Изобретение относится к электротехнике и может быть использовано в радиотехнической и электротехнической отраслях промышленности.
Целью изобретения является автоматизация процесса монтажа проводов на звуковые катушки.
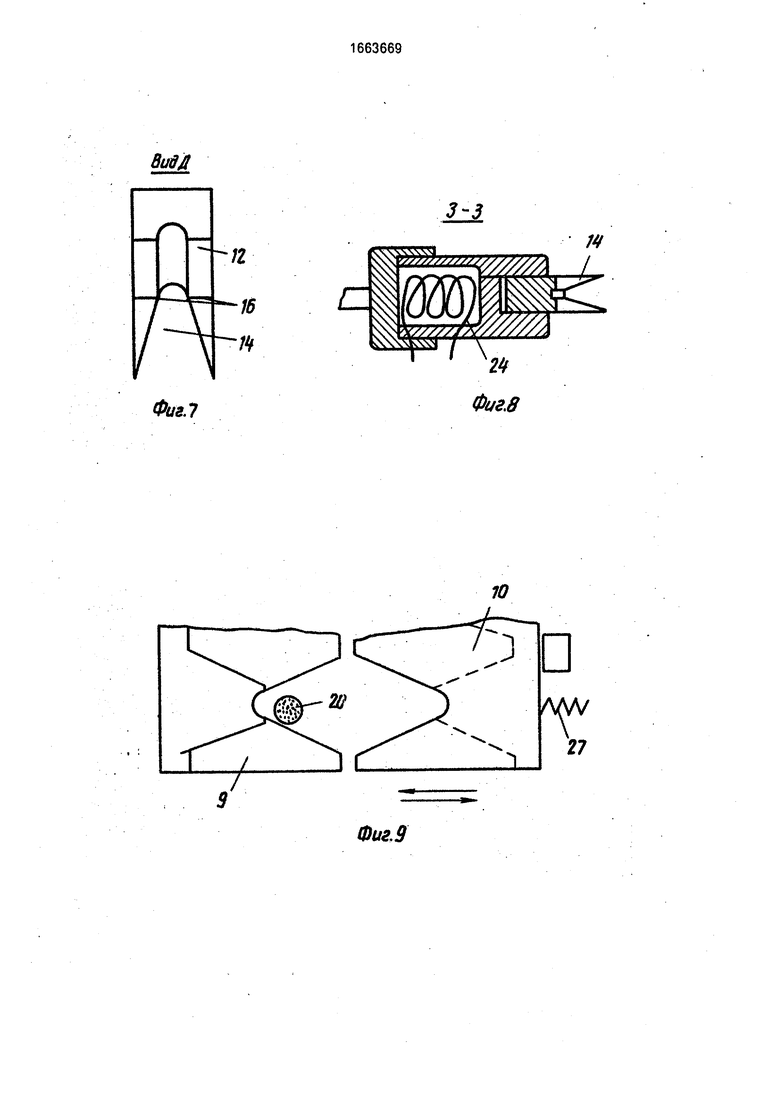
На фиг.1 показан предлагаемый полуавтомат, план; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З вид по стрелке Б на фиг.2; на фиг.4- вид по стрелке В на фиг, 1; нафиг.5 вид по стрелке Г на фиг,4; на фиг.б - разрез Е-Е на фиг.З; на фиг.7 - вид по стрелке Д на фиг.2; на фиг,8 - разрез 3-3 на фиг.2; на фиг.9 - захват; на фиг. 10 - кинематическая
схема провода захвата; на фиг.11 - готовое изделие, общий вид; на фиг. 12 - вид по стрелке И на фиг,11; на фиг. 13 - механизм обрезки концов микропровода катушки; на фиг.14 - микропровод в процессе припайки к монтажному проводу.
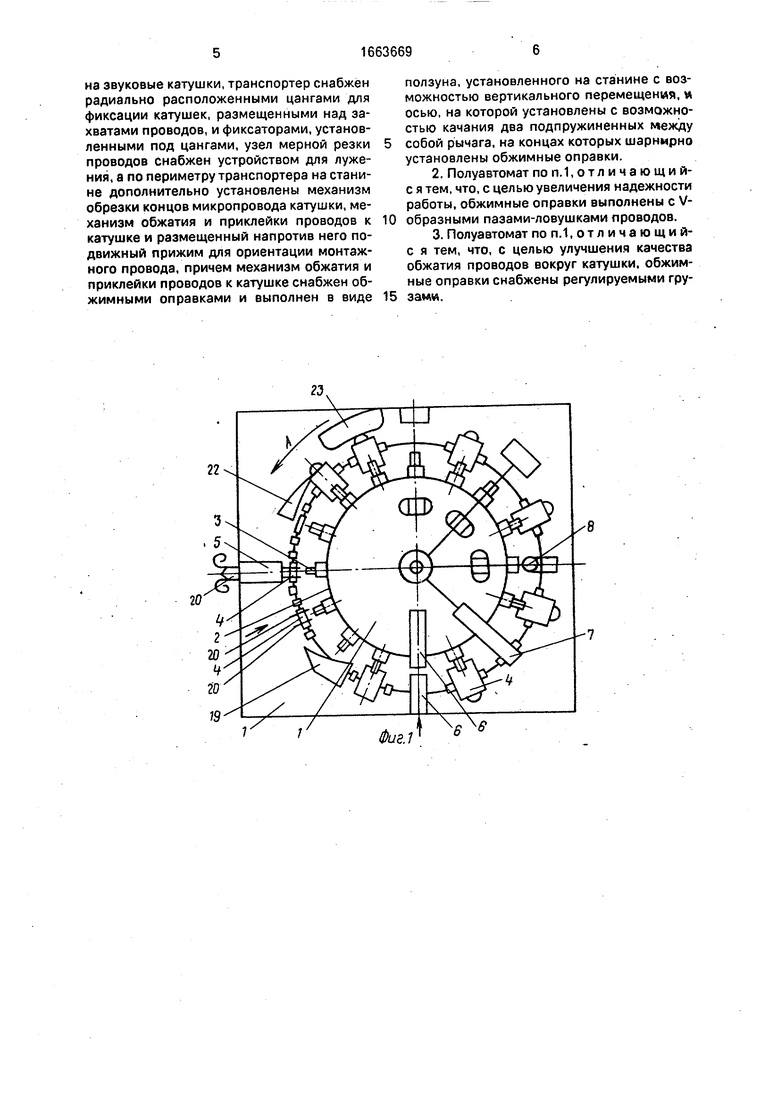
Полуавтомат содержит станину 1, установленный на ней с возможностью периодического вращения замкнутый транспортер 2 с радиально расположенными на нем цангами 3, захватами 4, установленные на станине 1 по периметру транспортера 2 и по ходу его вращения автоматическое устройство 5 для лужения концов проводов и мерной их резки, механизм
Os Os
со
Os СЬ О
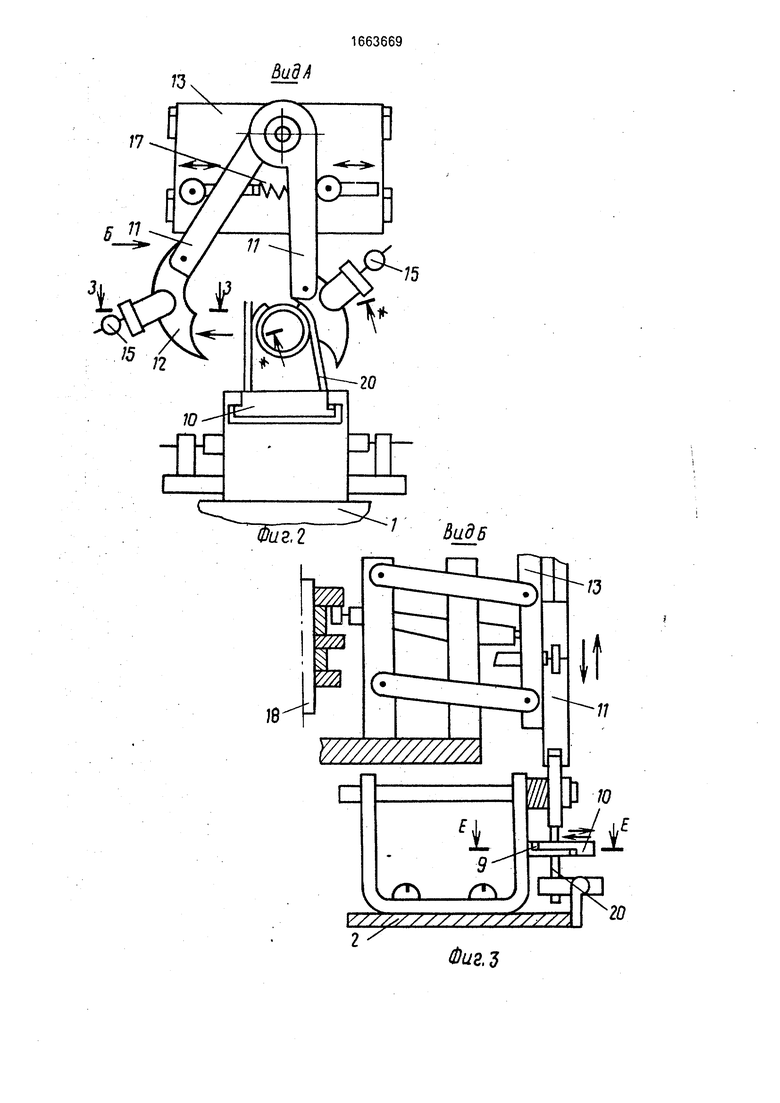
6обжатия и приклейки проводов к катушке, механизм 7 обрезки концов микропровода на катушке, паяльник 8 для припайки проводов, полуавтомат снабжен фиксаторами 9, которые установлены на транспортере 2 под цангами 3, прижимом 10, расположенным на станине 1, Механизм 6 обжатия и приклейки проводов содержит два рычага 11с обжимными оправками 12, установленными шарнирно на концах рычагов, рычаги 11 установлены с возможностью поворота на оси О, закрепленной на ползуне 13, который расположен на станине с возможностью вертикального возвратно-поступательного перемещения. Две обжимные оправки 12 выполнены в V-образным пазом 14 ловушки проводов, снабжены регулируемыми грузами 15 и имеют выступ 16, пружину 17, служащую для распружинивания рычагов 11.
Полуавтомат также содержит блок кулачков 18 для управления работой механизмов, расположенных по периметру транспортера 2, кулачок 19 для поворота захватов 4 с проводами 20 в зону приклейки проводов на катушку 21, кулачок 22 для поворота захвата 4 для приема проводов 20 из автоматического устройства 5 и кулачок 23, служащий для освобождения проводов 20 из захватов 4, нагревательный элемент 24 служит для нагрева обжимной оправки 12.
Прижим 10 кинематически связан с блоком кулачков 18 через шток 25 и рычаг 26 и снабжен возвратной пружиной 27.
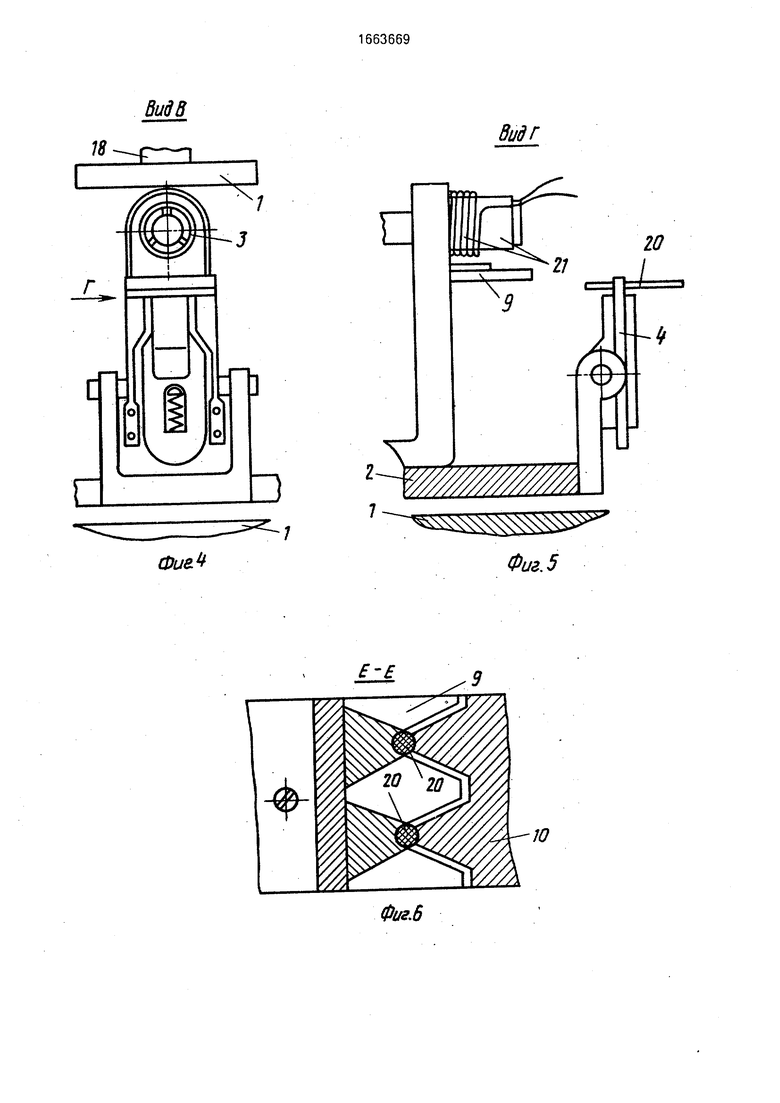
Катушка 21с микропроводом 28 поступает на сборку с предварительно ориентированными и подклеенными концами провода на катушке , а на позиции механизма
7обрезки концы микропровода зажимаются между двумя обрезиненными прижимами верхним 29 неподвижным и нижним 30 подвижным, а затем обрезается ножом 31. Прижимы 29 и 30, нож 31 установлены на станине 1 и управляются кулачками блока 18,
Полуавтомат работает по циклограмме. Перед началом работы включаются нагревательные элементы автоматического устрой- стаа 5, паяльника 8 и элементы 24 обжимных оправок, по достижении ими нужной температуры концы монтажного провода специальной иглой протягиваются через автоматическое устройство 5 в захваты 4, после чего включается главный привод (не показан), Работа осуществляется всеми механизмами одновременно при помощи кулачков блока 18 во взаимодействии с пружинами и системой рычагов, а также при помощи блока кулачков и муфты управления, расположенных на распределительном валу привода (не показано), после выполнения всех операций механизмами, расположенными на станине, производится поворот транспортера 2 на один шаг, затем цикл повторяется.
Провода 20, закрепленные в захвате 4,
