Изобретение относится к изготовлению металлических многослойных сотовых панелей, состоящих из обшивок и сотового заполнителя в виде гофрированных лент с бортами, и может применяться в авиационной промышленности.
Известен способ изготовления металлических сотовых панелей, включающий поочередную сборку лент заполнителя с обшивками, контактную сварку бортов лент заполнителя с обшивками и лент заполнителя между собой (Берсудский В.Е. и др. Технология изготовления сотовых авиационных конструкций. М.: Машиностроение, 1975, с.285.).
Недостатком этого способа является невозможность изготовления сотовых панелей с несколькими слоями сотового заполнителя.
Известен также способ изготовления двухслойных сотовых панелей, включающий поочередную сборку лент заполнителя с обшивками, контактную сварку бортов лент заполнителя с обшивками и лент заполнителя между собой (способ, описанный в патенте РФ 2268813 В23К 11/06 27.01.2006, прототип).
Недостатком известного способа является невозможность изготовления сотовых панелей, имеющих более двух слоев сотового заполнителя, а также панелей, имеющих разные размеры в плане или форму сотовых ячеек в слоях.
Задачей настоящего изобретения является разработка нового способа изготовления сотовых панелей, лишенного указанного недостатка.
Техническим результатом настоящего изобретения является обеспечение возможности изготовления сотовых панелей, имеющих более двух слоев сотового заполнителя, а также панелей, имеющих разные размеры в плане или форму сотовых ячеек в слоях.
Для достижения указанного технического результата в известном способе, включающем поочередную сборку лент заполнителя с обшивками и последующую контактную сварку бортов лент заполнителя с обшивками и лент заполнителя между собой, перед поочередной сборкой лент заполнителя с обшивками изготавливают однослойную сотовую панель, а затем производят последовательную сборку и сварку следующего слоя заполнителя и обшивок.
Сварку обшивки нового слоя панели и бортов лент заполнителя нового слоя панели производят роликовой односторонней сваркой с использованием токопроводящей гребенки и подводом сварочного тока с внешней стороны обшивки нового слоя, а сварку бортов лент заполнителя нового слоя и обшивки однослойной панели производят односторонней сваркой, подводя сварочный ток с внутренней стороны заполнителя нового слоя через изолированные друг от друга пластинчатые электроды и минуя обшивку нового слоя с помощью контактных роликов, перемещаемых параллельно линии сварки, причем каждую пару электродов в момент сварки поочередно дополнительно поджимают к свариваемым участкам, используя для этого указанные контактные ролики и обеспечивая таким образом необходимое для выполнения сварки местное, контактное давление.
В результате местом максимальной концентрации нагрева является зона электрического контакта пластинчатого электрода, борта ленты заполнителя и обшивки однослойной панели, за счет этого обеспечивается качественная сварка.
Известно также устройство для изготовления металлических двухслойных сотовых панелей, содержащее каретку с тормозами для крепления деталей изготавливаемой сотовой панели, головки с роликовыми электродами, сварочную головку с токопроводящей гребенкой и приводы их перемещения (Патент РФ №2268813 В23К 11/06, 27.01.2006, прототип).
Недостатком известного устройства является невозможность изготовления многослойных сотовых панелей, имеющих более двух слоев сотового заполнителя, а также панелей, имеющих разные размеры в плане или форму сотовых ячеек в слоях.
Задачей изобретения является разработка устройства для изготовления многослойных сотовых панелей, лишенного указанного недостатка.
Техническим результатом настоящего изобретения является обеспечение возможности изготовления сотовых панелей, имеющих более двух слоев сотовых заполнителя, а также панелей, имеющих разные размеры в плане или форму сотовых ячеек в слоях.
Для достижения указанного технического результата устройство, содержащее каретку с тормозами для крепления деталей изготавливаемой сотовой панели, головки с роликовыми электродами, сварочную головку с токопроводящей гребенкой и приводы перемещения, снабжено контактными роликами и опорой, а сварочная головка для сварки бортов ленты заполнителя нового слоя с обшивкой однослойной панели снабжена изолированным от нее клином и выполнена с нерабочей и рабочими частями, при этом одна рабочая часть для контактирования с обшивкой нового слоя выполнена цельной, а другая рабочая часть для контактирования с обшивкой однослойной панели - из изолированных друг от друга пластинчатых электродов, причем пластинчатые электроды установлены с возможностью индивидуального поворота в вертикальной плоскости на опоре, расположенной на нерабочей части сварочной головки, при взаимодействии с контактирующими с ними контактными роликами, а клин установлен между гребенкой и пластинчатыми электродами с возможностью перемещения перпендикулярно линии сварки.
