Изобретение относится к -порошковой металлургии, в частности к устройствам для получения многослойного плакированного проката из металлического порошка. Известно устройство для прокатки порошка, включахщее рабочие и вспомо гательные валки, расположенные в горизонтальной плоскости ij. Недостатком устройства является невозможность получения плакированных материалов. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для получения многослойного плакированного проката из металлического порошка, содержащее бункер подачи материала порошкового слоя, рабочие и вспомогательные валкн 2j. Однако предел технически : возможностей устройства ограничен, посколь ку оно не позволяет получать равномерный плакирушций слой толщиной менее 0,4-0,5% от диаметра рабочего валка. Связано это с тем что лента, предназначенная для плакировки, формуется из порошка вспомога тельными валками. При прокатке порош ка стабильные физико-механические характеристики проката достигаются, когда его толщина составляет 1-1,5% от диаметра валков. Для получения меньших толщин необходимо вести регулировку угла подачи поровоса в диапазоне естественно возникающих значений угла-прокатки. Стабильност захвата пороока при этом нарушается ухудшаются « зико-механические характеристики проката. На прокаты ваемой ленте появляются трещины скворешни Уменьшением зазора меж валками до нуля, можно получить ленту толщиной 0,8-0,9%. от диаметра .валков, так как в процессе стабилиз ции процесса расстояние меящу валка ми увеличивается за счет упругих деформаций элементов клети прокатно стана. Однако это также приводит к раарушенгао кромок проката в связи с тем,что большие деформации сопрокоткяаются возникновением таких растя гнвающих напряжений, которые превьш1ают прочность прсжата. Кроме того, устройство ие позволяет получать прокат, плакирующий металл которого однородно упрочнен дисперс ными нерастворимыми включениями тугоплавких окислов или металлов. Целью изобретения является расширение технологических возможностей устройства и повышение качества проката. Поставленная цель достигается тем, что устройство для получения многослойного плакированного проката из металлического порошка, содержащее бункер подачи материала порошкового слоя, рабочие и вспомогательные валки, снабжено форсункой для напьшения плакирующего металла и бункером для подачи упрочняющего плакирующий слой компонента, вмонтированным в канал подачи расплава форсунки. На чертеже схематически изображено устройство. Он включает рабочие валки 1 и 2, вспомогательные валки 3 и 4, бункер 5 подачи материала порошкового слоя, форсунку 6 и бункер 7 для подачи упрочняющего плакирующий слой компонента. Устройство работает следующим образом. Порошок из бункера .7- подают в расплав, который форсункой 6 распыляют на поверхность водоохлаждаемого рабочего валка 2. Расплав, насыщенный частицами тугоплавких окислов, застывает на поверхности валка в виде тонкой полосы, которая, деформируясь вспомогательным валком 3, отделяется от поверхности вал.а 2 и подается в зазор между валками 1 и 2. Полоса, сформированная из гранул валками 1 и 4, также подается в зазор между валками 1 и 2, где сравнивается с плакирующей полосой. Наличие в устройстве форсунки позволяет уменьшить толщину плакировки за счет напьшения на валок 2 слоя требуемой толщины. С помощью известного и предлагаемого устройства прокатаны полосы жарстрочного сплава 01419. С предлагаемого устройства, имеющего диаметр валка мм, при давлениях распыляющего газа 0,70,9 МПа получали слой алюминия, насыщенного окислами кремния, толщиной 370-250 мкм. При этом плотность слоя составляла 99,3% от плотности компактного материала. При накатке его на ленту из сплава 01419, сформированную в валках 1-4, толщина плакирующего слоя составляла 0,08 % диаметра рабочих валков. J При прокатке с помощью известног устройства минимальная достигнутая толщина плакирующей ленты, сформованной во.вспомогательных валках, составляла 2,05 мм при диаметре валков 200 мм, т.е. приблизительно 1% от диаметра валков. Плотность ленты равнялось 96,2% от плотности компактного материала. При накатке плакирующей ленты на основной слой в рабочих валках ее толщина уменьшилась до 0,48% от диаметра рабочих валков. Таким образом, предлагаемое устройство позволяет в 5раз снизит толщину плакирующего слоя. Применение предлагаемого устройс ва позволяет повысить качество плакирующего слоя за счет того, что распыляемый материал осаждается на валок в.виде частиц, находящихся в 334 твердо-жидком состоянии. При этим возникает процесс спекания, обеспечиваю1ций прочное соединение частиц и высокую плотность плакирующего слоя. При конт1юяе проката, полученного на известном устройстве, около отбраковано по расслоенням н трещинам, появнвшимся в плакнрукяцеЙ ленте прн ее деформации рвбочию валками совместно с основным матецмшлом, что связано с недостаточной прочностью соединения частиц при формовке ленты вспоногательньми валкамм IbiaKir рующая леята, получаемая в предлагаемом устройстве, fftieeT лучшие мехаюгческие характеристики и разрув юю ее при деформации совместно с основ1ШМ материалом не происходит. Предлагаемое устройство обснечивает 1к ышенне выхода годного на 10-152.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ АЛЮМИНИЯ И НИЗКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ С УТОЛЩЕННОЙ ПЛАКИРОВКОЙ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2004 |
|
RU2263014C1 |
| Способ локального плакирования алюминия и его сплавов | 1987 |
|
SU1447611A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СЛОИСТОГО КОМПОЗИТА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444416C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2009 |
|
RU2421312C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ХОЛОДНОГО ПЛАКИРОВАНИЯ АЛЮМИНИЯ ДРУГИМИ МЕТАЛЛАМИ | 2003 |
|
RU2230639C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАКИРОВАННЫХ ЛИСТОВ | 1992 |
|
RU2025238C1 |
| Способ изготовления биметаллических изделий | 1980 |
|
SU935230A1 |
| Способ изготовления плакированных прецизионных тонких полос и прокатный шестивалковый стан для его осуществления | 1990 |
|
SU1796305A1 |
УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПЛАКИРОВАННОГО ПРОКАТА ИЗ.МЕТАЛЛИЧЕСКОГО ПОРОШКА содержащее бункер подачи материала порошкового слоя, рабочие и вспомогательные валки,, отличающееся тем, что, с целью расширения технологических возможностей устройства и повьшения качества проката, оно снабжено форсункой для напыления плакирующего металла и бункером для подачи упрочняющего плакирующий слой компонента, вмонтированным в канал подачи расплава форсунки. I HemaAjiaveeiiuv порошокfmytone.) (Л со со о со 00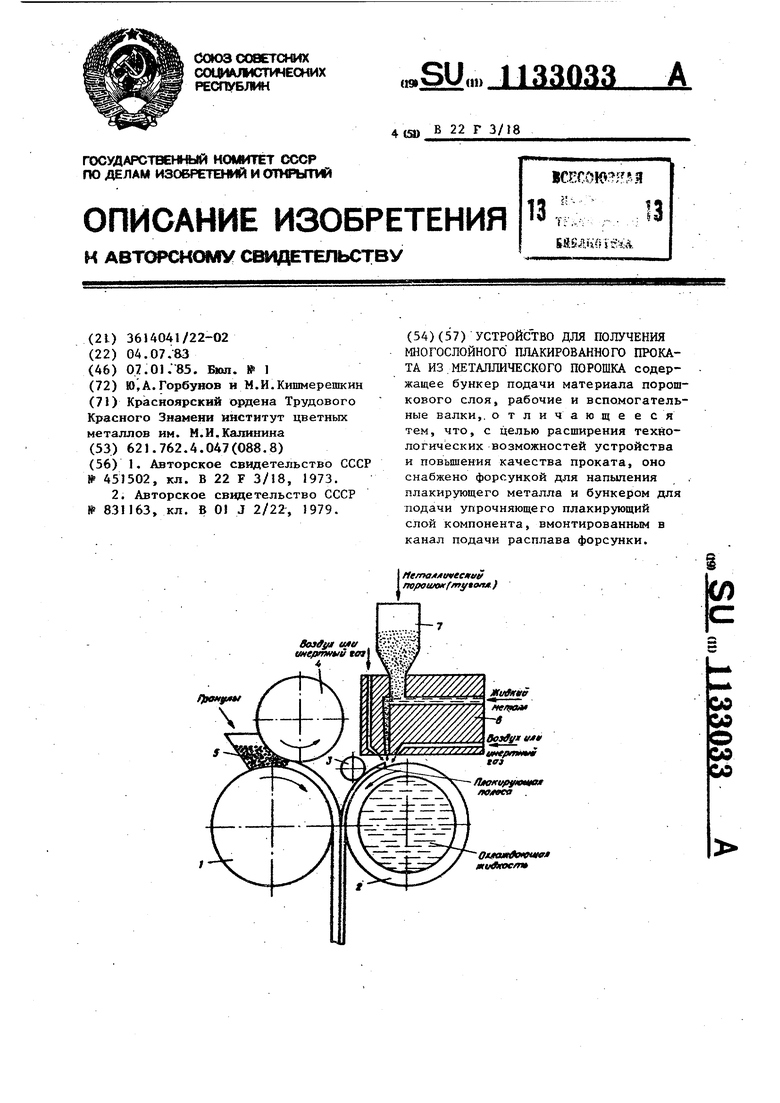
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для прокатки порошка | 1973 |
|
SU451502A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для прессованияпОРОшКООбРАзНОгО МАТЕРиАлА | 1979 |
|
SU831163A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