по мере перемещения транспортера 2 посредством кулачка 19 перемещаются к месту приклейки на катушку 21, надетую на цангу 3. На позиции механизма 6 обжатия и
0 приклейки проводов к катушке провода 20 прижимом 10фиксируются в V-образных пазах фиксатора 9, затем опускается ползун 13, после этого ролики, расположенные на ползуне 13, сдвигают рычаги 11, поворачи5 вая их вокруг оси О и сокращая пружину 17, а оправки 12 V-образными пазами 14 улавливают провод 20 и, начиная от выступа 16, огибают его вокруг катушки 21, расположенной на цанге 3. При этом провод нагревает0 ся и передает тепло катушке 21, расплавляя лак, ранее нанесенный на катушку, приклеивается к ней, после чего ползун 13 поднимается, а рычаги 11 пружиной 17 разжимаются в стороны. На позиции меха5 низма 7 обрезки концов микропровода конец микропровода 28 зажимается между прижимами 29 и 30 и обрезается ножом 31. На следующей позиции транспортера (фиг.14) с помощью паяльника 8 микропро0 вод 28 прижимается к монтажному проводу 20.
Далее производится обработка механизмами 7, паяльником 8 и т.д. На месте расположения кулачка 23 производится
5 съем готового изделия и загрузка очередной катушки 21, кулачок 22 поворачивает захват 4 в вертикальное положение для приема очередных проводов 20,
Цикл сборки, склейки и пайки монтаж0 ных проводов со звуковой катушкой в динамических головках замыкается. При этом обеспечивается выполнение чертежных размеров как в сборке, так и заготовке проводов в едином технологическом цикле без
5 дополнительных операций подгонки в размер и без применения других ручных операций.
