1
Изобретение относится к области переработки пластмасс в изделия.
Известна литьевая форма для изготовления изделий из полимерных материалов, содержаш;ая неподвижную литниковую плиту и подвижную плиту матриц 1.
В этой форме впускные литники оставляют заметный след на изделии, что его качество, кроме того, в этой форме увеличивается расход полимерного материала на литники, удаляемые вместе с изделием.
Известна также литьевая форма для безлитникового литья изделий из термопластов, содержащая неподвижную плиту с литниковой втулкой, подвижную плиту матриц и обогреваемый блок с литниковыми каналами и соплами для внрьгска материала в формующую полость матриц . В такой форме сопла для впрыска материала расположены перпендикулярно плоскости разъема формы, что не позволяет отливать изделия, на которых не допускается наличие следов микролитников на торцевых поверхностях, и крупногабаритные изделия, при изготовлении которых необходимо обеспечить впрыск материала в нескольких точках.
Цель предлагаемого изобретения - повышение качества крунпогабаритных изделий за счет обесьечеиик возможности подачи материала с боковой поверхности изделия и сближения впускных отверстий.
Для этого в предлагаемой форме обогреваемый блок расположен в леподвижной плите и плите матриц, и тем, что сопла выполнены в виде пластин или полуколец с впускными отверстиями на боковой поверхности.
На фиг. 1 представлена литьевая форма с обогреваемым блоком (сопла выполнены в
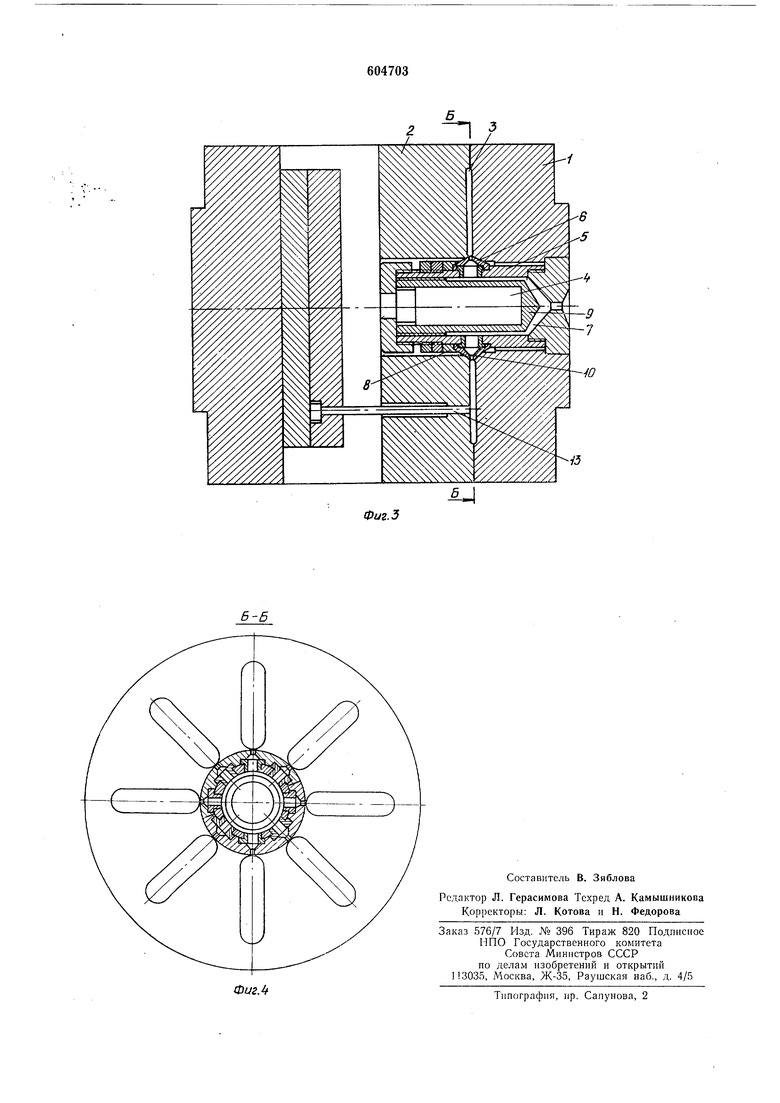
виде пластин), продольное сечение; на фиг. 2- сечение по А-А фиг. ; на фиг. 3-литьевая форма с обогреваемым блоком (сопла выполнены в виде полуколец), продольное сечение; на фиг. 4-сечение по Б-Б фиг. 3.
