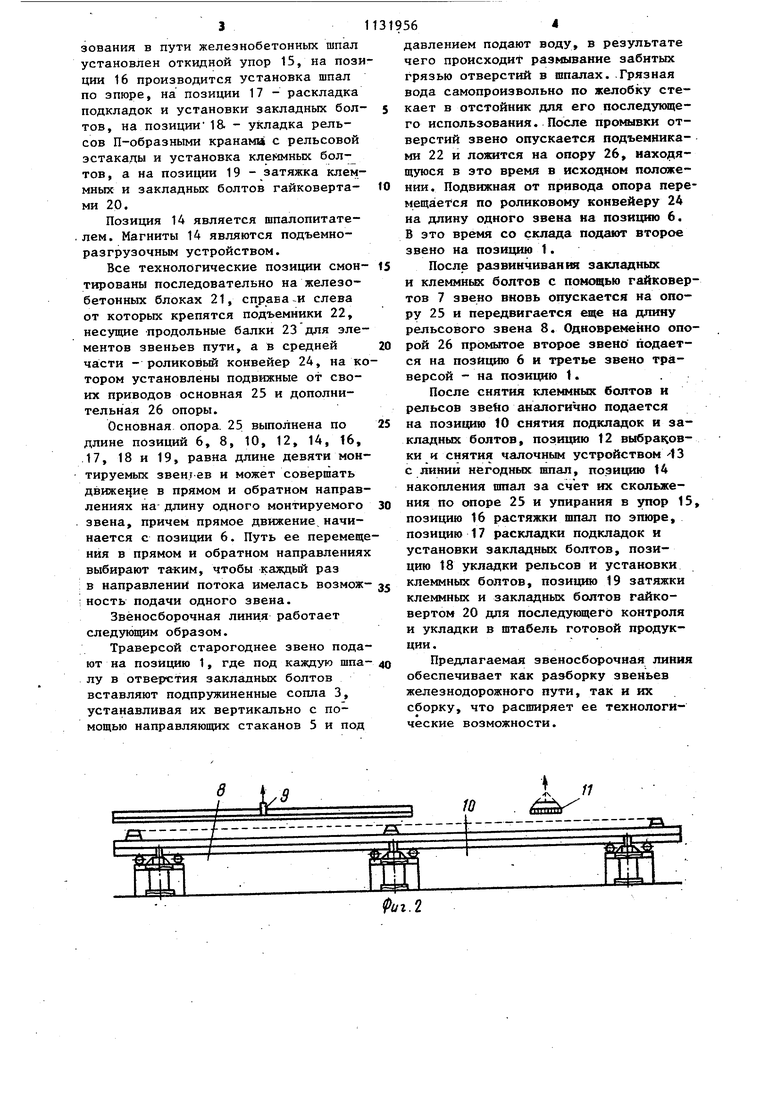
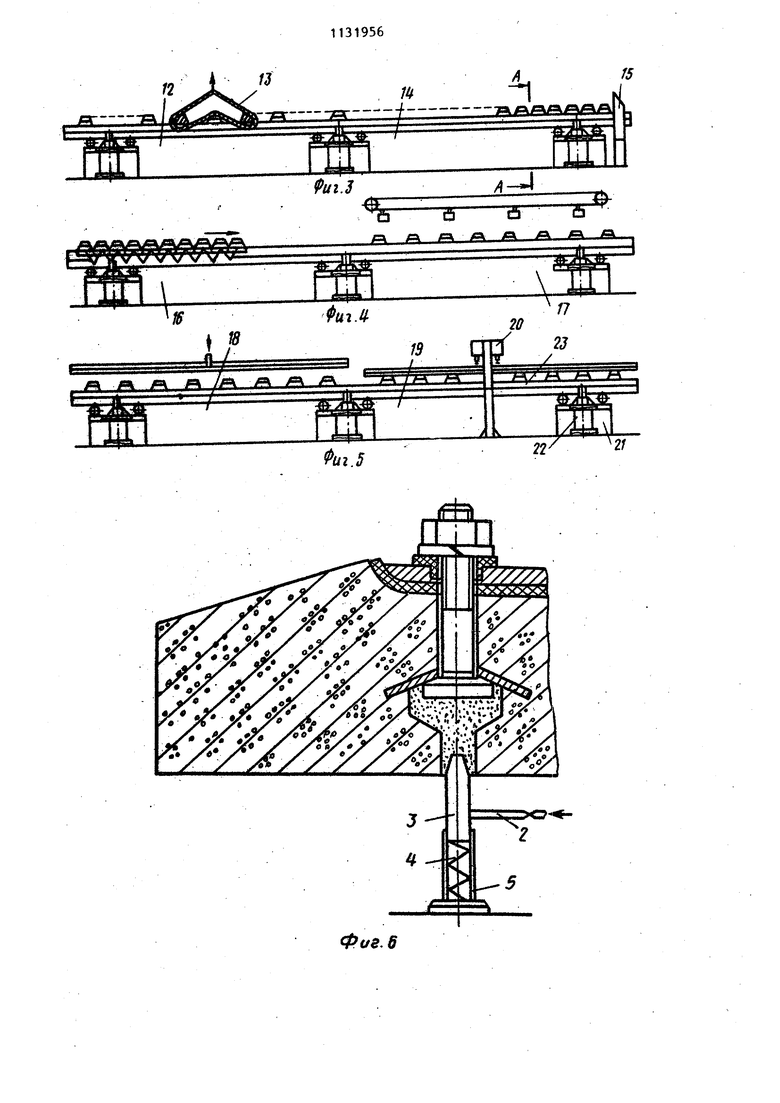
Изобретение относштся к устройствам для меэанизации работ по разборке и сборке звеньев железнодорожного пути с железобетонными шпалами. Известна-звеносборочная линия, содержащая роликовый конвейер, установленные на нем с возможностью возвратно-поступательного перемещения приводом опоры, подъемники, установленные с обеих сторон от роликового конвейера и несунр е балки для элемен тов, звеньев железнодорожного пути, и расположенные- последовательно над указанньвд конвейером шпалопитатель, позицию укладки подкладок на шпалы .и установки закладных болТов, позици укладки рельсов и установки клеммных болтов 1 . Недостатком этой линии является то, что она не обеспечивает разборку старогодных звеньев пути, элементы которых еще можно использовать и в которых (в шпалах) бывает необходкма.очистка отверстий для закладных . б олтоБ при разборке звеньев, а также сортировка при этом годных железобетонных шпал для последующего их использования при сборке звеньев пути. Это снижает функциональные возможности звеносборочной линии. Цель изобретения - расширение функциональных возможностей линии путем обеспечения разборки старогодных звеньев пути. Указанная цель достигается тем, что звеносборочная линия, содержащая роликовый конвейер, установленные на нем с возможностью возвратно-поступательного перемещения приводом опоры, подъемники, установленные с обеих сторон от роликового конвейера и несущие балки для элементов звеньев железнодорожного пути, и рас положённые последовательно над указанным конвейером щпалопитатель, позищно укладки подкладок на шпалы и установки закладных болтов, поэищяо укладки рельсов и установки клем мных болтов, снабжена расположенными последовательно над роликовым конвей ером перед шпалопитателем устройством для очистки отверстий с за.кладными болтами в ншалах, устройством для развинчивания клеммных и з.акладных болтов, магнитньм подъемно-разгрузочным устройством и устройством для сортировки шпал, причем устройст во для очистки отверстий в шпалах состоит из арматуры на гибких шлангах с подпружиненными соплами для подвода рабочей среды под давлением, установленными вертикально с помощью направляющих стаканов. На фиг. 1 изображена звеносборочная линия, позиции очистки отверстий С закладными болтами и развинчивания закладных и клеммных болтов; на фиг. 2 - то же, позиции снятия клеммных болтов и рельсов и снятия подкладок и закладных болтов; на фиг.