Известны способы пайки мя1Ч 11М11 о,л015янист()-сви11иовым11 ирииояли i; технолО|-11и производства паяльных работ как наложение слоя припоя но поверхности или шву иутем погрхжения издели н ванну с расп.чавле.чпым припоем - так называемая механическая naiiKa. (Однако тот впл пайкн имеет большой недостаток излишне расходуемый трипо1 |. сн1жагощий качество изделий по весу и лобовому сопротивлению (например, при naiiKe сотовых радиато1юв путем погружепия торцо ; сот и ваяну с )асп:1авлен 1ым припоем, где, помимо спаивания разде.танных концов трубок радиатора, одновременно бесполезно облуживаются на глубину погружения в расплавленный припой, поверхности внутренних neitiiметров трубок сот радиатора).
Описываемый способ пайки мягкими о.товянисто-свинцовыми нриноями, в отличие от ранее известных, состоит в том, что изделие погружается в расплавленный припой с температурой плавления 370-380° только на г,-1уб|п у 1г- 0,5-3 .мм, а опайка вследствие явления каииллярности и молекулярной сцепляемости жидкого припоя производится на ве-личину 12-30 мм сверх глубины погружения изделия в припой; при этом обеч: чивается требование су цествуюа1их технических условий н чертежей бе, качеству радиаторов.
