Известны устройства для сварки сотовых панелей, совмещающие процесс формовки гофрированной ленты и сварки ленты с общивкой, с применением верхнего сварочного ролика и неподвижного нижнего электрода.
Предлагаемый автомат предназначен для гофрирования ленты и продольной сварки ее с гладкой лентой и включает описанные выще элементы известных устройств. Вместе с тем он позволяет повысить качество изделия и сохранить его правильную форму при сварке, что достигается новыми отличительными особенностями, примененными в нем. Так верхний сварочный ролик выполнен с медными вставками, расположенными по винтовой линии и охватывающими всю ширину свариваемой ленты, а нижний неподвижный электрод - в виде калибрующей гнездовой рейки.
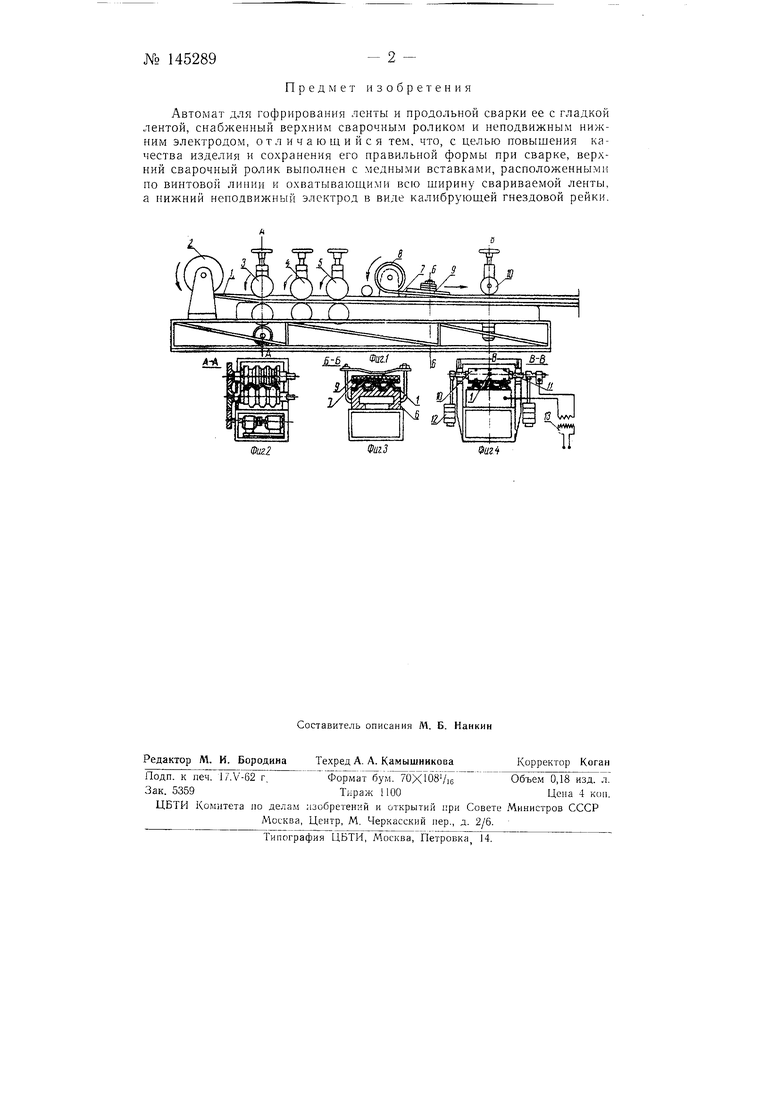
На фиг. 1 схематично изображен предлагаемый автомат, вид сбоку; на фиг. 2, 3 и 4 соответственно разрезы их по А-А, Б-Б и В-В на фиг. 1.
Автомат для гофрирования ленты и продольной сварки ее с гладкой лентой состоит собственно из двух агрегатов: гофрировочного и сварочного. В первом агрегате лента /, с.матываясь с рулона 2, последовательно протягивается через профилирующие ролики 3, 4 и 5, которые делают ленту гофрированной. Далее лента / поступает на нижний неподвижный электрод 6, выполненный в виде калибрующей гнездовой рейки. Поверх ленты 1 накладывается гладкая лента 7, сматываемая с рулона 8 и прижимаемая вначале к ленте / натяжным устройством 9Продольная сварка обеих лент осуществляется электродом 6 и верхним сварочным роликом W, выполненным с медными вставками 11, расположенными по винтовой линии и охватывающими всю П1ирину свариваемой ленты. Необходимое давление для сварки обеспечивается грузами 12. Питание сварочного агрегата осуществляется от трансформатора 13.
№ 145289
Предмет изобретения
Автомат для гофрирования ленты и продольной сварки ее с гладкой лентой, снабженный верхним сварочным роликом и неподвижным нижним электродом, отличающийся тем, что, с целью повышения качества изделия и сохранения его правильной формы при сварке, верхний сварочный ролик выполнен с медными вставками, расположенными по винтовой линии и охватывающими всю ширину свариваемой ленты, а нижний неподвижный электрод в виде калибрующей гнездовой рейки.
Ф11г.2
2
Фиг4
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления сотового набора | 1957 |
|
SU114884A1 |
| Машина для изготовления сварных двухслойных спиральных труб | 1958 |
|
SU119280A1 |
| Устройство для изготовления сварных сотовых панелей | 1957 |
|
SU113272A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Машина для точечной сварки листов большой ширины | 1938 |
|
SU58492A1 |
| Линия по производству гофрированной панели контейнера, способ изготовления гофрированной панели контейнера и панель, выполненная в соответствии с данным способом | 2022 |
|
RU2780093C1 |
| ПЛАСТМАССОВАЯ СЛИВНАЯ ТРУБА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2355935C1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОПЛАСТА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2008227C1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |