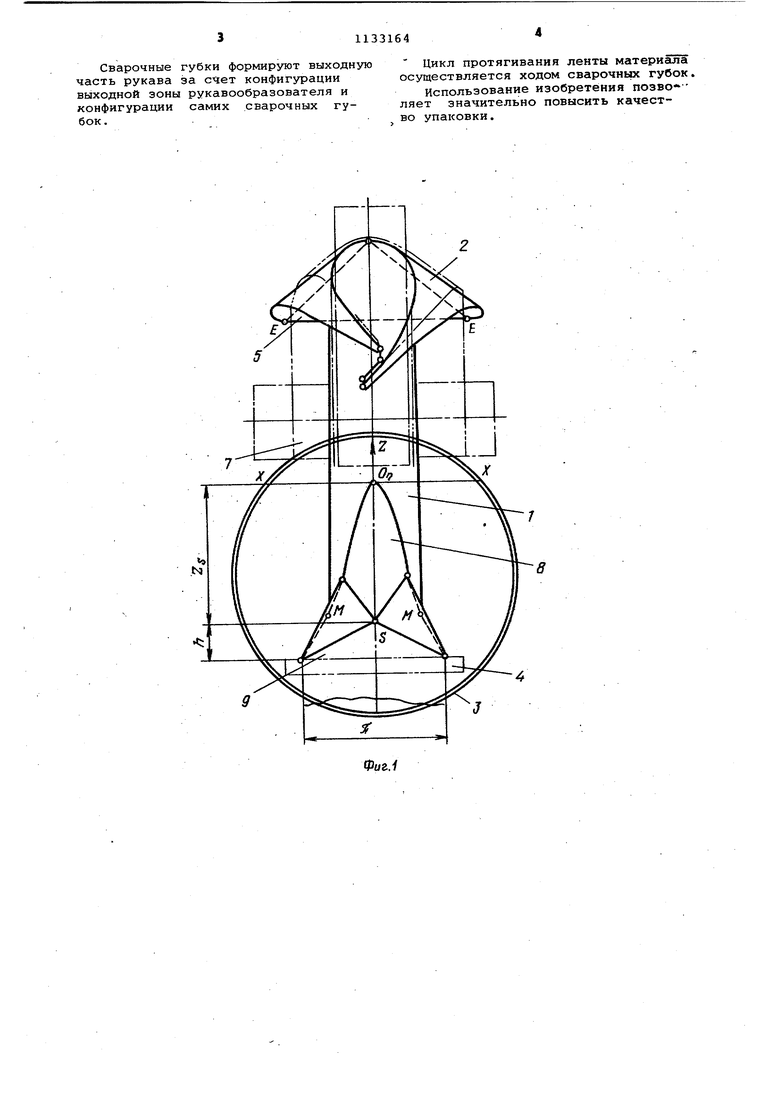
Изобретение относится к техноло гическому оборудованию производств рукавов, труб, в частности к фасовочно-упаковочной технике. Известен рукавообразовательный узел фасовочно-упаковочного устрой ства, содержащий рукавообразовател в виде трубы, с входной и выходной зонами и сварочные губки. В рукаво образовательном узле труба имеет на выходной зоне срезы, предназначе ные для подготовки сформированного рукава к сплющиванию сварочными губ ками ij. Недостаток известного устройства заключается в том, что срезы, предназначенные для подготовки сфор мованного рукава к сплющиванию сварочными губками не обеспечивают изометрического преобразования при переходе от круглого рукава к сплющенному, вследствие чего появля ются..морщинистость, смятие и растяжение формуемого материала, и не только на выходе в зоне подхода к,поперечным сварочным губкам. Это в конечном счете приводит к снижению качества упаковки. Цель изобретения - повышение качества упаковки. Для достижения постайленной цели в рукавообразовательном узле фасовочно-упаковочного устройства, соде жащем рукавообразователь в виде тру бы с . входной и выходной, зонами и сварочные губки, выходная зона рук вообразователя выполнена в виде ком бинированной кривой, состоящей из двух участков, координаты одного из которых определяются параметрическими уравнениями V-bcosU OiUiO,95 , а координаты другого - параметрическими уравнениями 1-003 и 2 (U-sinU||-b, h -2K-|-(U-5inU) , : а о |2зГгз,5 , при этом каждая сварочная губка сна жена тремя треугольными пластинами вершины которых совмещены в точке пересечения участков кривой, а осно ванйе одной из них лежит на сварочной губке, причем Zg- координата совмещенных вершин треугольных пластин; - расстояние от основания треугольной пластины до точки пересечения участков кривой; и - угол от центра координат дq участков кривой в радианах, а к - коэффициент, харьактеризующий длину выходной зоны рукавообразователя. На фиг.1 показан рукавообразовательный узел фасовочно-упаковочного устройства, общий вид; на фиг.2 схема образования рукава. Рукавообразовательный узел фасовочно-упаковочного устройства содержит рукавообразователь,, имеквдий цилиндрическую часть 1, входную зону 2 и выходную зону 3, а также сварочные губки 4. Входная зона 2 имеет плоский треугольный элемент 5. Лента 6 материала, из которого формируется рукав,.размещена на рулоне 7. Выходная зона рукавообразователя выполнена из двух участков, формирующих плоскую часть 8 выходной зоны рукайообразователя. Координаты одного из участков определяются парамет рическими уравнениями ; : 1-cosU ; -, 0 (J 0,95 . Этот участок стыкуется с вторым участком, переходит в него и определяется параметрическими уравнениями - -, , 1-cos(J ; Z k.(y- sinU)-ti . Коэффициент К, характеризугадий длину выходной зоны рукавообразователя, определяется по формуле а расстояние ь от основания треугольной пластины S сварочных губок до точки пересечения участков кривой по формуле Ь:2к|-(и-51пи) . Причем, угол U рт центра координат до участков кривой измеряется в радианах. К боковым сторонам треугольной пластины 9 каждой сварочной губки закреплены две вспомогательные треугольные пластины, вершины которых совмещены в точке S пересечения участков кривой. Рукавообразовательный узел фасовочно-упаковочного устройства работает следующим образом. Лента б материала, из которой формируют рукав, сматываясь с рулона 7,. поступает на плоский треугольный элемент 5 входной зоны 2 рукавообразователя и втягивается во внутреннюю полость цилиндрической части 1, облегая при этом обтекаемые поверхности и принимая ее форму.
Сварочные губки формируют выходную часть рукава за счет конфигурации выходной зоны рукавообразователя и конфигурации самих сварочных губок .
Цикл протягивания ленты материала осуществляется ходом сварочньрс губок.
Использование изобретения позво ляет значительно повысить качество упаковки.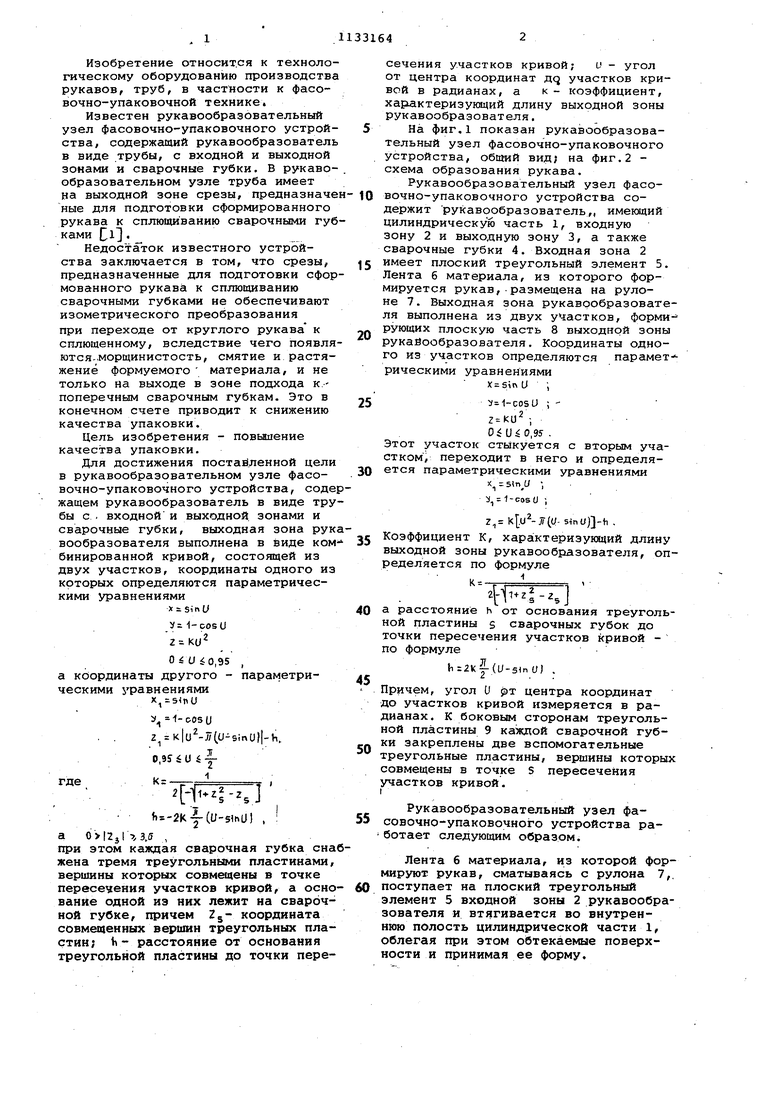
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА В РУКАВ | 2005 |
|
RU2287460C1 |
| Рукавообразователь,способ его изготовления и устройство для осуществления способа | 1983 |
|
SU1211149A1 |
| Рукавообразователь | 1978 |
|
SU751718A1 |
| Рукавообразователь | 1980 |
|
SU921974A1 |
| Устройство для запечатывания полимерных пакетов,сформированных на двойном рукавообразователе | 1983 |
|
SU1139673A1 |
| РУКАВООБРАЗОВАТЕЛЬ | 2003 |
|
RU2248918C2 |
| УСТРОЙСТВО для ФОРМОВАНИЯ МНОГОУГОЛЬНОГО в ПОПЕРЕЧНОМ СЕЧЕНИИ РУКАВА ИЗ ЛЕНТЫ | 1972 |
|
SU335169A1 |
| УСТРОЙСТВО ПОПЕРЕЧНОЙ СВАРКИ | 2013 |
|
RU2545121C1 |
| ФАСОВОЧНО-УПАКОВОЧНЫЙ ВЕРТИКАЛЬНЫЙ АППАРАТ | 1996 |
|
RU2096281C1 |
РУКАВООБРАЗОВАТЕЛЬНЫЙ УЗЕЛ ФАСОВОЧНО-УПАКОВОЧНОГО УСТРОЙСТВА, содержащий рукавообразователь в виде трубы с входной и эыходной зонами и сварочные губки, отличающий с я тем, что с целью повышения качества упаковки, выходная зона рукавообразователя выполнена в виде комбинированной кривой, состоящей из двух участков, координаты одного из которых определяются параметрическими уравнениями XsSin и , y 1-cosU; ; Oi и 0,95 , а координаты другого - параметрическими уравнениями У и Z,(U-sinU)-V, 0,95 и ,- К где Г -(--{ ,-- -гК j(U-sinU) , 0(Zs| 73, при этом каждая сварочная губка снабжена тремя треугольными пластиi нами, вершины которых совмещены в точке пересечения участков кривой, (Л С а основание одной из них лежит на сварочной губке, причем fg - координата совмещенных вершин треугольных пластин; - расстояние от основания треугольной пластины до точки пересечения участков кривой; и - угол от центра координат до участков кривой в радианах, а k|оо со коэффициент, характеризующий длину выходной зоны рукавообразователя. да 14
Напраблемае ffSt/ кемия pyffCfSa
fpuz.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