Указанные отличительные признаки предложенного способа и устройства для его осуществления устраняют недостатки известного способа и устройства.
Сущность изобретения поясняется чертежами.
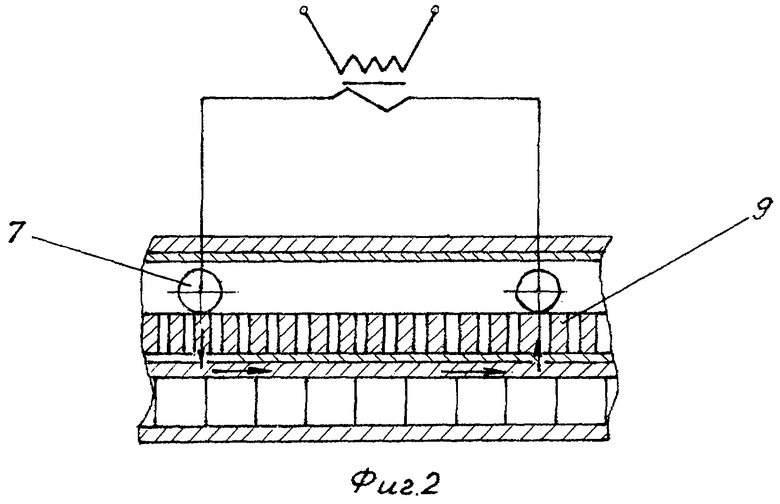
На фиг.1 показана схема сварки бортов лент заполнителя и обшивки нового слоя.
На фиг.2 показана схема сварки бортов лент заполнителя нового слоя и обшивки однослойной панели.
На фиг.3 показано в разрезе устройство для осуществления способа.
Изготовление многослойной панели по предлагаемому способу производится следующим образом.
Вначале по известной технологии изготавливают однослойную сотовую панель 1, а затем производят поочередную сборку и сварку следующего слоя заполнителя 2 и обшивки 3.
Сварку обшивки 3 нового слоя и бортов 4 лент заполнителя нового слоя производят роликовой односторонней сваркой головками с роликовыми электродами 5 с использованием токопроводящей гребенки 6, имеющей профиль, соответствующий конфигурации лент сотового заполнителя, и подводом сварочного тока с внешней стороны обшивки нового слоя.
Сварку бортов лент заполнителя и обшивки 8 однослойной панели производят односторонней сваркой, подводя сварочный ток с внутренней стороны заполнителя нового слоя панели через изолированные друг от друга пластинчатые электроды 9 и минуя обшивку нового слоя с помощью контактных роликов 7, причем каждую пару электродов в момент сварки поочередно дополнительно поджимают к свариваемым участкам, используя для этого указанные контактные ролики и обеспечивая таким образом необходимое для сварки местное контактное давление.
Устройство для осуществления предложенного способа расположено на столе 11, на котором установлена с возможностью перемещения в зону сварки каретка 12, на которую закрепляют однослойную сотовую панель 1 и обшивку 3 нового слоя панели.
Устройство содержит сварочные головки с роликовыми электродами 5, контактирующими с обшивкой нового слоя 3, сварочную головку 13, содержащую сплошную токопроводящую гребенку 6 с профилем, соответствующим конфигурации лент сотового заполнителя 2 нового слоя, пластинчатые изолированные друг от друга электроды 9 с рабочими частями, расположенными в соответствии с расположением сварных точек. Между сплошной гребенкой и пластинчатыми электродами размещен с возможностью перемещения перпендикулярно линии сварки и изолированный от них клин 10.
Пластинчатые электроды установлены с возможностью поворота в вертикальной плоскости на опоре 14, закрепленной на сварочной головке, и прижаты сверху траверсой 15 через упругий элемент 16 к клину 10.
Сварочный ток к пластинчатым электродам подается через минимум два контактирующих с ними контактных ролика, расположенных друг от друга на расстоянии, не превышающем половину ширины изготавливаемой панели.
Сборка и сварка многослойной панели в устройстве производится следующим образом.
Головки с роликовыми электродами поднимают в нерабочее положение.
Сварочную головку 13 отводят назад из рабочего положения. Однослойную панель и обшивку 3 нового слоя закрепляют на каретке 12 с зазором между ними, равным высоте заполнителя нового слоя. Укладывают на рабочую часть сварочной головки ленту заполнителя 2. Клином 10 разжимают токопроводящую гребенку и пластинчатые электроды, фиксируя таким образом на сварочной головке ленту заполнителя. Далее подают сварочную головку и каретку в зону сварки.
Опускают головки с роликовыми электродами в рабочее положение.
