Известные устройства для изготовления сварных сотовых панелей путем формования гофрированной полосы и приварки ее к листовой обшивке не дают возможности совместить процесс формовки и сварки и поэтому не обеспечивают высокой производительности.
Для устранения этого недостатка в предлагаемом устройстве один из формующих зубчатых барабанов выполнен из медного сплава и использован в качестве неподвижного электрода для контактной сварки панелей с помощью сварочных роликов, перемещающихся в поперечном направлении. С целью упрощения сварки, барабаны выполнены прерывисто вращающимися, так что движение их согласовано с перемещением сварочных роликов.
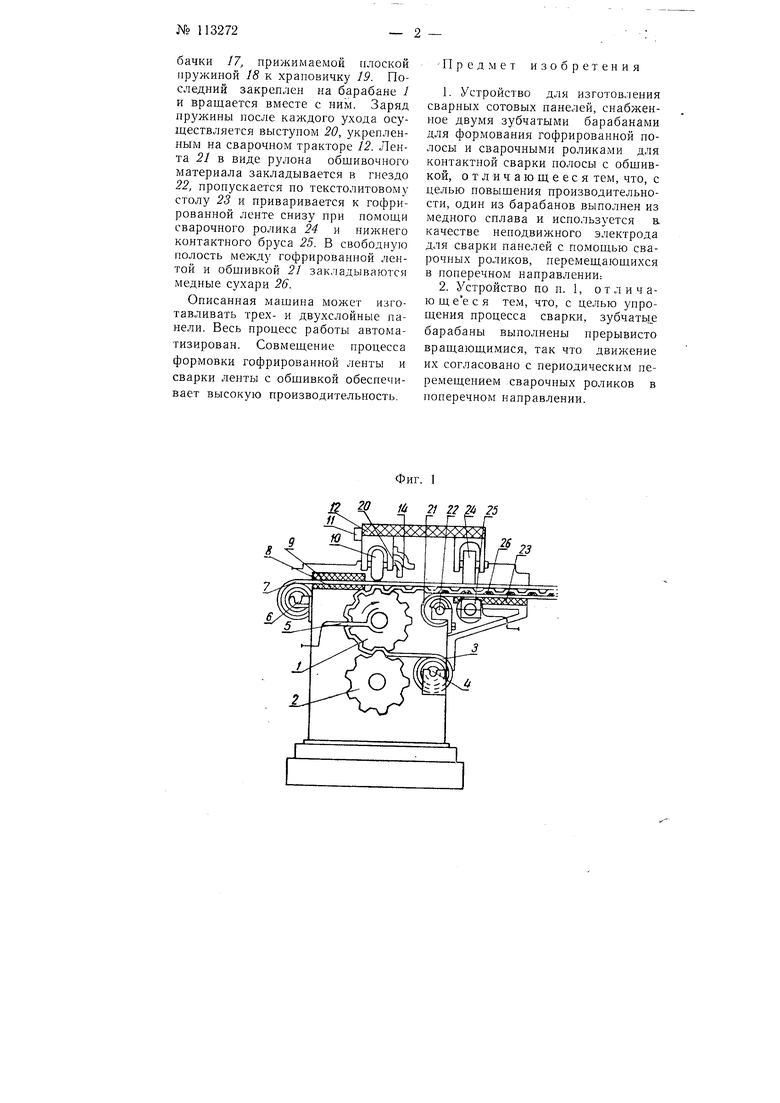
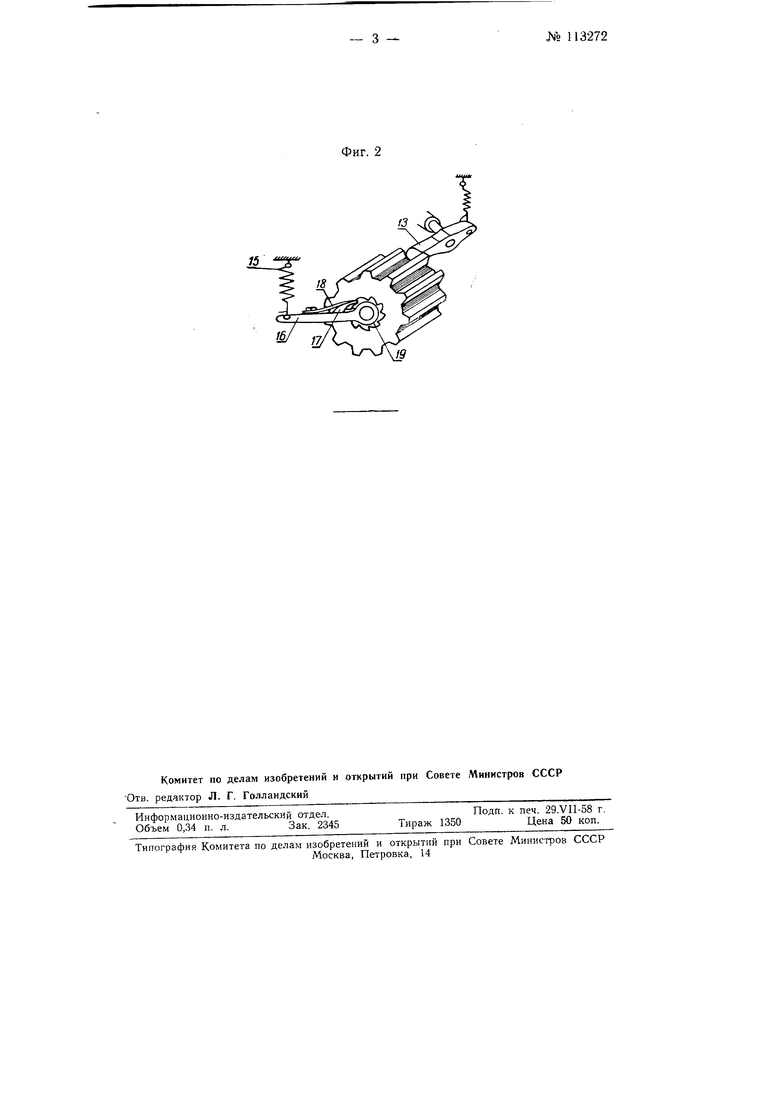
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2-механизм прерывистого вращения приводного формующего барабана.
Формующие барабаны / и 2 имеют регулируемое межцентровое расстояние. Между барабанами пропускается плоская лента 3, которая в виде рулона 4 закладывается в машину. Формующий барабан / выполнен из медного сплава и служит электродом, к которому ток подводится при иомощи скользящего контакта 5. Барабан 2 стальной, ведущий. Обшивочный листовой материал в виде рулона 6 закладывается в машину. Лента 7 этого материала сматывается с рулона, проходит между двумя текстолитовыми листами 8 и Я служащими направляющими, и поступает под сварочный ролик 10, который движется в поперечном направлении возвратно-поступательно. Механизм // (устройство его не показано) автоматически переключает направление движения сварочного трактора 12. Фиксатор 13 удерживает барабан / при сварке в рабочем положении и освобождает его для поворота по часовой стрелке на один шаг при помощи концевого упора 14, закрепленного на тракторе 12. Поворот барабана / осуществляется пружиной /5 при помощи рычага 16 и собачки 17, прижимаемой п.