Изобретение относится к переработ ке полимерных материалов и может быт использовано для изготовления из них методом литья под давлением армированных изделий с резьбой. Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является литьевая форма для изготовления армированных полимерных изделий .с резьбой, содержащая состав ные из подвижных и неподвижных частей матрицы, основание, подвижную, опорную и литниковую плиты, резьбовые знаки с приводом, включающим ве.дущие и; ведомые шестерни, механизм подачи арматуры С1 3-. Однако в известной форме количест во гнезд ограничено вследствие нормального к плоскости разъема расположения резьбовых знаков. Кроме того составные матрицы при смыкании формы запираются клином, износ которого приводит к браку изделий, снижая тем самым надежность работы формы. Цель изобретения - увеличение про изводительности формы и повышение на дежности ее работы. Поставленная цель достигается тем что литьевая форма для изготовления армированных Тюлимерных изделий с резьбой, содержащая составные из подвижных и неподвижных частей матрицы, основание, подвижную, опорную и литниковую плиты, резьбовые знаки приводом, включающим ведущие и ведомые шестерни, механизм подачи арматуры, снабжена приводом для поворота подвижных частей составных матриц и резьбовых знаков, которые установлены с возможностью совместного поворота относительно ведущей шестерни привод резьбовых знаков, при этом подвижные части составных матриц размещены на опорной плите, а продольные оси резь бовых знаков расположены в плоскости разъема форм. Кроме того/ привод для поворота подвижных частей составных матриц и резьбовых знаков вь1полнен в виде тяги, связанной с подвижной пли той, которая размещена в основании. Такое конструктивное решение за счет размещения резьбовых знаков в плоскости разъема формы позволило вы полнить два ряда оформляющих тнезд, при этом возможна установка механизмов подачи арматуры на неподвижной части формы с двух сторон, выполнение подвижных частей составны5 матриц поворотными исключает необходимость использования запорных клиньев прдверженных износу и снижающих тем са:мым надежность работы формы. На фиг, 1 показана литьевая форма . с частичным продольным разрезом; на фиг. 2 - то же, вид по разъему формы на фиг. 3 - подвижные элементы формы в момент свинчивания изделий; на фиг. 4 - схема размещения механизмов подачи арматуры на литьевой форме, . Литьевая форма содержит .питниковую плиту 1, подпружиненную литниковую втулку 2, размещенную в плите 3, промежуточную плиту 4 с неподвижными частями 5 составных матриц, механизмы 6 подачи арматуры, закрепленные на промежуточной плите 4 с двух сторон, опорную плиту 7 с размещенными на ней подвижными частями 8 составных матриц, жестко связанными с корпусом привода 9 резьбовых знаков 10, продольная ось которых расположена в плоскости разъема формы. Подвижные части 8 составных матриц и резьбовые знаки 10 установлены с возможностью совместного поворота относительно ведущих шестерен 11,который обеспечен за счет возможного поворота корпуса 9. Помимо ведущих шестеpSH 11 привод включает ведомые шестерни 12, связанные с резьбовыми знаками 10. В основании 13 размещена