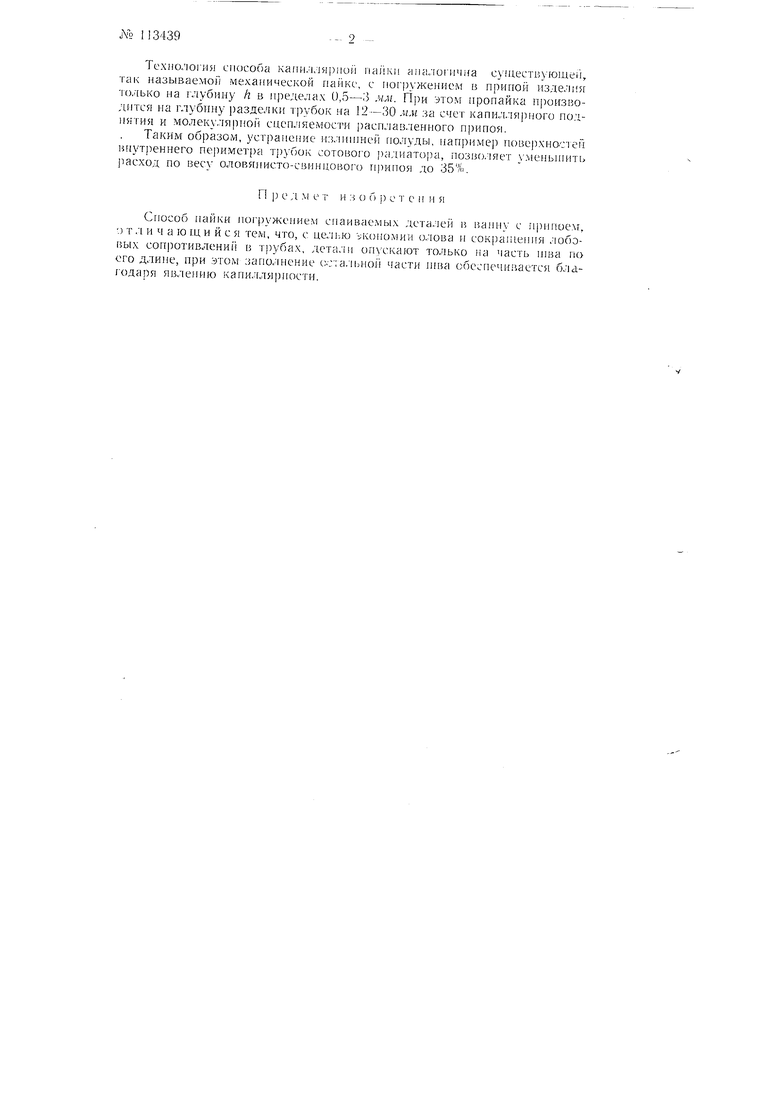
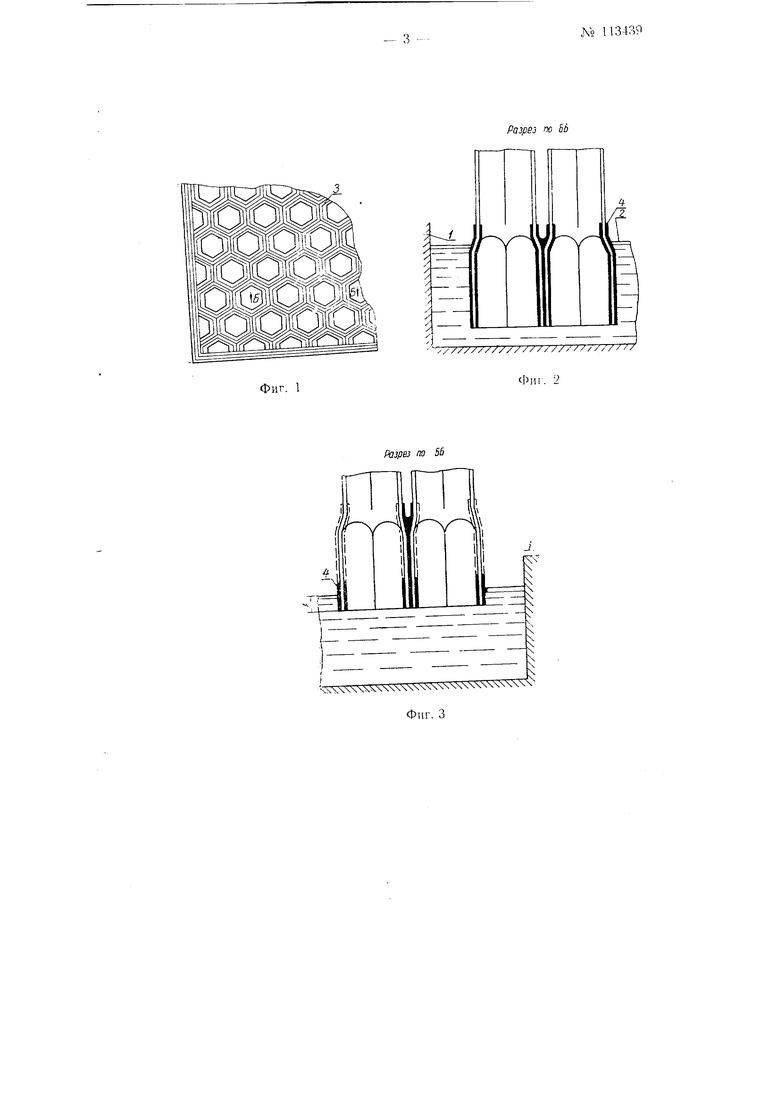
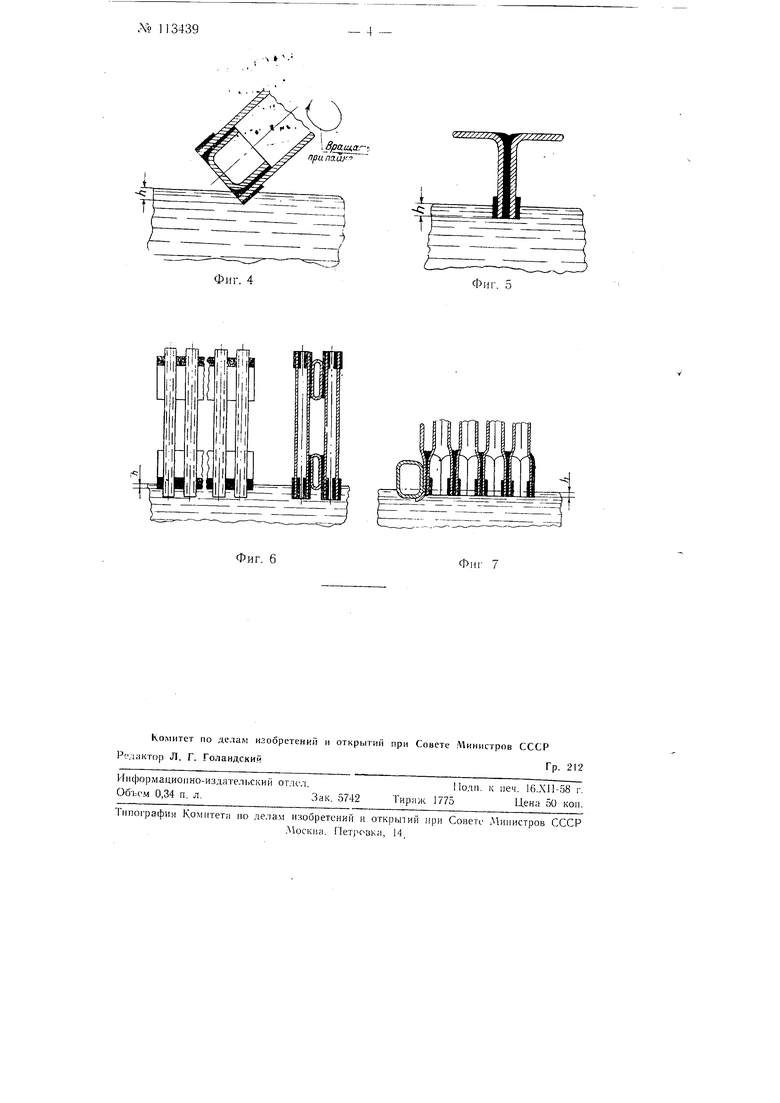
На фиг. 1 изображен радиатор, вид сверху; па фиг. 2 н 3 - разрез но /5/У сравнительных схем пайки трубок сот радиатора; на 4иг. 4 - naiiка цилиндра : отбортованным донышком; на фиг. 5-пайка плоскостей; на фиг. 6 - пайка сот радиатора с обечайкой; на сЬиг. 7-пайка круг.тых трубок с плоскими трубками.
На чертежах ванна для припоя /, уровень расплавле}1ного припоя i ван}|е 2, соты радиатора 3, погружаемые в ванну по сддцествующему способу на 14-17 мм, а по описываемому на 0,5-3 мм. Величина пропайки трубок -( по существующему способу на 6-20 .к.и, а по описываемому иа8-30л;л(.
jVo 113439- 2
Технология способа каникулярной naiiKii ана.логнчна сучцествуюше, так называемой механической пайке, с ногруженисм в припой излелня -го.-чько на глубину /г в пределах 0,5-3 мм. При УТОМ пропайка Н|)оизволгггся на глубину разделки трубок на 12-30 мм за счег капил.чярного подпития и молекулярной снепляемости расплавленного припоя.
Таким образом, устранение из.нпнней полуды, например поверхно/гген впутреннего перимет|)а трубок COTOBOIO радиатора, позво.ляет уменынить 1асход по весу оловяписто-свннцово1о припоя до 35/.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления берд с пропайкой зубьев | 1978 |
