1
00
ос
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| Устройство для фиксации и отпуска напрягаемой арматуры | 1990 |
|
SU1791600A1 |
| Способ армирования плоских железобетонных изделий | 1990 |
|
SU1749432A1 |
| Поддон для изготовления ригеля с термовкладышами каркаса сборно-монолитного здания | 2018 |
|
RU2682832C1 |
| АРМАТУРНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2394968C1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1084141A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И РИГЕЛЬ, БАЛКА, КОЛОННА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2288840C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМАТУРНОГО ИЗДЕЛИЯ | 2009 |
|
RU2395650C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2109898C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ, ПРЕДПОЧТИТЕЛЬНО РИГЕЛЕЙ, БАЛОК, И РИГЕЛЬ, БАЛКА, ИЗГОТОВЛЕННЫЕ НА ЭТОЙ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ | 2005 |
|
RU2309040C2 |

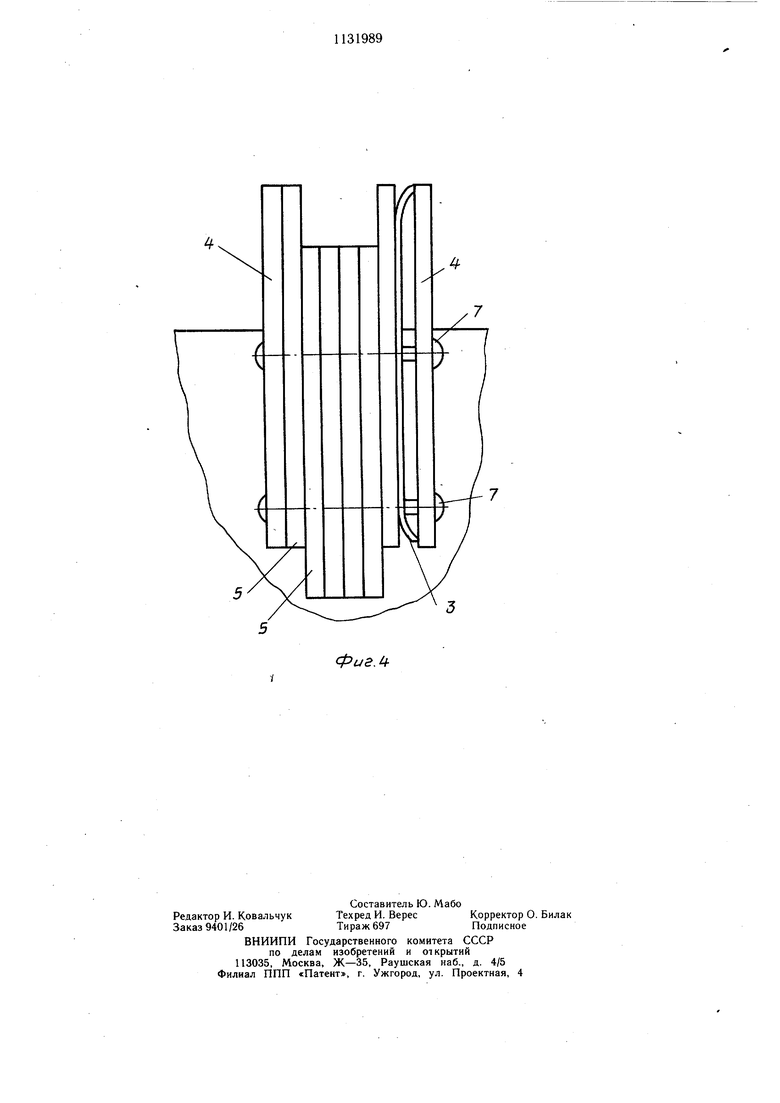
УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕ-НИЯ НАПРЯГАЕМОЙ АРМАТУРЫ на поддоне формы, выполненное в виде упоров, отличающееся тем, что, с целью сокращения трудоемкости изготовления изделий при переналадке устройства под арматурные элементы различных диаметров, каждый упор выполнен в виде объединенных в пакет пластин, ориентированных торцами к поддону формы, при этом крайние пластины закреплены Неподвижно, а внутренние - с возможностью перемещения в вертикальной плоскости посредством стяжных болтов, размещенных в образованных в пластинах пазах.