Литьевая форма содержит неподвижную плиту 1 с литниковой втулкой, подвижную плиту 2 матриц с формующими полостями 3, обогреваемую электронагревателями 4 плиту 5, закрепленную в неподвижной плите. В обогреваемой плите установлены сопла 6 для впрыска материала в формующие полости и в 1полне11Ы литниковые каналы 7.
Согласно варианту, показанному на фиг. 3, обогреваемая плита 5 имеет цилиндрическую
форму, а сопла 6 выполнены в виде полуколец, закрепленных на плите 5 крепежным устройством 8. Электронагреватель 4 помещен в торпеду 9, обтекаемую термопластом по литниковым каналам 7, соединенным с формующимИ полостями 3 через впускные каиалы 10, выполненные в соплах 6.
На опорной нлите 11 размещены плиты 12 с выталкивателями 13 изделий.
Работаем .литьевая форма следующим образом
Пбеле мь кания подвижной и неподвижной плит 2 и 1 расплавленный термопласт .впрыскивается в обогреваемую плиту 5 и по его каналам 7 и 10 сопел 6 материал попадает в формующие полости 3 в области их боковых стенок. После отверждения полимера в формующих полостях 3 подвижная плита 2 с отлитыми изделиями отходит от неподвижиой плиты 1, и выталкиватели 13 выталкивают изделия из формы. После чего цикл повторяется. В каналах 7 термопласт остается в расплавленном состоянии благодаря электронагревателям 4.
Технико-экономическаяэффективность
предлагаемой конструкции литьевой формы. Конструкция формы обеспечивает безлитниковый боковой впрыск термопласта в одной илИ нескольких формующих полостях или в нескольких точках их боковой паверх1ности. Для ряда изделий, которые нельзя получить путем безлитниковой заливки в их торцевые поверхности (требования к внешнему виду, плохое заполнение формующих полостей, большое коробление и пониженная прочность отливаемых изделий), она исключает необходимость изготовления формы с отверждаемыми литниками, выталкиваемыми из формы вместе с изделиями. Это позволяет избежать затрат на механическую обрезку литников, их сепарирования и вторичной переработки литниковой системы, уменьшает расход сырья, сокращает цикл работы формы из-за лучшего заполнения формующих полостей и исключения времени отверждения литниковой системы.
Безлитниковый боковой впрыск благодаря улучшению распределения расплава и ориентации макромолекул в формующих полостях повышает качество изделия, уменьшает их коробление, увеличивает плочность.
Наличие микролитников на боковых, а не на торцевых поверхностях изделий улучшает их внешний вид.
Формы с соплами в виде пластин или полуколец более компактны, их гнездность во многих случаях можно значительно увеличить.
Формула изобретения
1.Литьевая форма для безлитникового литья изделий из термопластов, содержащая неподвижную плиту с литниковой втулкой, подвижную пл.иту матриц и обогреваемый блок с литниковыми каналами и соплами для впрыска материала в формующую полость матриц, отличающаяся тем, что, с целью повышения качества крупногабаритных изделий за счет обеспечения возможности подачи материала с боковой поверхности изделия и сближения впускных отверстий, обогреваемый блок расположен в неподвижной плите и плите матриц.
2.Литьевая форма по п. 1, отличающаяся тем, что сонла выполнены в виде пластин или полуколец с впускными отверстиями на боковой поверхности.
Источники информации, принятые во внимание при экспертизе
1.Технологическая оснастка для холодной штамповки, прессования пластмасс и литья под давлением. Под ред. В. Д. Корсакова, ч. 2, 1967, с. 138.
2.Манихин Ю. П. Многогнездные автоматизированные литьевые формы для изделий из термопластов, 1970, с. 20-21.

| название | год | авторы | номер документа |
|---|---|---|---|
| Горячеканальная литьевая форма для изделий из термопластов | 1986 |
|
SU1395520A1 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2014 |
|
RU2596748C2 |
| Узел впрыска литьевой машины для термопластов | 1973 |
|
SU489651A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007296C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1973 |
|
SU405729A1 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| ГОРЯЧЕКАНАЛЬНЫЙ БЛОК МНОГОГНЕЗДНОЙ ЛИТЬЕВОЙ ФОРМЫ ДЛЯ ТЕРМОПЛАСТОВ | 1984 |
|
RU2032543C1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Сопло литьевой машины для пластмасс | 1978 |
|
SU729080A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |