| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2004 |
|
RU2259896C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС НА РЕВЕРСИВНОМ СТАНЕ | 2014 |
|
RU2587010C2 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ С НАТЯЖЕНИЕМ | 2009 |
|
RU2409432C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2596566C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2003 |
|
RU2233892C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС | 2011 |
|
RU2467813C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2011 |
|
RU2463115C1 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ БУКСОВАНИЯ ВАЛКОВ КЛЕТИ КВАРТО ЛИСТОПРОКАТНОГО СТАНА | 2022 |
|
RU2808119C1 |
| Прокатный стан и соединительный элемент привода рабочих валков прокатного стана | 1990 |
|
SU1738397A1 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310526C2 |
СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ЛИСТОВ И ПОЛОС, включающий прокатку в валках с приложением к одному из них колебаний с регулируемой частотой, отличающийся тем, что, с целью повышения электротехнических и механических свойств путем регулирования неоднородности его структуры, прокатку осуществляют с периодическим изменением угла задачи заднего конца полосы в валки на величину, равную одному-двум углам захвата полосы валками и с Хчастотой колебаний в пределах 20-5000 Гц.
СО 4
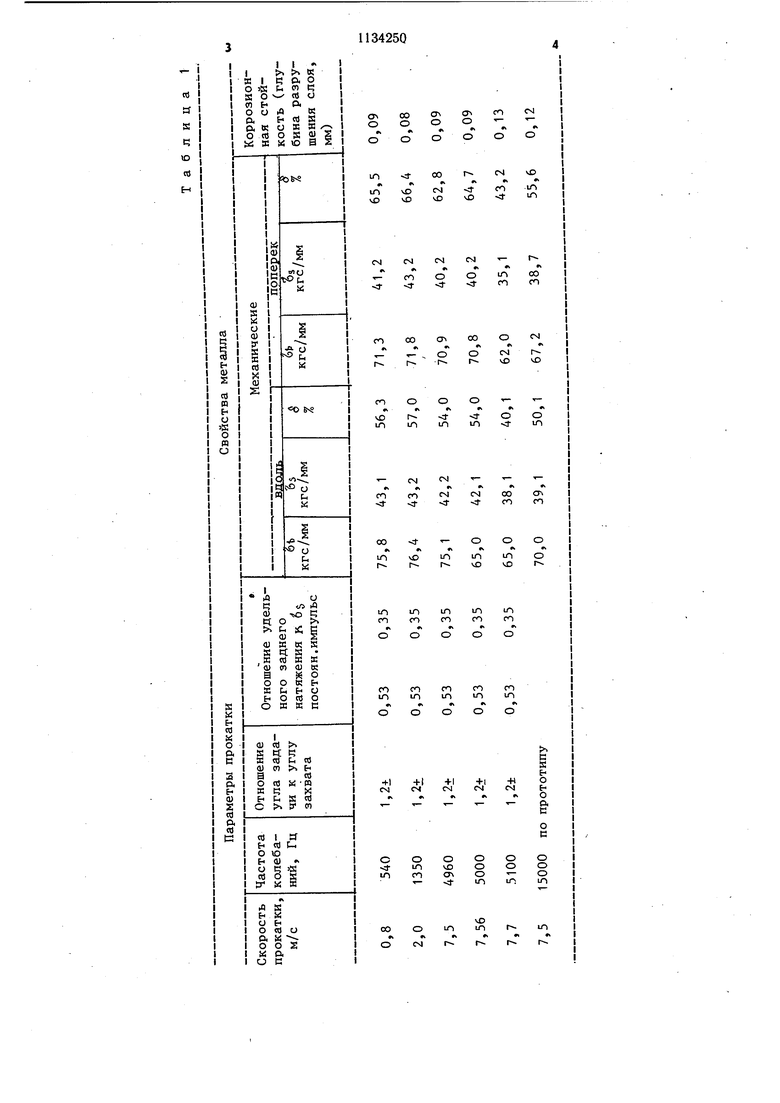
ГС ел Изобретение относится к металлургическому производству, ,а именно к прокатке листовой полосовой стали с заданными физическими свойствами, зависящими от структуры и текстуры прокатанного металла. Известен способ производства стальных листов и полос, при котором прокатку ведут с задними натяжениями, на 25-бО /о превышающими передние, составляющими 30-40% от сопротивления металла пластической деформации, с наименьшей длиной зоны опережения, обеспечивающей исключение пробуксовки 1. Способ благодаря напряженному состоянию очага деформации и соответствующему ему структурному состоянию металла после деформации обеспечивает повышение электротехнических свойств металла (магнитной индукции и потерь на перемагничивание). Однако, структурное состояние металла, включая диспергирование кристаллов, достигаемая внутризеренная разориентировка недостаточно повышает уровень электротехнических свойств. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ производства стальных полос, включающий прокатку в валках с приложением к одному из них колебаний с регулируемой частотой 2. Однако известный способ не оказывает влияния на структуру металла и, следовательно, не сопровождается изменением свойств металла как механических, так и электротехнических. Цель изобретения - повышение электротехнических и механических свойств путем регулирования неоднородности его структуры. Поставленная цель достигается тем, что согласно способу производства стальных листов и полос, включающему прокатку в валках с приложением к одному из них колебаний с регулируемой частотой, прокатку осуществляют с периодическим изменением угла задачи заднего конца полосы в валки на