З то же, позиции выбраковки шпал и накопления годных шпал; на фиг. 4 то же, позиции раскладки подкладок и установки закладных болтов и укладки рельсов с установкой клеммных болтов; на фиг. 5 - то же, позиции укладки рельсов и затяжки клеммных и закладных болтов; на фиг. 6 - устройство очистки отверстий с з.акладными болтами и шпала, разрез; на фиг. 7 - сопло устройства очистки отверстий с закладными болтами; на фиг. 8 - разрез А-А на фиг. 3. Звеносборочная линия содержит звеноразборочные и звеносборочные позиции с соответствующей технологической оснасткой, а именно позицию 1 очистки отверстий с закладными болтами в шпалах, на которую поступают старогодные звенья рельсошпальной решетки железнодорожного, пути. Устройство для очистки отверстий с закладными болтами позиции 1 состоит из арматуры на гибтких шлангах 2 с соплами 3, которые подпружинены пружинами 4 и установлены вертикально с помощью направ.г1якнцих стаканов. Пружина 4 установлена для самопроизводного продвижения сопла 3 внутрь отверстий по мере удаления из них грязи. Сопло 3 представляет собой трубчатый стержень с отверстиями ct для подачи рабочей среды. Линия содержит также позицию 6 развинчивания клеммных и закладных болтов, на которой установлены гайковерты 7, позицию 8 разборки клеммных болтов и снятия рельсов, на которой размещен кран 9 с траверсой для подъема рельсов. На позиции 10 снятия закладных болтов и подкладок линии смонтировайы стационарные магниты 11. Далее на позиции 12 выбраковки негодных шпал установлены чалочные устройства.13, на позиции 14 накопления в один ряд годных для исполь3зования в пути желеэнобетонных шпал установлен откидной упор 15, на поз ции 16 производится установка шпал по эпюре, на позиции 17 - раскладка подкладок и установки закладных бол тов, на позиции-ia - укладка рельсов П-образными кранами с рельсовой эстакады и установка клеимных болтов, а на позиции 19 - затяжка клем мных и закладных болтов гайковертами 20. Позиция 14 является шпалопитате. лем. Магниты 14 являются подъемноразгрузочным устройством. Все технологические позиции смон тированы последовательно на железобетонных блоках 21, справами слева от которых крепятся подъемники 22, несущие продольные балки 23 для эле ментов звеньев пути, а в средней части - роликовый конвейер 24, на к тором установлены подвижные от своих приводов основная 25 и дополнительная 26 опоры. Основная опора. 