Формула изобретения
1. Полуавтомат для сборки, склейки и
0 пайки монтажных проводов со звуковой катушкой в динамических головках, содержащий расположенные на станине круговой транспортер с захватами проводов, узел мерной резки проводов и установки их в
5 захваты, паяльник для припойки монтажных проводов, систему кулачков, расположенных на станине по периметру транспортера для управления положением захватов, и привод, отличающийся тем, что, с целью автоматизации процесса монтажа проводов
на звуковые катушки, транспортер снабжен радиально расположенными цангами для фиксации катушек, размещенными над захватами проводов, и фиксаторами, установленными под цангами, узел мерной резки проводов снабжен устройством для лужения, а по периметру транспортера на станине дополнительно установлены механизм обрезки концов микропровода катушки, механизм обжатия и приклейки проводов к катушке и размещенный напротив него подвижный прижим для ориентации монтажного провода, причем механизм обжатия и приклейки проводов к катушке снабжен обжимными оправками и выполнен в виде
0
ползуна, установленного на станине с возможностью вертикального перемещения, и осью, на которой установлены с возможностью качания два подпружиненных между собой рычага, на концах которых шарннрно установлены обжимные оправки.
2.Полуавтомат по п.1, отличаю щи й- с я тем, что, с целью увеличения надежности работы, обжимные оправки выполнены с V- образными пазами-ловушками проводов.
3.Полуавтомат по п.1, о т л и ч а ю щ и й- с я тем, что, с целью улучшения качества обжатия проводов вокруг катушки, обжимные оправки снабжены регулируемыми грузами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое сборное устройство для сборки и пайки монтажных проводов с лепестками на плате | 1988 |
|
SU1575257A1 |
| Автомат для заготовки монтажных проводов | 1979 |
|
SU1008831A1 |
| ПОЛУАВТОМАТ ДЛЯ СКЛЕЙКИ ПОДВИЖНОЙ СИСТЕМЫ ДИНАМИЧЕСКИХ ГРОМКОГОВОРИТЕЛЕЙ | 1969 |
|
SU242444A1 |
| Автомат для изготовления электрических катушек | 1973 |
|
SU474859A1 |
| Устройство для сборки диффузора динамического громкоговорителя с каркасом звуковой катушки | 1970 |
|
SU379221A1 |
| Цепевязальный автомат с кантователем вертикального исполнения | 1986 |
|
SU1383571A1 |
| Устройство для изготовления и припайки выводов к секциям конденсаторов | 1980 |
|
SU943880A1 |
| Устройство для сборки элементов радиосхем | 1986 |
|
SU1378098A1 |
| Многопозиционная машина для бесшвейного скрепления книжных блоков | 1989 |
|
SU1671474A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СБОРКИ МИКРОМОДУЛЕЙ | 1966 |
|
SU187853A1 |


Изобретение относится к электротехнике. Целью изобретения является автоматизация процесса монтажа проводов на звуковые катушки. Полуавтомат состоит из кругового транспортера 2, на котором размещены захваты 4 для проводов и цанги 3 для установки на них звуковых катушек. По периметру транспортера установлены автоматическое устройство 5 для лужения концов проводов и мерной их резки, механизм 6 обжатия и приклейки проводов к катушке, механизм 7 обрезки концов микропровода на катушке, паяльник 8 для припайки микропровода катушки к монтажному проводу 20 и система кулачков 19, 22 и 23, управляющих положением захватов 4. Олуженные и отрезанные монтажные провода 20 на позиции автоматического устройства 5 устанавливаются в захваты 4. Далее вместе с предварительно установленной на цангу 3 катушкой они поступают на позицию механизма 6, где провода 20 приклеиваются к катушке. Затем на позиции механизма 7 производится обрезка концов микропровода, а на позиции паяльника 8 микропровод припаивается к приклеенному ранее к катушке монтажному проводу 20 и на позиции кулачка 23 готовая катушка снимается с транспортера. Таким образом, весь монтаж проводов на звуковую катушку производится в автоматическом режиме. 2 з.п. ф-лы, 14 ил.
22
Фиг.1
6
Вид А
17
. , . Жг2Ди0Ј
т////////////,
EZ
/3
EL
Ы
Г
К
J
W|f
1-L
IF.
Лиг.З
ВидВ
IB
Г
U
1
Фие.4
Вид г
Фиг. 5
ЈЈ
Ю
Фиг.6
Фиг.7
3-3
Iff
У/////Л /
27
Фиг.9
СП СО «О
п ю
0
Ј
S
eg
d
1
I
29 /////////
IJ
„
CI.1
fltoa/j
25 27
ZTZTZJ
| Автоматическое сборное устройство для сборки и пайки монтажных проводов с лепестками на плате | 1988 |
|
SU1575257A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