величину, равную одному-двум углам захвата полось валками и с частотой колебаний в пределах 20-500 Гц. С целью изменения угла задачи заднего конца полосы в валки при постоянном направлении полосы в зону деформации, заднее натяжение полосы импульсно увеличивают до величины 0,5-0,7 предела сопротивления металла пластической деформации, затем снижают до величины 0,3-0,5 этого предела, поддерживая на этом уровне. Условием получения неоднородной структуры в прокатываемой стали является периодическое изменение напряженного состояния очага деформации таким образом, чтобы течение металла по его высоте периодически меняло свое направление. Это условие может быть достигнуто, если во время прокатки предварительно нагартованной стали периодически менять угол задачи полосы в очаг деформации в обе стороны от плоскости прокатки (плоскости перпендикулярной к плоскости проходящей через оси рабочих валков). При изгибе полосы вокруг валка и приложении к концам полосы растягивающих напряжений происходит локальная деформация в узкой области по высоте полосы, направленной под углом 45° к ее поверхности, что соответствует направлению плоскостей главных касательных напряжений. При смене фазы колебаний и изгибе полосы вокруг второго валка процесс повторяется с той разницей, что плоскость пластичного сдвига теперь направлена под прямым углом к плоскости первого сдвига. Изменение угла задачи полосы в валки Р удвоенного угла захвата нецелесообразно, поскольку повышается опасность приваривания поверхности полосы к поверхности валка вследствие различия в скоростях этих поверхностей и увеличения участка их соприкосновения. Пример 1. Прокатку предварительно нагартованных (со степенью деформации 50%) стальных полос из нержавеющей стали марки 08Х12Н10Т проводили на стане кварто 1700 Челябинского меткомбината с толщины 1,22 мм на толщину 1,0 мм с коэффициентом вытяжки 1,22 в диапазоне скоростей 0,8-7,7 м/с. Для обеспечения периодического изменения угла задачи заднего конца полосы в зону деформации под углом 3,4°, образованного превышением направляющего ролика над уровнем плоскости прокатки, заднее натяжение полосы импульсно увеличивали на величину 0,5-0,7 предела сопротивления металла пластической деформации, а затем снижали до величины 0,3-0,5 этого предела и поддерживали на этом уровне. Частоту колебаний заднего конца полосы регулировали скоростью прокатки в соответствии с зависимостью f Vnp/ Л hp f - частота изменения угла задачи полосы в валки; К - коэффициент вытяжки полосы в проходе; - скорость прокатки; ho входное значение толщины полосы. После прокатки осуществляли термообработку по стандартному режиму: нагрев до 1100°С, выдержка 2 мин на 1 мм толщины полосы, охлаждение в воде. Механические свойства определяли согласно ГОСТ 5582-72, коррозионные по ГОСТ 6032--75. Режимы прокатки и результаты испытаний приведены в табл. 1.
nJ
tf
S t
Ю ce H
t
a
cd n E- о « о n о
я к
EH
со
р,
2 о,
tfl о, «
с
см
a
ON
о
о
см
vC
00
in
{Л
оСЧ
1Л1
)
vD
vD
cs
00
1Л
о г
о
го
го
|со
00
см
г
о г
чО
чО
о о
о
4f
1Л lO
.
S о
fl
А
-н г
S см
р.