-tl
Фиг. 1
Изобретение относится к устройствам для закрепления напрягаемой арматуры при изготовлении предварительно напряженных железобетонных изделий.
Известно устройство для закрепления напрягаемой арматуры, содержащее прикрепленные к поддону формы посредством осей поворотные упоры с пазами разновеликой ширины для установки арматуры и фиксатора
Недостатком устройства является возможность закрепления арматуры только двух диаметров, так как секторные выступы упоров обеспечивают- возможность образования двух типоразмеров пазов, расположенных в плоскости вращения упоров.
Известно также устройство для закрепления напрягаемой арматуры, содержащее прикрепленные к поддону формы поворотные упоры, выполненные в виде диска с радиально расположенными по его периметру пазами под арматуру, и фиксаторы, выполненные в виде подпружиненного шарика 2.
Данное устройство обеспечивает закрепление напрягаемой арматуры более широкого диапазона диаметров, однако ремонтоспособность его чрезвычайно низка, так как например, при износе одного из пазов необходимо заменять весь диск.
Наиболее близким техническим решением к заявляемому является устройство для закрепления напрягаемой арматуры на поддоне формы, выполненное в виде упоров 3.
Недостатком устройства является то, что для изготовления в одной форме изделий нескольких марок, т. е. армируемых стержнями различных диаметров, необходимо производить переналадку формы - снимать одни накладки и ставить другие, используя при этом ручной труд.
Цель изобретения - сокращение трудоемкости изготовления изделий при переналадке устройства под арматурные элементы различных диаметров.
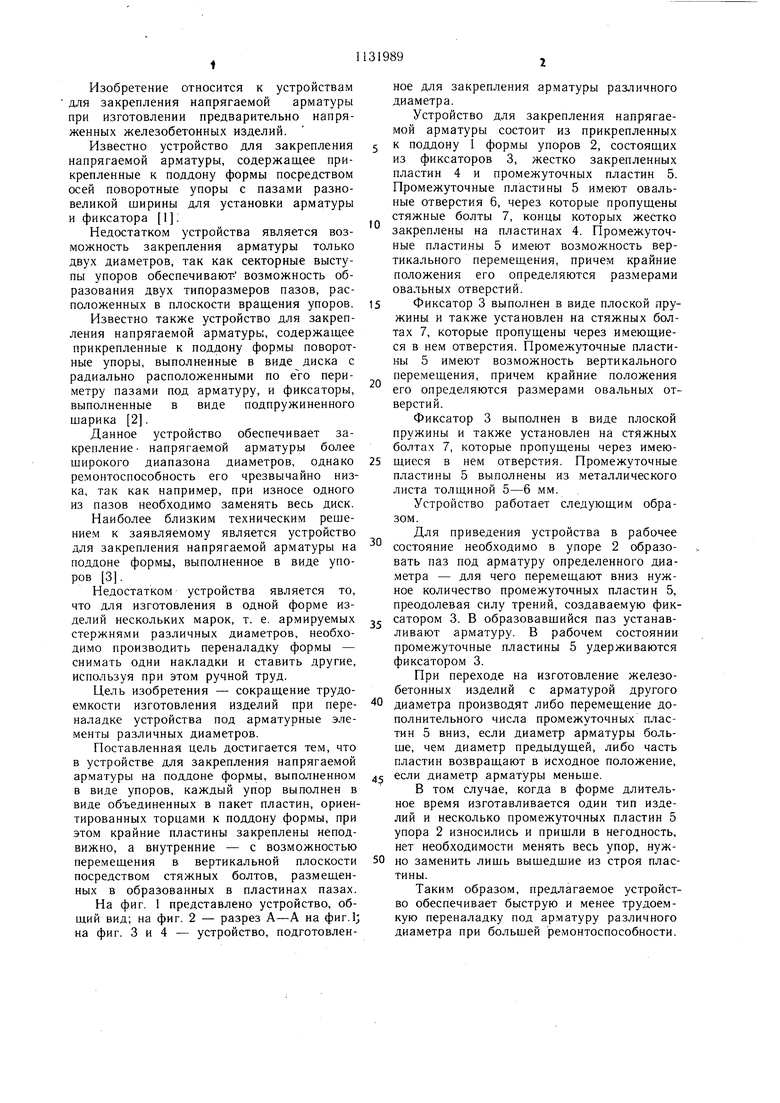
Поставленная цель достигается тем, что в устройстве для закрепления напрягаемой арматуры на поддоне формы, выполненном в виде упоров, каждый упор выполнен в виде объединенных в пакет пластин, ориентированных торцами к поддону формы, при этом крайние пластины закреплены неподвижно, а внутренние - с возможностью перемещения в вертикальной плоскости посредством стяжных болтов, размещенных в образованных в пластинах пазах. На фиг. 1 представлено устройство, общий вид; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 и 4 - устройство, подготовленное для закрепления арматуры различного диаметра.
