1
Изобретение относится к области пайки, в частности к способам пайки изделий с предотвращением растения припоя на отдельных участках изделия.
Известен способ нанесения припоя на заданную часть паяемых деталей, при котором используют несмачиваемый припоем шаблон, предотвращающий смачивание деталей припоем в зоне его размещения. Способ предназначен для деталей простой конфигурации.
Известен способ изготовления берд с припайкой зубьев, включающий размещение между зубьями берда вставок, несмачивающихся припоем и предотвращающих затекание припоя в защищаемые от пайки места, с последующим заполнением расплавленным припоем мест пропайки.
Вставки формируют следующим образом. Водным раствором гипса замазывают всю поверхность берда и зазоры между зубьями. После сушки гипс удаляют из мест будущих пропаек, наносят флюс и бердо погружают в ванну с расплавленным припоем для пайки.
Недостатками этого способа являются необходимость покрывать раствором гипса всю поверхность берда и заполнять им зазоры между зубьев, а после сушки удалять его из мест будущих пропаек; плохое качество пропаек, вызванное тем, что полностью удалить гипс из мест зазоров не удается; трудности и трудоемкость удаления гипса с поверхности берда и зазоров между зубьями, откуда его полностью удалить не представляется возможным, даже после травления в кислоте и обработки металлической щеткой.
Целью изобретения является повышение качества пропайки зубьев и упрощение технологического процесса.
Поставленная цель достигается тем, что в качестве вставок используют пружинки.
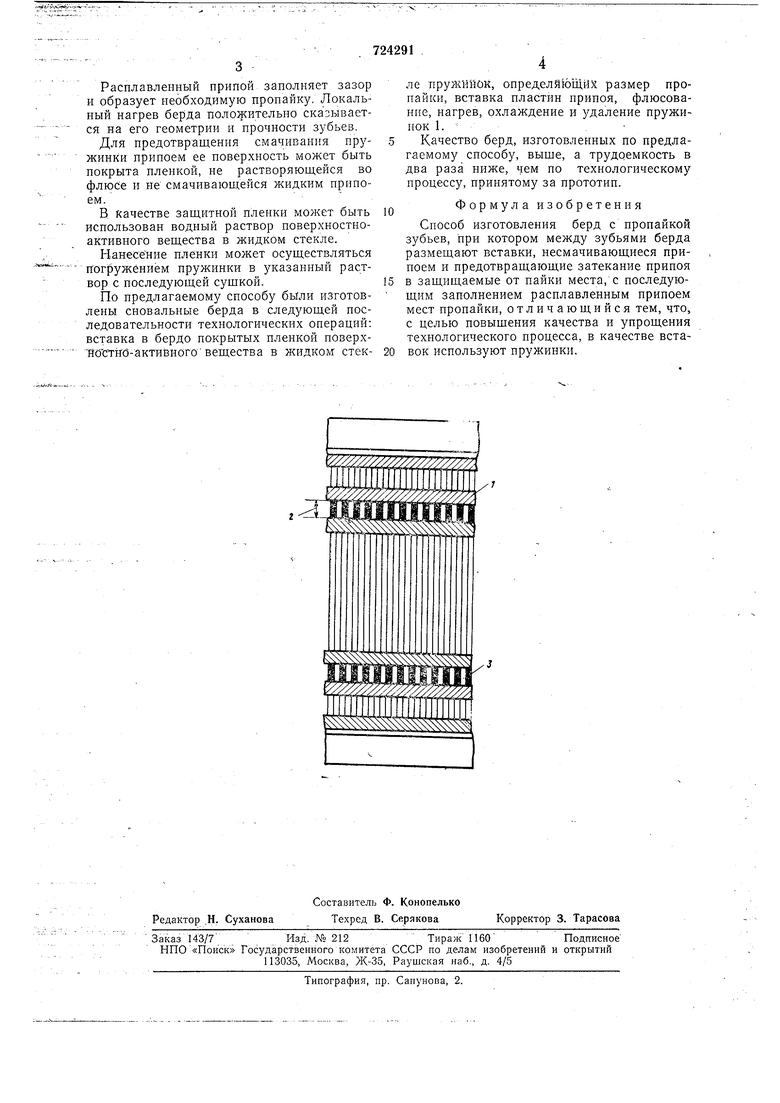
Предлагаемый способ иллюстрируется чертежом.
Пружинки 1 вставляют витками между зубьями берда на расстоянии, определяющем величину пропайки 2, и ограничивают растекание припоя 3.
В качестве флюса исиользуется раствор эвтектического состава хлористого цинка и хлористого аммония в глицерине.
В зазор между зубьями в местах иропаек вставляются калиброванные по габаритам пропайки пластинки припоя и флюсуются. Затем бердо укладывается на нагревательное устройство, обеспечивающее его нагрев только в местах пропайки, и нагревается до температуры плавления припоя.
Расплавленный припой заполняет зазор и образует необходнмую пронайку. Локальный нагрев берда положительно сказывается на его геометрни и прочности зубьев.
Для предотвращения смачивания пружинки припоем ее поверхность может быть покрыта пленкой, не растворяющейся во флюсе и не смачивающейся жидким прнпоем.
В качестве защитной пленки может быть использован водный раствор поверхностноактивного вещества в жидком стекле.
Нанесение пленки может осуществляться погружением пружинки в указанный раствор с последующей сушкой.
По иредлагаемому способу были изготовлены сновальные берда в следующей последовательности технологических операций: вставка в бердо покрытых пленкой новерхНОстнО-активного вещества в жидком стекле пружинок, определяющих размер пропайкн, вставка пластин припоя, флюсование, нагрев, охлаждение и удаление пружинок 1.
Качество берд, изготовленных по предлагаемому способу, выше, а трудоемкость в два раза ниже, чем по технологическому процессу, прииятому за прототип.
Формула изобретения
Способ изготовления берд с пропайкой зубьев, прн котором между зубьями берда размещают вставки, несмачивающиеся припоем и предотвращающие затекание припоя в защищаемые от пайки места, с последующим заполнением расплавленным припоем мест нропайки, отличающийся тем, что, с целью повыщения качества и упрощения технологического процесса, в качестве вставок используют пружинки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки погружением в расплавленный припой твердосплавных вставок к корпусу буровой коронки | 1982 |
|
SU1043933A1 |
| СПОСОБ НИЗКОТЕМПЕРАТУРНОЙ ПАЙКИ ТОНКОСТЕННЫХ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ ТИТАНА И СТАЛИ | 2010 |
|
RU2443521C1 |
| Способ пайки трубной решетки с трубками | 1988 |
|
SU1574412A2 |
| Способ пайки изделий | 1981 |
|
SU1107971A1 |
| ФЛЮС ДЛЯ ПАЙКИ И ЛУЖЕНИЯ ЛЕГКОПЛАВКИМ ПРИПОЕМ | 2000 |
|
RU2208505C2 |
| Способ контактной пайки изделий | 1977 |
|
SU727350A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕРДА К РУЧНОМУ ТКАЦКОМУ СТАНКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031994C1 |
| Флюс для контактного флюсования | 1988 |
|
SU1611666A1 |
| Способ индукционной пайки | 2023 |
|
RU2824969C1 |
| Способ пайки изделий с развитыми паяемыми поверхностями | 1976 |
|
SU664774A1 |