чоской пружиной 18 к храповичку 19. Последний закреплен на барабане 1 и вращается вместе с ним. Заряд пружины после каждого ухода осуществляется выступом 20, укрепленным на сварочном тракторе 12. Лента 21 в виде рулона обшивочного материала закладывается в гнездо 22, пропускается по текстолитовому столу 23 и приваривается к гофрированной ленте снизу при помощи сварочного ролика 24 и нижнего контактного бруса 25. В свободную полость между гофрированной лентой и обшивкой 21 закладываются медные сухари 26.
Описанная машина может изготавливать трех- и двухслойные панели. Весь процесс работы автоматизирован. Совмещение процесса формовки гофрированной ленты и сварки ленты с обшивкой обеспечивает высокую производительность.
Пред.мет изобретения
1.Устройство для изготовления сварных сотовых панелей, снабженное двумя зубчатыми барабанами для формования гофрированной полосы и сварочными роликами для контактной сварки полосы с обшивкой, отличающееся тем, что, с целью повышения производительности, один из барабанов выполнен из медного сплава и используется а качестве неподвижного электрода для сварки панелей с помощью сварочных роликов, перемещающихся в поперечном направлении:
2.Устройство по п. 1, отличаю щ ее с я тем, что, с целью упрощения процесса сварки, зубчать1е барабаны выполнены прерывисто вращающимися, так что движение их согласовано с периодическим перемещением сварочных роликов в поперечном направлении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления сотового набора | 1957 |
|
SU114884A1 |
| Автомат для продольной сварки ленточных гладких и гофрированных материалов | 1959 |
|
SU145289A1 |
| Машина для изготовления сварных двухслойных спиральных труб | 1958 |
|
SU119280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СОТОВЫХ КОНСТРУКЦИЙ | 2003 |
|
RU2247637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| "Способ изготовления изделий типа "мухолов" в упаковке и устройство для его осуществления" | 1988 |
|
SU1627419A1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| Устройство для обвязки рулонов на барабане моталки | 1978 |
|
SU766967A1 |
| Устройство для обвязки металлических рулонов | 1978 |
|
SU745781A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
«/
