительного перещения в горизонтальной плоскости, пульт управления роботом 10, блок 11 управления, кронштейн 12 с двумя плитами 13 и 14, установленными одна на другой и закрепленное на них устройство подачи заготовок 15 под схват робота,
Устройство подачи заготовок 15 под схват робота 10 выполнено в виде барабана, содержащего втулку и диск 16, к которому прикреплены наклонные отводящие лотки 17 со спиральными пазами и загрузочной позицией 18, при этом каждый лоток настроен на определенный типоразмер заготовок 19 и предназначен для их ориентации.
Втулка с диском 16 и лотками 17 установлены на горизонтальной оси 20, закрепленной на кронштейне 12, на котором размещены фиксатор 21 и датчик 22 конечного положения заготовки 19, а фиксирующая втулка 23 на поворотной части барабана. К станине станка 1 в зоне обра-- ботки прикреплен отводящий лоток 24.
Робототехнологический комплекс работает следующим образом.
Исходное положение - рука промышленного робота выдвинута вперед и опущена вниз. Захват робота разжат, В чашу 7 вибропривода внавал загружают заготовки 19. С помощью поворота барабана устанавливают необходимый для определенного типоразмера заготовок наклонный лоток 17
и фиксируют его фиксатором 21. Затем включают питание станка 1, робота 2, пульта управления роботом 10, блока 11 управления и вибропривода. Заготовка 19 из чаши 5 7 поступает на загрузочную позицию 18, контактирует с датчиком 22 конечного положения и вибропривод отключается. Захват робота 2 берет заготовку 19 с загрузочной позиции 18 и поднимается, вибропривод 0 включается и следующая заготовка поступает на загрузочную позицию 18 и вибропривод снова отключается. Затем рука робота 2 втягивается и опускается в зону обработки станка 1, захват разжимается, поднимаетсяу 5 и робот 2,останавливается при подходе подвижного накатного ролика. Происходит накатывание резьбы на заготовке 19.
После окончания работы станка 1 заготовка 19 остается в зоне обработки. Движе0 нием руки робота 2 вперед заготовка 19 сбрасывается упором, расположенным на одной из губок захвата, в отводящий лоток 24 и попадает а цеховую тару, после чего рука отходит назад и опускается, выходя из
5 зоны обработки. Автоматический цикл работы окончен.
Формула изобретения 1. Робототехнологический комплекс, содержащий станок, установленные на его
0 корпусе накопитель заготовок с выходным лотком, устройство подачи заготовок под- схват робота и промышленный робот для подачи заготовок в зону обработки станка, от личающийся тем, что, с целью
