Изобретение относится к способам изготовления металлических сотовых конструкций.
Известен способ изготовления металлических сотовых конструкций, состоящих из обшивок и сотового заполнителя в виде гофрированных лент с бортами, включающий раскрой заготовок обшивок и лент, поочередную укладку их на электродную рейку сварочной машины, фиксацию лент на рейке, подачу в зону сварки и сварку лент с обшивками и между собой (В.Е.Берсудский и др. "Технология изготовления сотовых авиационных конструкций", М., Машиностроение, 1975, с.285).
В известном способе гофрированные ленты с окончательно отогнутыми на 90° бортами устанавливают на раздвижную электродную рейку, состоящую из двух параллельных полуреек, раздвигаемых клином. При изготовлении металлических сотовых конструкций толщиной менее 10 мм появляется необходимость использования полуреек толщиной менее 3 мм.
Недостатком известного способа изготовления металлических сотовых конструкций является невозможность изготовления сотовых конструкций толщиной менее 10 мм из-за того, что тонкие детали раздвижной электродной рейки не могут обеспечить необходимую прочность и жесткость, что затрудняет получение конструкций требуемого качества.
Кроме того, разъемная конструкция имеет значительную трудоемкость изготовления.
Задачей настоящего изобретения является создание нового способа, обеспечивающего возможность получения сотовых конструкций толщиной 3-10 мм.
Для достижения указанного технического результата формообразование гофрированных лент заполнителя производят с бортами, имеющими открытую малку, т.е. бортами, расположенными под тупым углом к стенке ленты. Наличие бортов с открытой малкой на лентах позволяет вместо раздвижной электродной рейки использовать неразъемную электродную рейку. Фиксацию ленты на рейке производят расположенными снаружи ленты прижимами, окончательную гибку бортов ленты производят в фильере, используя обшивки в качестве ее рабочих частей.
Способ изготовления металлических сотовых конструкций поясняется чертежами.
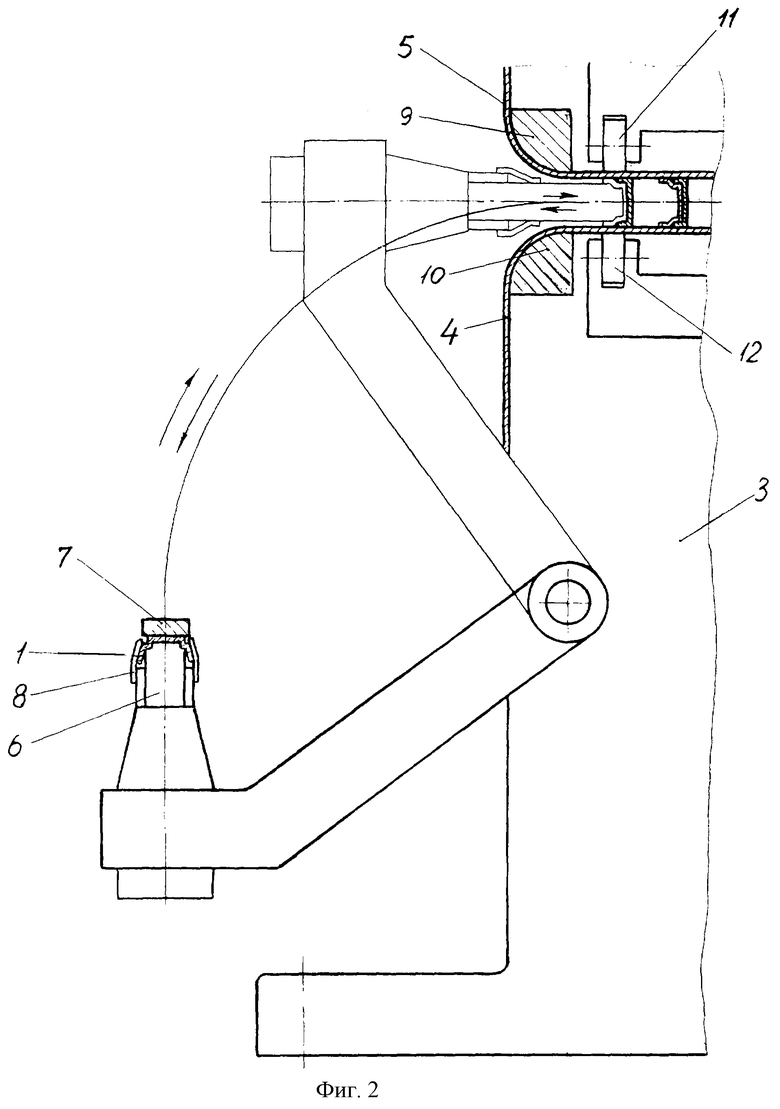
На фиг.1 показана гофрированная лента с бортами, имеющими открытую малку.