подпружиненная относительно опорной плиты 7 подвижная плита 14, которая шарнирно связана с приводом для поворота подвижных частей В составных матриц и резьбовых дисков 10, выполненным в виде тяги 15. Другой конец тяги 15 шарнирно скреплен с корпусом 9. Контртолкатель 16- подвижной плиты -14 установлен в промежуточной плите 4. Литьевая форма работает следующим образом. После впрыска полимерного материала й технологической выдержки производится разъем формы по плоскостей 1-1, в ходе которого подвижная плита 14 наталкивается на упор термопластавтомата и останавливается, в то время как основание 13 с опорной плитой 7 продолжает перемещаться, вследствие чего посредством тяги 15 осугДествляется поворот корпуса 9 и соответственно подвижных частей 8 составных матриц .и резьбовых знаков 10 относительно ведущей шестерни 11. Далее производится свинчивание резьбовых знаков с изделий 17, При смыкании формы подвижная плита 14 и связанный с ней через тягу 15 корпус 9 с резьбовыми знаками 10 и подвижными частями 8 составных матриц пружиной и дополнительным контртолкателем 16 возвращаются в исходное положение. Использование данного изобретения позволит увеличить производительность Формы путем .увеличения ее гнездности, улучшить условияобслуживания за счет двухстороннего размещения механизмов подачи арматуры и повысить надежность работы оборудования.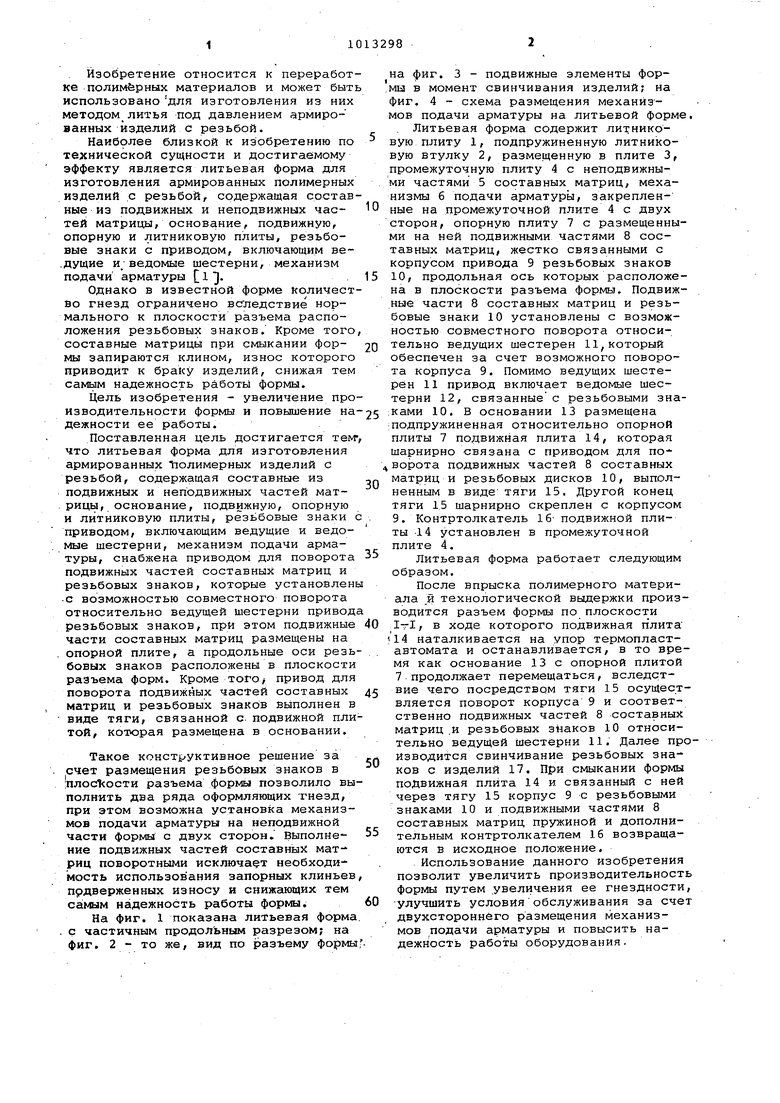
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления резьбовых изделий | 1984 |
|
SU1127777A2 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма | 1975 |
|
SU540747A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для изготовления полимерных изделий с проволочной арматурой | 1977 |
|
SU713688A1 |
| ПРЕССФОРМА ДЛЯ ЛИТЬЕВОГО ФОРМОВАНИЯ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ РЕЗЬБОЙ | 1967 |
|
SU204541A1 |
| Пресс-форма для литьевого формо-ВАНия плАСТМАССОВыХ издЕлий C ВНуТ-РЕННЕй РЕзьбОй | 1979 |
|
SU802053A2 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |


1. ЛИТЬЕВАЯ ФОРМА ДЛЯ ЙЭГО.ТОВЛЕНИЯ АРМИРОВАЙНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С РЕЗЬБОЙ, содержащая составные из ПОДВИЖТ1ЫХ и неподвижных частей матрицы, основание, подвижную опорную и литниковою плиты, резьбовые знаки с приводом, включ; К1({(им ведущие и ведомые шестерни, механизм подачи арматуры, отличаю-щаяся тем, что, с целью увеличения произво-. дительности формы и повышения надежности ее работы, она снабжена приводом для поворота Подвижных частей составных матриц и резьбовых янаков, которые установлены с возможностью совместного поворота относительно ведущей шестерни привода резьбовых зна- : ков, при этом подвижные части составных Матриц размещены на опорной пли-те, а продольные оси р.езьбовых знаков расположены в плоскости разъема формы. « 2. Форма по п. 1, о т л и ч a ющаяся тем, что привод для поворота подвиж ных частей составных матриц и резьбовых знаков выполнен в g виде тяги, связанной с Подвижной п итой, которая размещена в основании. f/l СО ю со 00 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма для изготовления полимерных изделий с проволочной арматурой | 1977 |
|
SU713688A1 |
| Солесос | 1922 |
|
SU29A1 |