|
SU724291A1 |
| Способ пайки погружением | 1976 |
|
SU575183A1 |
| СПОСОБ ПАЙКИ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2005 |
|
RU2372175C2 |
| Способ соединения кабеля с наконечником | 1981 |
|
SU1001249A1 |
| Способ пайки трубной решетки с трубками | 1988 |
|
SU1574412A2 |
| ПОПОЛНЯЕМЫЙ БЕССВИНЦОВЫЙ ПРИПОЙ И СПОСОБ РЕГУЛИРОВАНИЯ КОНЦЕНТРАЦИИ МЕДИ И НИКЕЛЯ В ВАННЕ ДЛЯ ПАЙКИ | 2006 |
|
RU2410222C2 |
| Способ лужения и пайки | 1983 |
|
SU1143541A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПАЙКИ ДЕТАЛЕЙ | 1966 |
|
SU186267A1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ ПОГРУЖЕНИЕМ В РАСПЛАВЛЕННЫЙ ПРИПОЙ | 1996 |
|
RU2113946C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СМАЧИВАНИЯ МАТЕРИАЛОВ ПРИПОЯМИ | 2000 |
|
RU2207541C2 |
Способ пайки ногружение.м спаиваемых деталей в ванну с iipimoeM, .) т .т и ч а ю ГЦ и йся тем, что, с целг.ю {сономии о.лова н сокран1е1П1я .юбэвых сопротивлени в трубах, дета.ш опускают только на часть пнза па ого длине, при этом запо.тпение (:с;а,1ьной части нва обеспечивается бла/одаря явлению капи.тлярности.