Устройство для закрепления напрягаемой арматуры состоит из прикрепленных к поддону 1 формы упоров 2, состоящих из фиксаторов 3, жестко закрепленных пластин 4 и промежуточных пластин 5. Промежуточные пластины 5 имеют овальные отверстия 6, через которые пропущены стяжные болты 7, концы которых жестко закреплены на пластинах 4. Промежуточные пластины 5 имеют возможность вертикального перемещения, причем крайние положения его определяются размерами овальных отверстий.
Фиксатор 3 выполнен в виде плоской пружины и также установлен на стяжных болтах 7, которые пропущены через имеющиеся в нем отверстия. Промежуточные пластины 5 имеют возможность вертикального перемещения, причем крайние положения его определяются размерами овальных отверстий.
Фиксатор 3 выполнен в виде плоской пружины и также установлен на стяжных болтах 7, которые пропущены через имеющиеся в нем отверстия. Промежуточные пластины 5 выполнены из металлического листа толщиной 5-6 мм.
Устройство работает следующим образом.
Для приведения устройства в рабочее состояние необходимо в упоре 2 образовать паз под арматуру определенного диаметра - для чего перемещают вниз нужное количество промежуточных пластин 5, преодолевая силу трений, создаваемую фик2 сатором 3. В образовавшийся паз устанавливают арматуру. В рабочем состоянии промежуточные пластины 5 удерживаются фиксатором 3.
При переходе на изготовление железобетонных изделий с арматурой другого диаметра производят либо перемещение дополнительного числа промежуточных пластин 5 вниз, если диаметр арматуры больше, чем диаметр предыдущей, либо часть пластин возвращают в исходное положение, 5 если диаметр арматуры меньше.
В том случае, когда в форме длительное время изготавливается один тип изделий и несколько промежуточных пластин 5 упора 2 износились и пришли в негодность, нет необходимости менять весь упор, нуж0 но заменить лишь вышедшие из строя пластины.
Таким образом, предлагаемое устройство обеспечивает быструю и менее трудоемкую переналадку под арматуру различного диаметра при большей ремонтоспособности. А-А
ш
(j&. г
фиг.Ъ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ МЕХАНИЧЕСКОГО НАТЯЖЕНИЯ И СПУСКА ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННОЙ АРМАТУРЫ | 0 |
|
SU251192A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| А | |||
| Стальная опалубка сборного железобетона | |||
| М., 1968, с | |||
| ПО, рис | |||
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
