Для регулирования подачи изделий с одной операции на другую на койвейере поточной линии применяют устройства, управляемые электромагнитами, срабатывающими при замыкании двух параллельных электрических цепей. Согласно изобретению, замыкание электрических цепей поставлено в зависимость от наличия изделий, ожидающих обработки у рабочего места, и от количества изделий, поступивших с предыдущей операции.
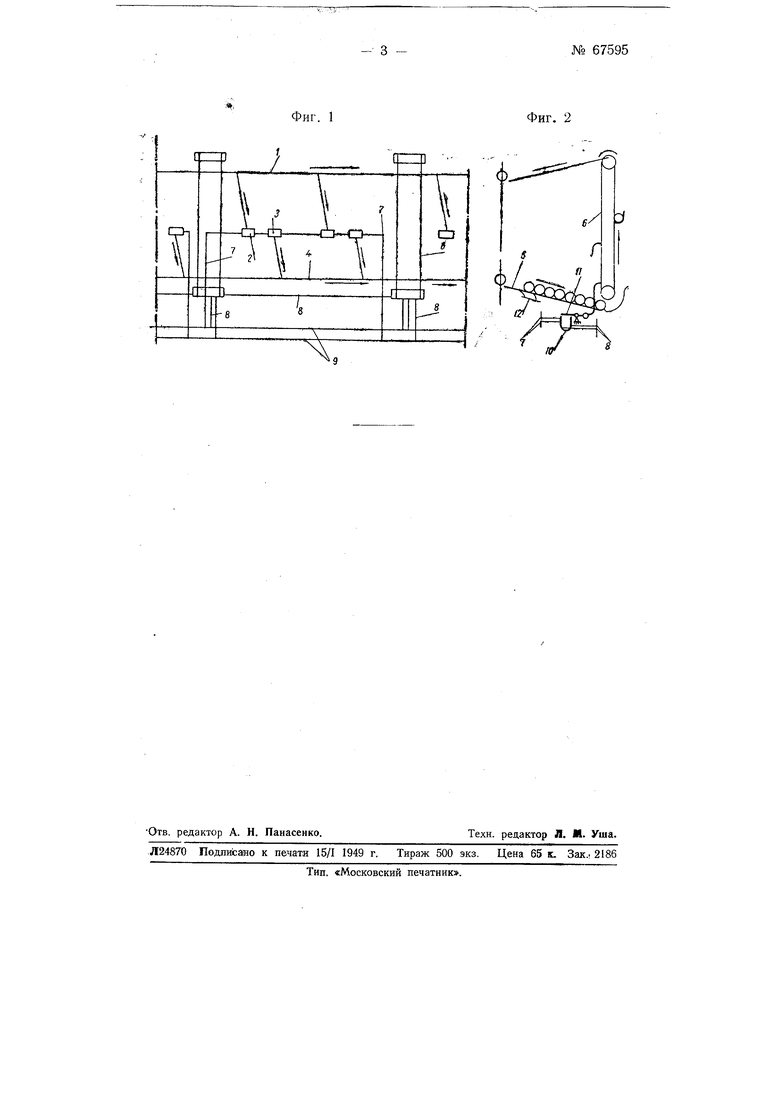
На чертеже фиг. 1 изображает предлагаемую схему расположения поточной линии, вид сбоку вдоль потока, фиг. 2-то же, поперек потока.
Обладая рядом преимуществ, поточные конвейеры имеют тот недостаток, что в них отсутствует устройство, которое обеспечивало бы подачу изделий в поток и на операции в 1 оличестве, необходимом для использования всей производительности конвейера, меняющейся в силу ряда обстоятельств.
На чертеже представлен порядок движения изделий в потоке, снабженном конвейером с автоматическим распределением изделий. Тип конвейера и его перегрузочной автоматики может быть любым.
Необработанные изделия поступа, ют на операцию по верхней, распределяющей ветви 1 конвейера. При помощи перегрузочной автоматики они распределяются между разгрузочными столами 2 рабочих мест и скатываются к ним самотеком. Обработанные изделия с погрузочных столов 5 скатываются в необходимом порядке также самотеком на нижнюю, собирающую ветвь 4 конвейера и следуют в аккумулятор 5 к началу следующей операции.
Здесь установлен элеватор-перегрузчик 6, который поднимает изделия снова на верхнюю ветвь для подачи к станкам следующей операции.
Предлагаемое устройство устанавливается на каждой операции и состоит из двух электрических цепей 7 и 5, подключенных к магистральным проводам 9 и связанных с одним и тем же электромагнитом 10, управляющим щибером-отсекателем И изделий на аккумуляторе. Первая цепь 7 проходит по разгрузочным столам 2 и снабжена контактами, замкнутыми в тех случаях, когда на всех столах имеется по 1- 2 изделия. Вторая цепь 8 замкнута в том «случае, когда аккумулятхзр заполняется и изделия накапливаются в зоне контактов 12. В обоих случаях шибер-отсекатель, поворачиваясь на оси, прекращает доступ изделий на элеватор и далее на операцию. Шибер-отсекатель опускается вниз, и изделия могут поступать на операцию только в том случае, если будут разомкнуты одновременно обе цепи, что показывает на наличие свободных мест как на данной операции, так и па следующем операционном аккумуляторе.
Это устройство разрешает задачу автоматического регулирования подачи изделий в поток, при условии, что скорость конвейера выше той номинальной, которая соответствует нормальной производительности потока.
Работа регулирующих устройств попятна из рассмотрения процесса регулирования. Если на /г-й операции производительность несколько увеличилась, то операционный аккумулятор будет в этом случав истощаться энергичнее, и ес.яи при этом он был насыщен и замыкал свою электрическую цепь, то произойдет раскрытие шибера-отсекателя у расположенного впереди аккумулятора. Таким путем устанавливается взаимосвязь между всеми аккумуляторами и последовательное открывание шиберов вплоть до начала потока. Последующий аккумулятор, получая изделий больше, может энергичнее питать изделиями последующую и все остальные операции.
В том случае, когда производительпость на /г-й операции, наоборот, уменьшится, то операционный аккумулятор начнет насыщаться и, насытившись, выключит питание предыдущей операции и т. д. Если, наконец, условия работы изменятся так, что на рассматриваемой операции увеличится выход неисправимого брака, то вся начальная часть потока поднимет свою производительность до производительности лимитирующей операции.
Во всех рассматриваемых случаях нарушения пормальной работы потока электрическая цепь разгрузочных столов выключает питание операции, когда разгрузочные столы переполнены. Это может произойти, когда аккумулятор следующей операции не замыкает вторую аккумуляторную цепь и допускает поступление изделий, а производительность на рассматриваемой операции снизилась. Разгрузочные столы здесь должны рассчитываться на размещение и тех изделий, которые уже находились на элеваторе и конвейере после закрытия шибер-отсекателя.
Предмет изобретения
Конвейер поточной линии, заключающий в себе устройство, регулирующее подачу изделий с одной операции на другую и управляемое электромагнитом,, срабатывающим лишь при замыкании двух параллельных цепей, отличающийся тем, что замыкание одной цепи поставлено в зависимость от количества изделий, ожидающих обработки у рабочего места, а замыкание второй цепи - в зависимость от количества изделий, поступающих на устройство с предыдущей операции.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического распределения транспортируемых конвейером изделий между рабочими местами, расположенными вдоль конвейера | 1945 |
|
SU71065A1 |
| УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ТЕХНОЛОГИЧЕСКИХ АГРЕГАТОВ ПОТОЧНОЙ ЛИНИИ | 1950 |
|
SU90525A1 |
| Устройство для подналадки с механизмом автоматической подачи командного импульса на рабочий орган станка | 1953 |
|
SU113285A1 |
| Система конвейеров для формирования заказов | 1983 |
|
SU1141049A1 |
| КОНВЕЙЕРНАЯ СИСТЕМА УНИВЕРСАЛЬНАЯ БЛОЧНО-ИНТЕГРАЛЬНО-СЕКЦИОННАЯ ЗООПЕРЕРАБАТЫВАЮЩАЯ | 2002 |
|
RU2239982C2 |
| Автоматическая линия для механической обработки деталей | 1981 |
|
SU986731A1 |
| Поточная линия подачи газетных стереотипов от отливных автоматов к печатным машинам и возврата отработанных стереотипов от печатных машин к отливным автоматам | 1972 |
|
SU438557A1 |
| Устройство для поштучной подачи плит | 1985 |
|
SU1359223A2 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Перегружатель изделий | 1987 |
|
SU1479252A1 |