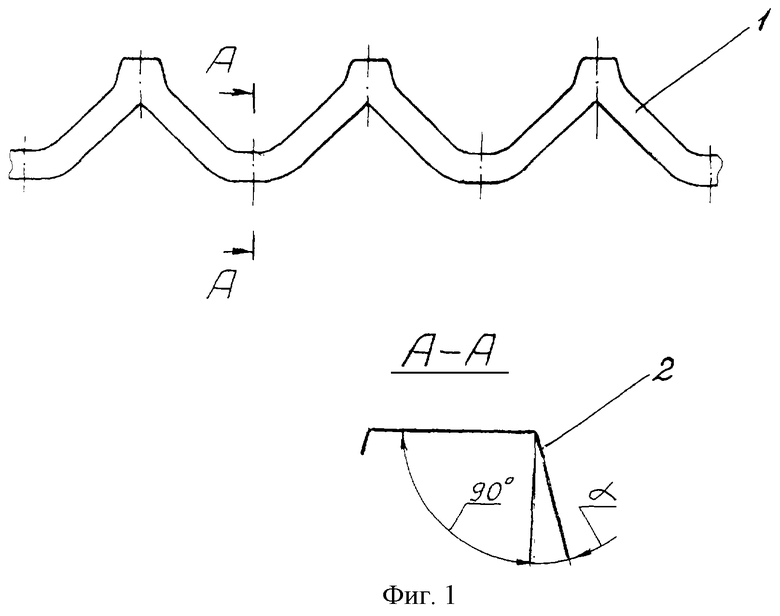
На фиг.2 показана схема установки, фиксации гофрированной ленты на электродной рейке сварочной машины, перемещения ленты в рабочую зону, окончательной гибки бортов ленты и роликовой сварки обшивок с лентой.
Способ осуществляется следующим образом.
Производят раскрой заготовок обшивок и лент заполнителя. Затем производят формообразование гофрированных лент 1 с бортами 2, имеющими открытую малку α=5-7°.
Окончательную гибку бортов на лентах, а также сборку и сварку входящих деталей производят в сварочной машине 3 в следующей последовательности.
Обшивки 4,5 с рулонов подают в зону сварки машины таким образом, чтобы расстояние между ними в вертикальной плоскости соответствовало заданной высоте заполнителя.
Ленту заполнителя свободно устанавливают на неразъемную электродную рейку 6 сварочной машины, плотно прижимая ее съемной планкой 7.
Убедившись в точной установке ленты, ее фиксируют на рейке подвижными относительно рейки прижимами 8, после чего планку убирают.
Далее последовательно подают электродную рейку в зону окончательной гибки бортов ленты, а затем в зону сварки ее с обшивками и с ранее установленной и скрепленной с обшивками лентой.
При подходе рейки в зону окончательной гибки бортов электродную рейку с лентой выдвигают относительно прижимов, лента освобождается; при дальнейшей подаче рейки производят окончательную гибку бортов ленты в опорных частях 9, 10 фильеры, используя обшивки в качестве ее рабочих частей, а электродную рейку в качестве пуансона.
После проталкивания рейки вперед до упора в ранее установленную и приваренную ленту, подачи рейки вместе со всей сотовой конструкцией на шаг, равный ширине ленты, производят роликами 11, 12 сварку обшивок с лентой.
Затем отводят электродную рейку в исходное положение для укладки следующей ленты заполнителя.
Сварку лент заполнителя между собой производят известным способом по сопряженным вершинам выступов и впадин.
После окончательной сварки выполняют перемещение электродной рейки вдоль направления лент заполнителя на половину шага их ячеек.
Далее цикл повторяют.
Использование предлагаемого способа изготовления сотовых конструкций позволяет получать панели толщиной 3-10 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| Машина для сборки и сварки сотовых конструкций | 1974 |
|
SU549289A1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU245225A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2248265C2 |
Изобретение относится к способам изготовления металлических сотовых конструкций, состоящих из обшивок и сотового заполнителя в виде гофрированных лент с бортами. Способ включает раскрой заготовок обшивок и лент, формообразование лент, поочередную укладку лент на электродную рейку сварочной машины, фиксацию лент на рейке, подачу в зону сварки и сварку лент с обшивками и между собой. Производят формообразование гофрированных лент с бортами, имеющими открытую малку. В сварочной машине ленту устанавливают на неразъемную электродную рейку, а фиксацию ленты на электродной рейке осуществляют расположенными снаружи лент прижимами. Окончательную гибку бортов ленты на 90° производят в рабочих частях фильеры после освобождения ленты от фиксаторов, используя обшивки в качестве рабочих частей фильеры. Использование предлагаемого способа позволяет изготавливать металлические сотовые конструкции толщиной 3-10 мм. 1 з.п. ф-лы, 2 ил.
| БЕРСУДСКИЙ В.Е | |||
| и др | |||
| Технология изготовления сотовых авиационных конструкций | |||
| - М.: Машиностроение, 1975, с | |||
| СЧЕТНЫЙ ДИСК ДЛЯ РАСЧЕТА СОСТАВНЫХ ЧАСТЕЙ ПИЩИ | 1919 |
|
SU284A1 |
| СПОСОБ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ | 0 |
|
SU189959A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 0 |
|
SU245225A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| DE 4219619 C1, 27.01.1994. | |||