25 выполнена по длине позиций 6, 8, 10, 12, 14, 16, 17, 18 и 19, равна длине девяти мон тируемых звенгев и может совершать движе1{ие в прямом и обратном направ лениях на длину одного монтируемого звена, причем прямое движение начинается с позиции 6. Путь ее перемеще ния в прямом и обратном направлениях выбирают таким, чтобы каждый раз ; в направлении потока имелась возмож; ность подачи одного звена. Звёносборочная линия работает следующим образом. Траверсой старогоднее звено подают на позицию 1, где под каждую шпалу в отверг;тия закладных болтов вставляют подпружиненные сопла 3, устанавливая их вертикально с помощью направляющих стаканов 5 и под 9564 давлением подают воду, в результате чего происходит размывание забитых грязью отверстий в шпалах. Грязная вода самопроизвольно по желобку стекает в отстойник для его последующего использования. После промывки отверстий звено опускается подъемниками 22 и ложится на опору 26, находящуюся в это время в исходном положении. Подвижная от привода опора перемещается по роликовому конвейеру 24 на длину одного звена на позицию 6. В это время со склада подают второе звено на позицию t. После развинчивания закладных и клеммнЕлк болтов с помощью гайковертов 7 звено вновь опускается на опору 25 и передвигается еще на длину рельсового звена 8. Одновременно опорой 26 промытое второе звено подается на ПОЗЙ1ЩЮ 6 и третье звено траверсой - на позицию 1. После снятия клеммных болтов и рельсов звейо аналогично подается на позицию 10 снятия подкладок и закладных болтов, позицию 12 выбраковки и снятия чалочным устройством 13 с линии негодных щпал, позицию 14 накопления шпал за счет их скольжения по опоре 25 и упирания в упор 15, позицию 16 растяжки шпал по эпюре, позицию 17 раскладки подкладок и установки закладных болтов, позицию 18 укладки рельсов и установки клеммных болтов, позицию 19 затяжки клеммных и закладных болтов гайковертом 20 для последующего контроля и укладки в штабель готовой продукции. Предлагаемая звеносборочная линия беспечивает как разборку звеньев елезнодорожного пути, так и их борку, что расширяет ее технологиеские возможности.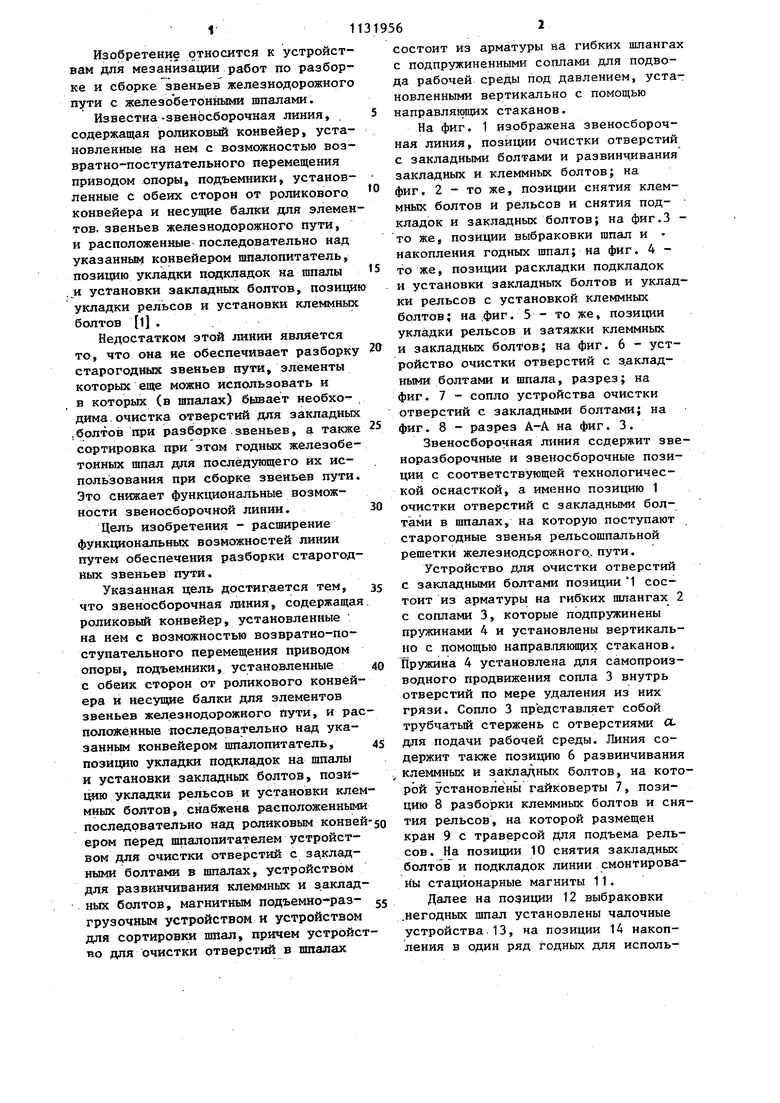