о с
о о о in
о о о ш
о
о о
40 У
ш
-
чО
1Л
ш
Из приведенных результатов видно, что при .производстве нержавеющей . стали типа 08Х18Н10Т по предлагаемому способу существенно улучщаются механические свойства стали; прочностные характеристики возрастают на 7-8%, пластические на 8-12%. Улучшается и коррозионная стойкость стали на 25/о.
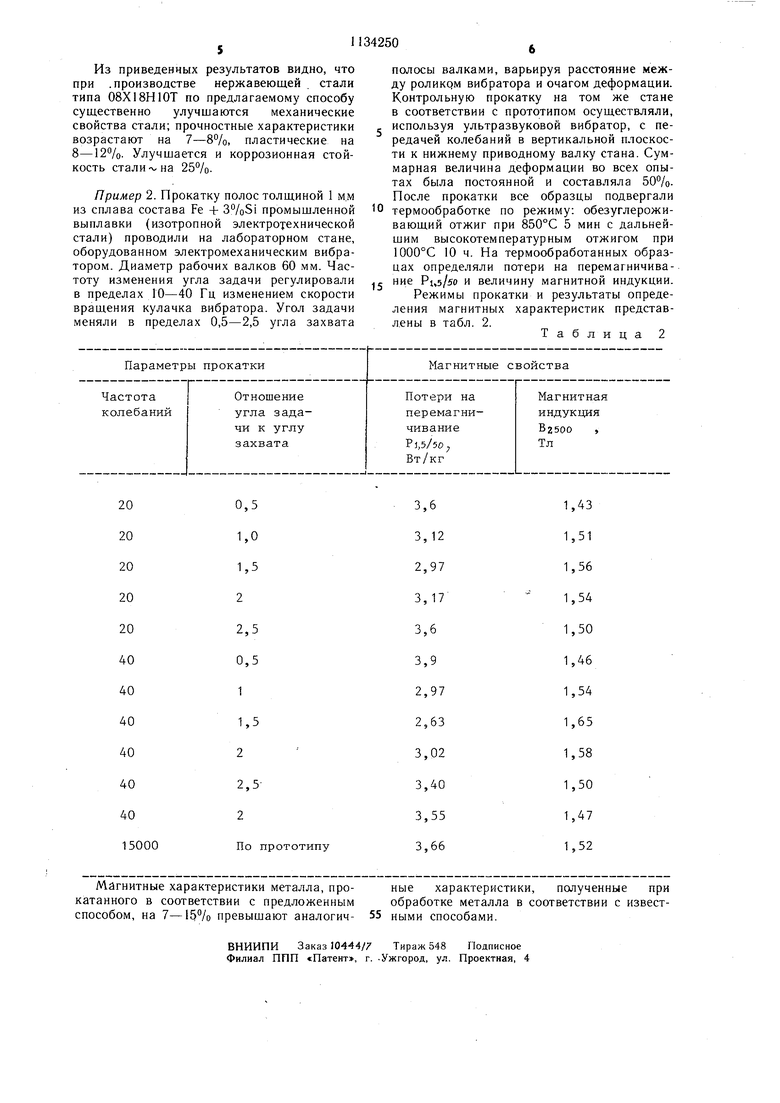
Пример 2. Прокатку полос толщиной 1 мм из сплава состава Fe + 3%Si промышленной выплавки (изотропной электротехнической стали) проводили на лабораторном стане, оборудованном электромеханическим вибратором. Диаметр рабочих валков 60 мм. Частоту изменения угла задачи регулировали в пределах ГО-40 Гц изменением скорости вращения кулачка вибратора. Угол задачи меняли в пределах 0,5-2,5 угла захвата
полосы валками, варьируя расстояние между роликам вибратора и очагом деформации. Контрольную прокатку на том же стане в соответствии с прототипом осуществляли, используя ультразвуковой вибратор, с передачей колебаний в вертикальной плоскости к нижнему приводному валку стана. Суммарная величина деформации во всех опытах была постоянной и составляла 50%. После прокатки все образцы подвергали
термообработке по режиму: обезуглероживающий отжиг при 850°С 5 мин с дальнейшим высокотемпературным отжигом при 1000°С 10 ч. На термообработанных образцах определяли потери на перемагничива, ние Pi,5/5o и величину магнитной индукции. Режимы прокатки и результаты определения магнитных характеристик представлены в табл. 2.
Таблица 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ прокатки текстурованной холоднокатаной трансформаторной стали | 1978 |
|
SU776677A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ дрессировки полосы | 1977 |
|
SU631220A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
