Известны устройства для зачистки заусенцев с резиновых изделий, состоящие из подающего конвейера, двух ножей, совершающих от кривошипного механизма возвратно-поступательные движения, и амортизирующих пружин для ножевых механизмов.
Особенностью описываемого устройства является то, что, с ц«лью увеличения производительности, в нем применены соосноразмещенные к горизонтальной плоскости резцовая головка и подпружиненная оправка для подачи из магазина изделий, кинематически связанная посредством коромысла с ползуном, конец которого шарнирно соединен с щатуном .привода.
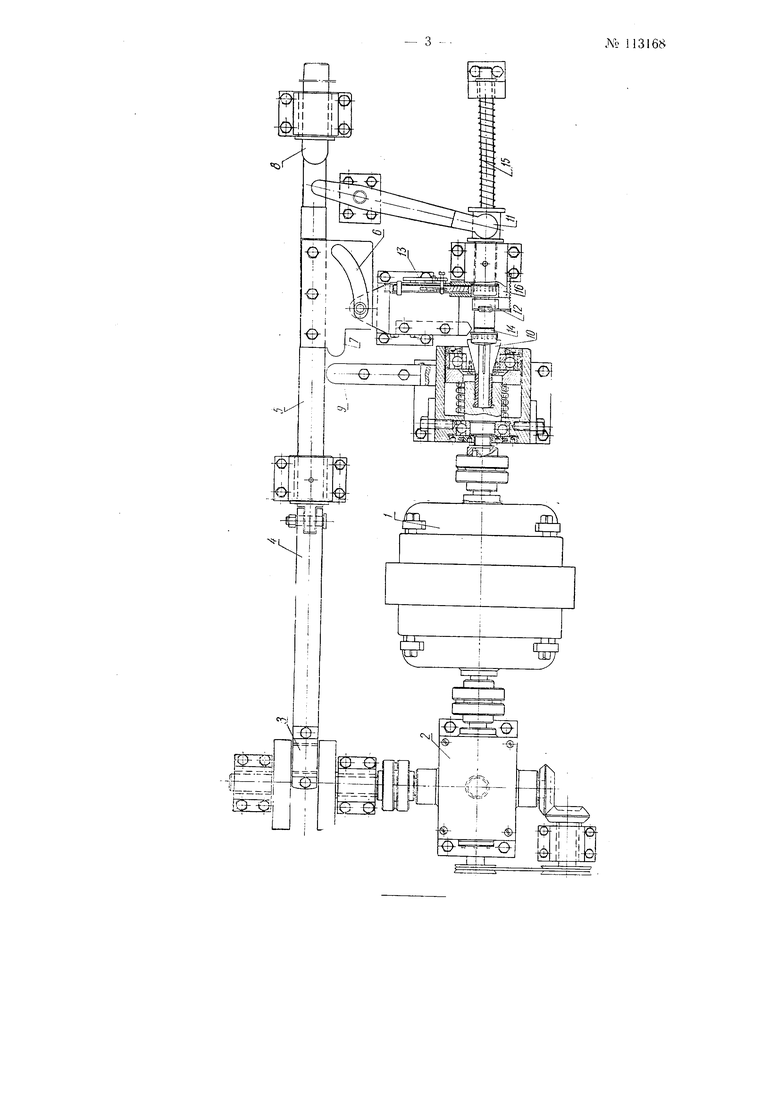
На чертеже изображен полуавтомат, который состоит из ряда механизмов, взаимодействующих между собой.
Источником движения полуавтомата является электродвигатель 1 мощностью 0,5 кет с 1500 об/мин. Движение от двигателя передается с одной стороны непосредственно на зажимную головку, с другой стороны - через червячный редуктор 2 (I : 30) на все остальные механизмы полуавтомата через кривошипный механизм 3, обеспечивающий благодаря шатуну 4 возвратно-поступательное движение ползуну 5, на котором смонтированы колир 6 суппорта и кулачки 7 и 8.
Вращение кривошипа пов.1ечет за собой движение ползуна 5 влево. На ползуне произойдет последовательное отключение и вывод из работы механизмов и инструментов. Прежде всего по копиру 6 резец отведут от обрабатываемой детали. Затем кулачок 7 воздействует на рычаг 9, освобождает цангу 10 и крышка остается свободной на оправке.
В конце движения ползуна влево кулачок 8 воздействует на рычаг // и выводит оправку вправо. При этом крышка, -сидящая свободно на конце оправки, сталкивается дверкой 12. Сама оправка выходит по другую сторону загрузочной камеры; в этот момент анкерный механизм 13, связанный с подвижной и неподвижной частями суппорта посылает в каЛУ 113168
меру новую крышку. При обратном движении ползуна, уже вправо, первым высвобождается рычаг )/ и оправка 14 под воздействием нружины 15 насаживает на себя в камере 16 крышку и посылает ее в разжатую цангу 10.
Затем ку.лачок 7 освобождает рычаг 9 и к|)ышка, оправкой, зажимается цангой 10. Коггир 6 подводит резец н крышка зачищается.
Цикл ло.тной обработки (ииюй крышки завершается за один оборот кривошипного механизма. Производитс.лы1ость одного цол автомата за 8 час. - 24000 единиц.
П р е д м е т н з о б р с т е н и я
стройство для зачисгки за)сенцев у пластмассовы.х изделий, имеюш,их форму те.л вращения, магпж.мер, крышек под сосуды, с исиользованием нодающего стола, магазина с изделиями и приводного шатуннокривошипного механизма, о т .т и ч а ю щ е е с я тем, что, с целью повышения производительности, в нем применены соосноразмешенные в горизонтальной плоскости резцовая головка и для подачи к пей из магазир а поочередно изделий нсдпружинепная оправка пocpeдcтвo коромысла кинематически связанная с совершающим возвратно-ноступательные движения ползуном, конец которого шарнирно соединен с шатуном приводного механизма.
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок для обточки пластмассовых изделий, имеющих форму тел вращения | 1955 |
|
SU106049A1 |
| Автомат для изготовления изделий из проволоки | 1990 |
|
SU1719141A1 |
| Токарный станок-автомат | 1984 |
|
SU1199459A1 |
| Устройство для навивки пружин | 1981 |
|
SU1028408A1 |
| ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1971 |
|
SU294416A1 |
| Полуавтомат для ввинчивания винтов в обод баланса часового механизма | 1951 |
|
SU97315A1 |
| Манипулятор | 1985 |
|
SU1331638A1 |
| Полуавтомат для изготовления сборных изделий запрессовкой | 1989 |
|
SU1653883A1 |
| Полуавтомат для сборки, склейки и пайки монтажных проводов со звуковой катушкой в динамических головках | 1988 |
|
SU1663669A1 |
| Устройство для смены инструмента | 1986 |
|
SU1414549A1 |