| название | год | авторы | номер документа |
|---|---|---|---|
| Звеносборочная линия | 1977 |
|
SU696085A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2443825C1 |
| Звеносборочная линия для сборки звеньев железнодорожного пути | 1975 |
|
SU646001A1 |
| АГРЕГАТ ОТДЕЛЕНИЯ ПОДКЛАДОК ЗВЕНОРАЗБОРОЧНОЙ ЛИНИИ | 2011 |
|
RU2495976C2 |
| ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ С ЖЕЛЕЗОБЕТОННЫМИ ШПАЛАМИ | 2007 |
|
RU2361032C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2377357C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ РЕЛЬСОВЫХ ЗВЕНЬЕВ | 2009 |
|
RU2410484C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1993 |
|
RU2063493C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2010 |
|
RU2441960C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2005 |
|
RU2298608C1 |

ЗВЕНОСВОРОЧНАЯ ЖНИЯ, содержащая роликовый конвейер, установленные на нем с возможностью возвратнопоступательного перемещения приводом опоры, подъемники, установленные с обеих сторон от роликового конвейера и несущие балки для элементов звеньев-железнодорожного пути, и расположенные последовательно над указанным конвейером шпапопитатель, позицию укладки подкладок на шпалы и установки закладных болтов. позицию укладки рельсов и установки клеммных болтов, о т л и ч a a яс я тем, что, с целью расширения функциональных возможностей путем обеспечения разборки старогодных звеньев пути, она снабжена расположенными последовательно над роликовым конвейербм перед шпалопитателем устройством для очистки отверстий с закладными болташ в шпалах, устройством для развннчивання клеммных и закладных болтов, магнитным подъемно-разгрузочным устройством и устg ройством для сортировки шпал, причем устройство для очистки отверстий в вталах состоит из арматуры на гибких вшангах с подпружиненными соплаtm для подвода рабочей среды под давг лением, установленными вертикально 1 с помощью направляющих стаканов.
23
2 Фие-в
| t | |||
| Авторское свидетельство СССР и 755934, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
