Известные в технике подналадчики автоматически уточняют иастройку станка по результатам измерения очередной обработанной детали.
Пр едлагаемое устройство производит автоматическую подналадку по наибольп1ему количеству экземпляров выборки, оказавшихся в заданном размерном интервале.
Устройство снабжено многодиапазониым датчиком для сортировки обработанных изделий на размерные группы, и коллекторной пластиной перекрываюп1,ей контакты сопротивлений, подключенных в параллельную электрическую цепь в соответствии с результатами сортировки.
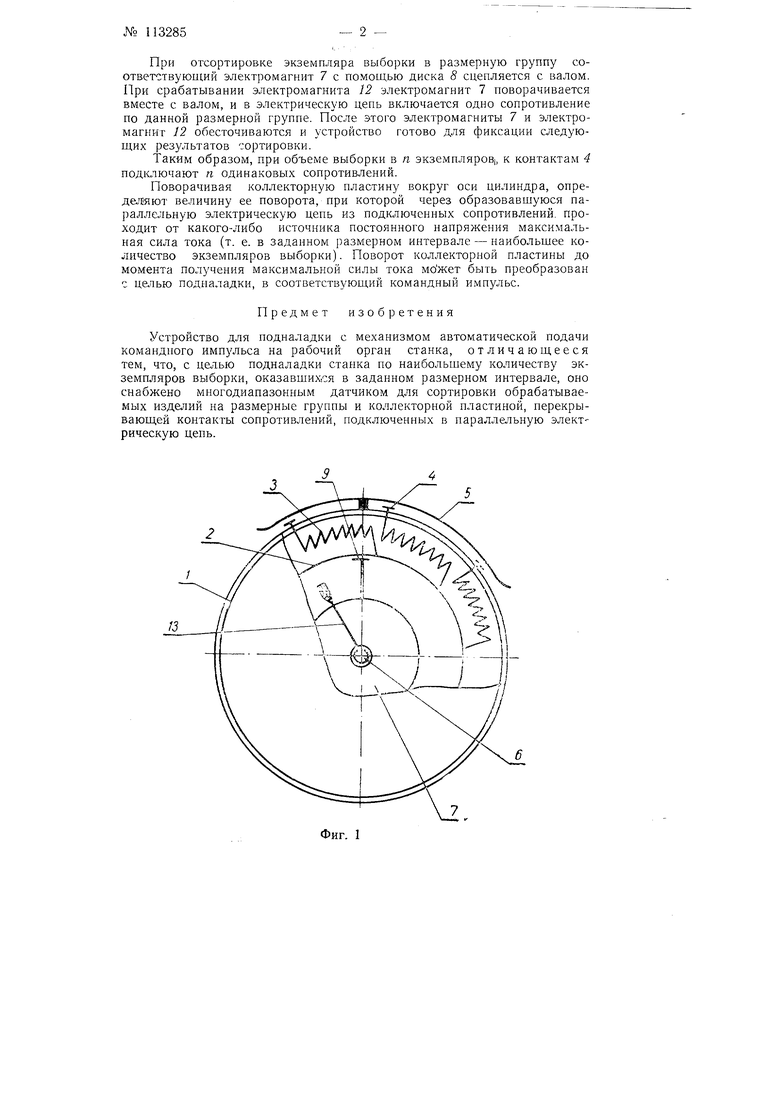
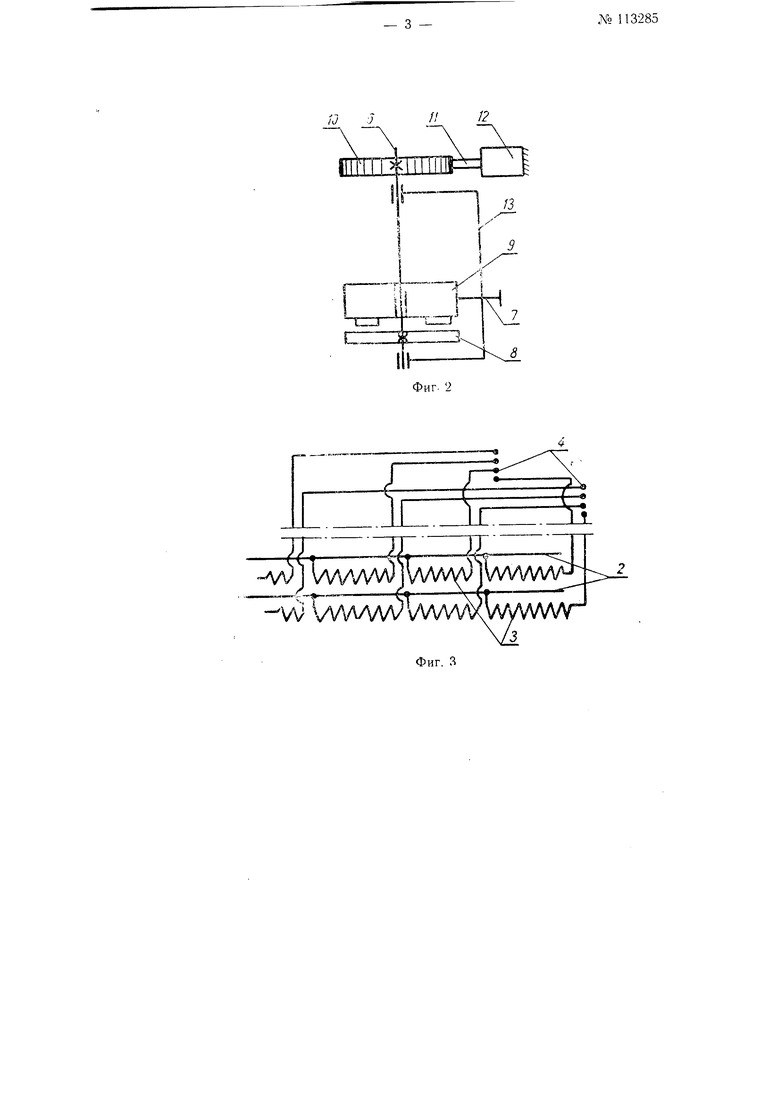
На фиг. 1 показана общая схема предлагаемого устройства; на фиг- 2 - схема механизма для последовательного подключен ш -опротивлений в электрическую цепь; на фиг. 3 -схема расположения сопротивлений, указанных на фиг. Ь
На внутренней поверхности цилиндра 1 каждой размерной группе соответствует шина 2 и одинаковые электрические еопрот1 вления 5, одни концы которых присоединены к шине, а другие - к контактам 4По контактам 4 скользит коллекторная пластина 5, размеры которой выполнены в соответствии с величиной заданного размерного интервала (допуска) на обработку детали.
На валу 6 свободно посажены электромагниты 7, иротив которых находится жестко связанный с валом S. Электромагниты несут ш,етки 9, соприкасающиеся с шинами 2.
На валу 6 жестко посажено храповое колесо 10, которое поворачивает собачку 11 при срабатывании электромагнита 12. закрепленного на станине устройства.
Скоба 13 свободно поворачивается на валу. При ее повороте все щетки 9 устанавливаются в исходное положение/
При отсортировке экземпляра выборки в размерную группу соответствуюпшй электромагнит 7 с помощью диска 8 сцепляется с валом. При срабатывании электромагнита 12 электромагнит 7 поворачивается вместе с валом, и в электрическую цепь включается одно сопротивление по данной размерной группе. После этого электромагниты 7 и электромагнит 12 обесточиваются и устройство готово для фиксации следующих результатов сортировки.
Таким образом, при объеме выборки в п экземпляров к контактам 4 подключают п одинаковых сопротивлений.
Поворачивая коллекторную пластину вокруг оси цилиндра, определяют ве.личину ее поворота, при которой через образовавшуюся параллельную электрическую цепь из подключенных сопротивлений, проходит от какого-либо источника постоянного напряжения максимальная сила тока (т. е. в заданном размерном интервале - наибольшее количество экземпляров выборки). Поворот коллекторной пластины до момента получения максимальной силы тока может быть преобразован с целью подналадки, в соответствующий командный импульс.
Предмет изобретения
Устройство для подналадки с механизмом автоматической подачи командного импульса на рабочий орган станка, отличающееся тем, что, с целью подналадки станка по наибольшему количеству экземпляров выборки, оказавших,ся в заданном размерном интервале, оно снабжено многодиапазонным датчиком для сортировки обрабатываемых изданий на размерные группы и коллекторной пластиной, перекрывающей контакты сопротивлений, подключенных в параллельную элект рическую цепь.
/J J//12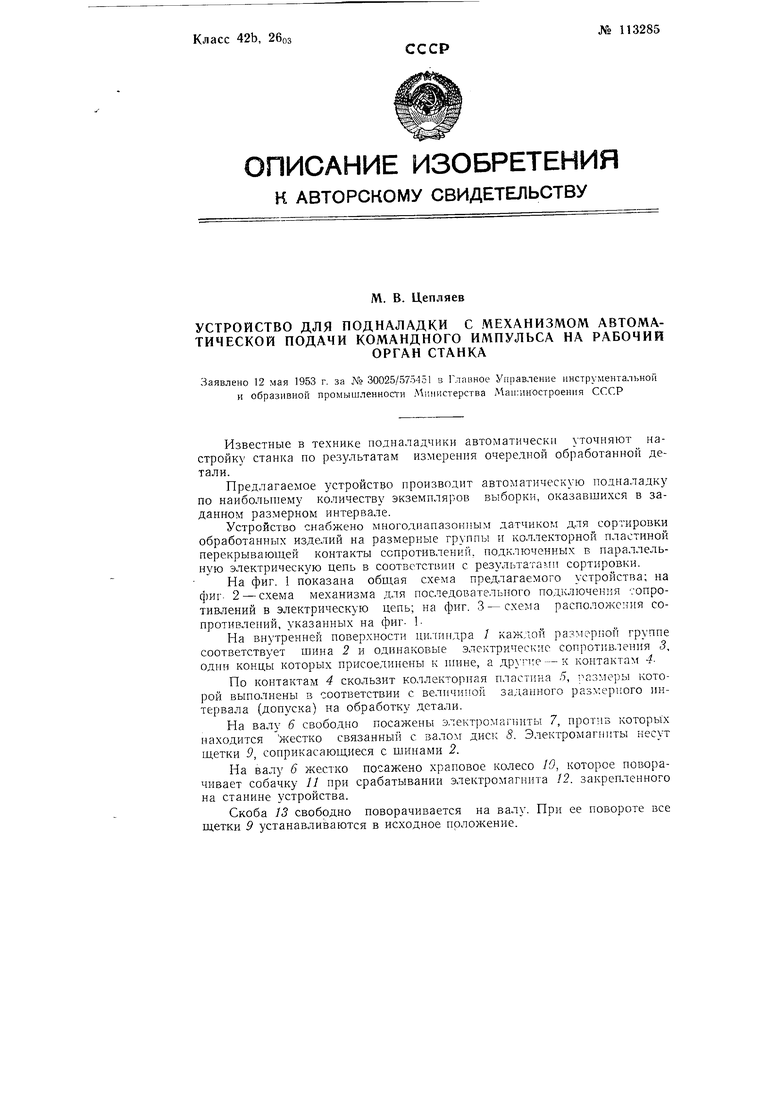
Г-4-
-тпл
Т--
iiz:ziKizi3