5 повышения производительности, накопитель, устройство подачи заготовок и промышленный робот установлены соответственно с возможностью перемещения в горизонтальной плог-кости во взаимно
0 перпендикулярных направлениях, при этом устройство подачи заготовок установлено с возможностью взаимодействия с выходным лотком накопителя и выполнено в виде поворотного барабана, на диске которого за5 креплены наклонные отводящие лотки со спиральными пазами, каждый из которых предназначен для подачи деталей соответствующего размера.
2. Комплекс поп.1,отличающий0 с я тем, что устройство подачи заготовок снабжено датчиком наличия заготовки в месте ее выдачи под схват робота.
15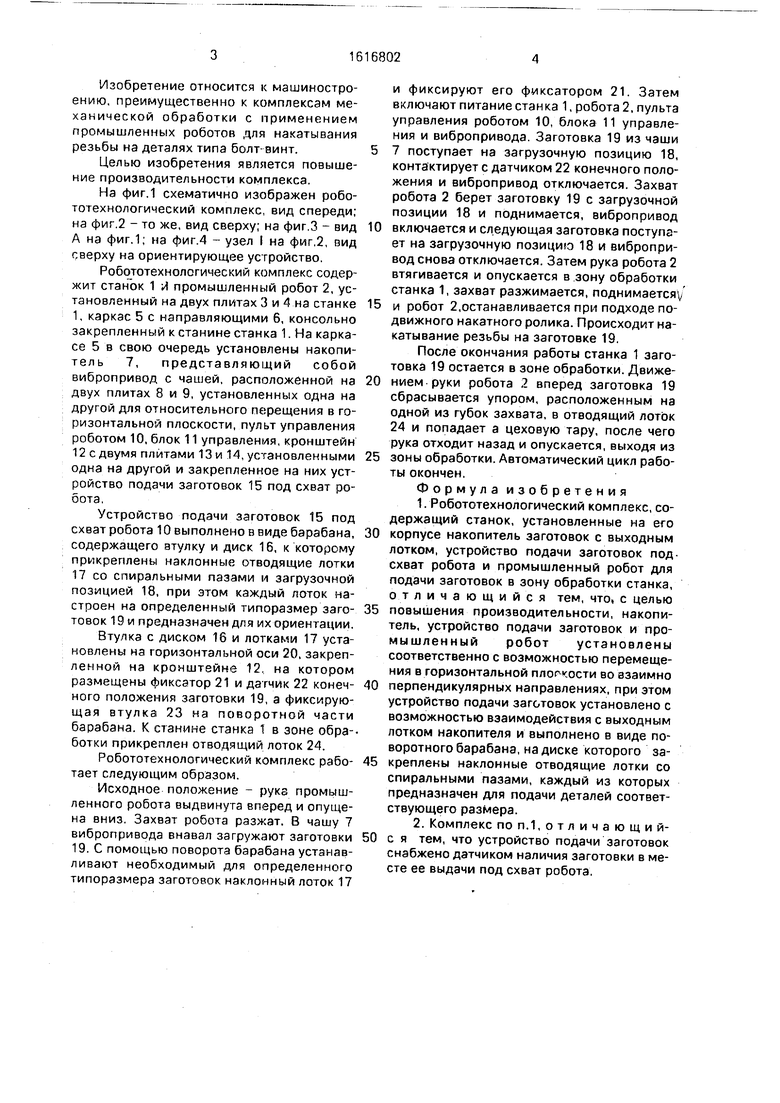
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1986 |
|
SU1346394A2 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Робототехнологический комплекс | 1985 |
|
SU1271742A1 |
| Робототехнологический комплекс | 1985 |
|
SU1289677A1 |
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ВЫДАЧИ ЗАГОТОВОК | 1990 |
|
RU2023572C1 |
| Роботизированный технологический комплекс | 1986 |
|
SU1442296A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| Автоматизированная линия изготовления крутоизогнутых отводов | 1989 |
|
SU1708475A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
Изобретение относится к машиностроению, преимущественно к комплексам механической обработки с применением промышленных роботов для накатывания резьбы на деталях типа болт-винт. Цель изобретения - повышение производительности комплекса. Робототехнологический комплекс содержит станок 1, промышленный робот 2, накопитель 7 и устройство подачи заготовок 15 под схват робота, которые соответственно установлены с возможностью перемещения в горизонтальной плоскости во взаимно перпендикулярных направлениях. Устройство подачи заготовок 15 выполнено в виде поворотного барабана, на диске которого закреплены наклонные отводящие лотки со спиральными пазами, каждый из которых предназначен для подачи деталей соответствующего размера. Заготовки загружаются в накопитель 7. Из накопителя они поступают в устройство подачи заготовок 15, откуда промышленным роботом направляются в зону обработки станка. При переходе на новый тип детали барабан с лотками поворачивают вокруг горизонтальной оси и фиксируют. При этом заготовки из накопителя попадают в соответствующий отводящий лоток. 1 з.п.ф-лы, 4 ил.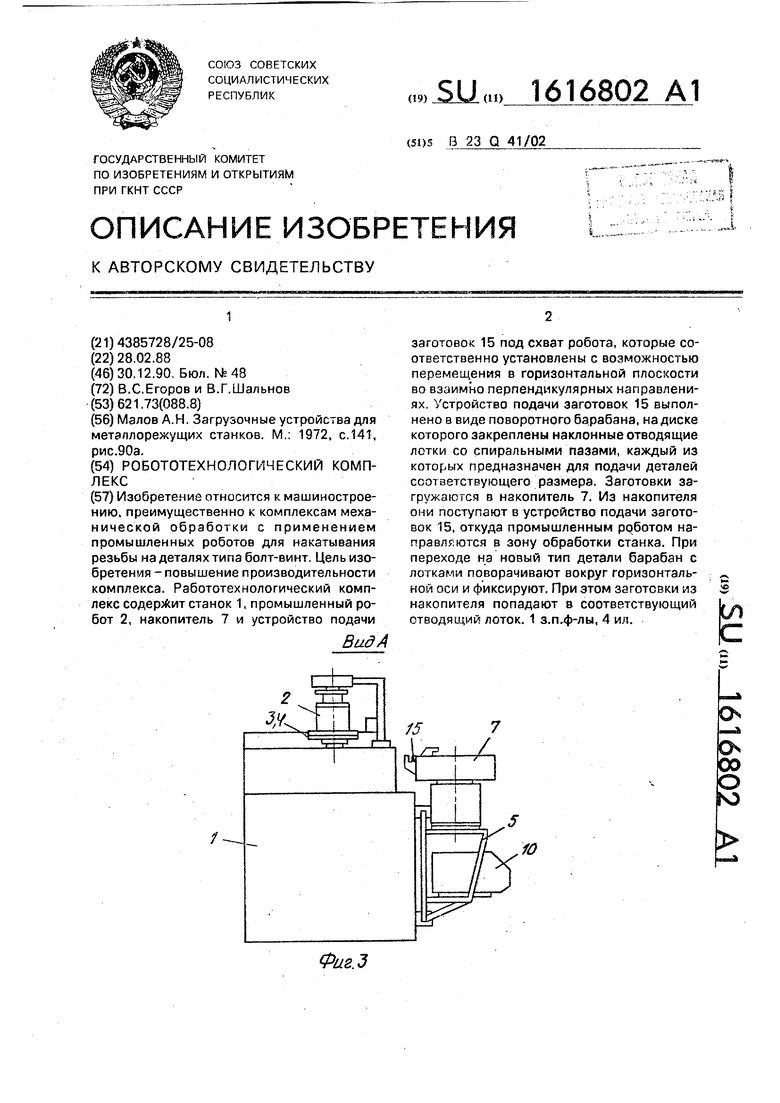
I
Фиг. 2
Фиг.1
Г
fjoBeflHymo
2f 22 ,
19 Ж
/fLy X
л X
0//б.4
| Малое А.Н | |||
| Загрузочные устройства для металлорежущих станков | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