Подают сварочный ток на сварочные роликовые электроды, контактирующие с обшивкой нового слоя, и контактные ролики, взаимодействующие с пластинчатыми электродами, и одновременно включают привод их поперечного перемещения (на чертежах не показан) относительно свариваемой панели. При этом происходит процесс сварки обшивки нового слоя и обшивки однослойной панели с бортами заполнителя.
Процесс сварки прекращается конечными выключателями (не показаны).
По окончании процесса сварки головки с роликовыми электродами поднимают в нерабочее положение, каретку и сварочную головку отводят назад, рабочую часть сварочной головки смещают на половину шага ячейки сотового заполнителя (не показано) в сторону и производят повторение операции по установке и сварке следующей ленты заполнителя с обшивками.
После сварки второй ленты заполнителя с обшивками производят точечную сварку стенок первой и второй лент заполнителя между собой многоточечным блоком (не показан) по известной технологии.
Далее цикл повторяют до заполнения лентами заполнителя всей площади панели и отсоединяют изготовленную панель от каретки.
При необходимости аналогично наваривают следующие слои сотовой панели.
По предлагаемому способу в устройстве можно также изготовить однослойную панель, в этом случае вместо однослойной панели устанавливается одна обшивка.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СОТОВЫХ КОНСТРУКЦИЙ | 2003 |
|
RU2247637C1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ МНОГОСЛОЙНЫХ сотовых КОНСТРУКЦИЙ | 1967 |
|
SU195563A1 |
| Дискретный заполнитель многослойной панели | 2020 |
|
RU2747179C1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2248265C2 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| Машина для сборки и контактной сварки сотовых решеток | 1982 |
|
SU1038140A1 |

Изобретение относится к авиационной промышленности, а именно к изготовлению металлических многослойных сотовых панелей. Вначале изготавливают однослойную сотовую панель. Сварку бортов лент заполнителя нового слоя и обшивки однослойной панели производят односторонней сваркой. Сварочный ток подводят с внутренней стороны заполнителя нового слоя через изолированные друг от друга пластинчатые электроды и минуют обшивку нового слоя с помощью контактных роликов, перемещаемых параллельно линии сварки. Каждую пару электродов в момент сварки поочередно дополнительно поджимают к свариваемым участкам указанными контактными роликами. Сварку обшивки нового слоя панели и бортов лент заполнителя нового слоя производят роликовой односторонней сваркой с использованием токопроводящей гребенки и подводом сварочного тока с внешней стороны обшивки нового слоя. Обеспечивается возможность изготовления сотовых панелей с более чем двумя слоями сотового заполнителя и панелей, имеющих разные размеры в плане или форму сотовых ячеек в слоях. 2 н.п. ф-лы, 3 ил.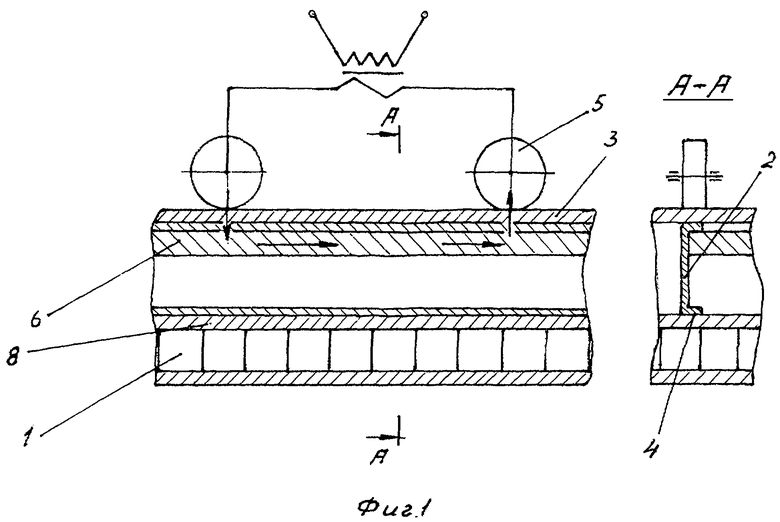
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОЙ ПАНЕЛИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2001 |
|
RU2267000C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2248265C2 |
| Машина для сборки и сварки сотовых конструкций | 1974 |
|
SU549289A1 |
| ;ОЮЗНАЯ | 0 |
|
SU381491A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 0 |
|
SU189958A1 |
| УСТРОЙСТВО для КОНТАКТНОЙ СВАРКИ МНОГОСЛОЙНЫХ сотовых КОНСТРУКЦИЙ | 0 |
|
SU195563A1 |
| 0 |
|
SU200049A1 | |
| JP 4172181 А, 19.06.1992. | |||

