00 4 0
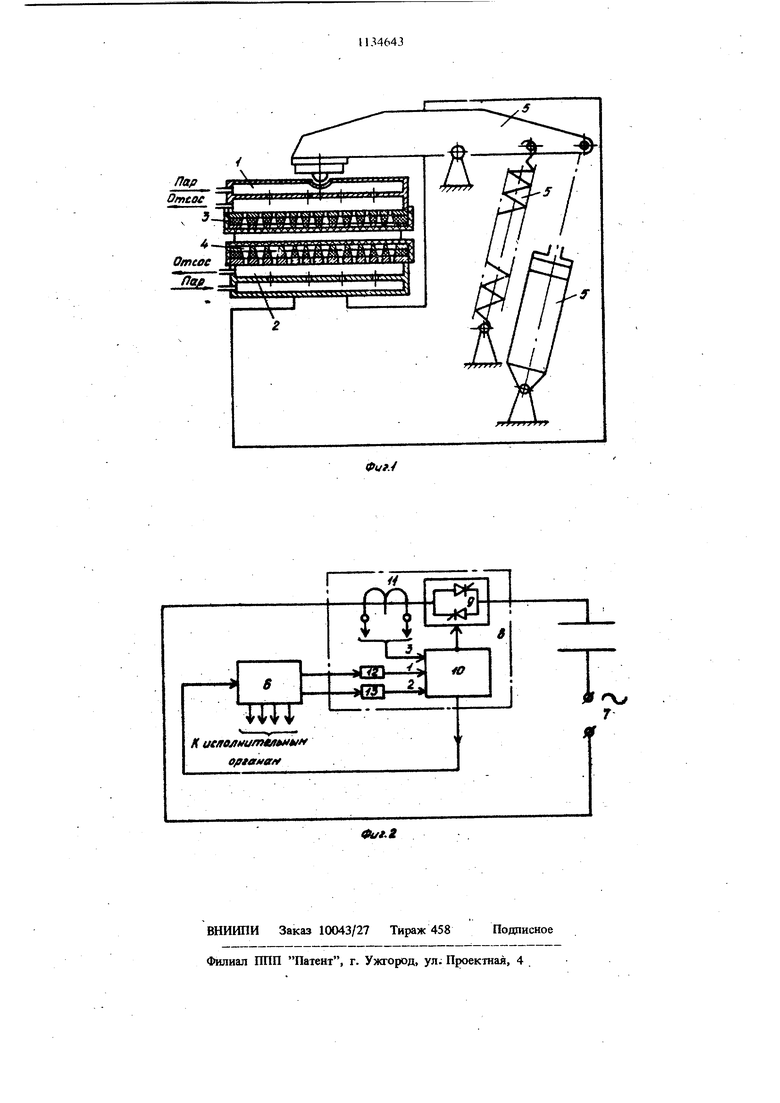
ее Изобретение относится к механизмам для влажно-тепловой обработки швейных и трикотажных изделий. Известен пресс для влажно-тепловой обработки игеейных изделий, содержащий подвиж кую и неподвижную подушки с перфорирова ными плитами, средство для прижима подвижной подушки к неподвижной, программное устройство 1. Недостатком известного устройства являет ся низкая производительность, обусловленная низкой температурой подушек и большим временем нагрева изделия. Цель изобретения - повыше1ше производительности труда. Поставленная цель достигается тем, что пресс для влажно-тепловой обработки швейных изделий, содержащий подвижную и иеггадвижную подушки с перфорированными плитами, средство для прижима подвижной подушки к неподвижной, программное устройство, имеет истоцшк напряжения и регулятор тока, включающий регулирующий элемент, блок сравнения, датчик тока, задатчИк максимального значения тока и задатчик влажности, причем перфорированные плиты выполнены из токопроводящего материала, изолировяны от обрабатываемого изделия теплостойкой тканью и соединены: первая с первой клеммой источника напряжения, вто рая - с выходом регулирующего элемента, первь1м .входом подключенного к первому блока сравнения, второй выход кото рого подключен к входу программного устройства, первым и вторым входами подклю ченного через задатчик максимального значсгаш тока и через задатчик влажности к первому и второму входам блока сравнени к третьем входу которого, подключен датчик тока, связанный с шиной питания рег лирующего элемента. Отверстия перфораций в плитах имеют форму усече{шого конуса, широкой стороно обращенного к обрабатываемому изделию. На фиг. 1 изображена общая схема устройства; на фиг. 2 - функциональная схем электрической части пресса. Пресс состоит из подвижной подушки 1, неподвимсной подушки 2, перфорированных плит 3 и 4, средства для прижима подвиж ной подушки к неподвижной 5, программн го устройства 6, источника напряжения 7, гулятора тока 8, регулирующего элемента блока сравнения 10, датчика тока 11, зада чика максимального значения тока 12, зада чика влажности 13. Устройство функционирует следующим образом. Полуфабрикат при раскрытом прессе укладывают на нижнюю подушку 2. Затем после нажатия оператором кнопки в автоматическом режиме осуществляется обработка деталей одежды. Указанный процесс осуществляется в следующей последовательности. Механизм закры я и прессования опускает верхнюю подушку 1 до соприкосновения с полуфабрикатом, после чего осуществляется равномерное увлажнение и нагрев обрабатываемых материалов паром, подаваемым через подушки. Одновременно с пропариванием осуществляется подача электрического напряжения на перфорированные плиты 3 и 4 . Ток проходящий через полуфабрикат, дополнительно, нагревает его, что способствует превращению конденсата, находящегося в волокнах ткани в начальный момент пропаривания, в пар. Величина тока, проходящего через полуфабрикат, фиксируется датчиком тока 11 и поступает на вход блока сравнения 10. Выходной сигнал 6jfOKa сравнения 10 управляет силовым .регулирующим элементом 9. Задатчик максимального значения тока 12 задает оптимальную величину рабочего тока. При этом величина тока обеспечивает скорость парообразования, отвечающую качеству обработки. После достижения полуфабрикатом уровня электропроводности, отвечающего требуемой степеии увлажнения, ток, проходящий через полуфабрикат, возрастает до заданной регулятором тока 8 оптимальной величины. Блок равнения 10 подает сигнал па программное устройство 6, отключающее пропаривание и прессование. Электропроводность полуфабриката вследствие сжатия . увеличивается, причем уровень тока остается постоянным вплоть до завершения процесса превращения конденсата в пар и прогрева полуфабриката по всему объекту, что сопровождается снижением его уровня электропроводности. При том ток резко уменьшается, и при достижении значения тока, заданного задат шком 13, орган сравнения выдает команду через грограммное устройство 6 на окончание прессования и включение вакуумного отсоса при одновременном отключении рабочего напряжения. По окончании цикла обработки под действием возвратных пружин 5 верхняя подущка 2 открывается, возвращается в исходное положение и обрабатываемый полуфабрикат снимается.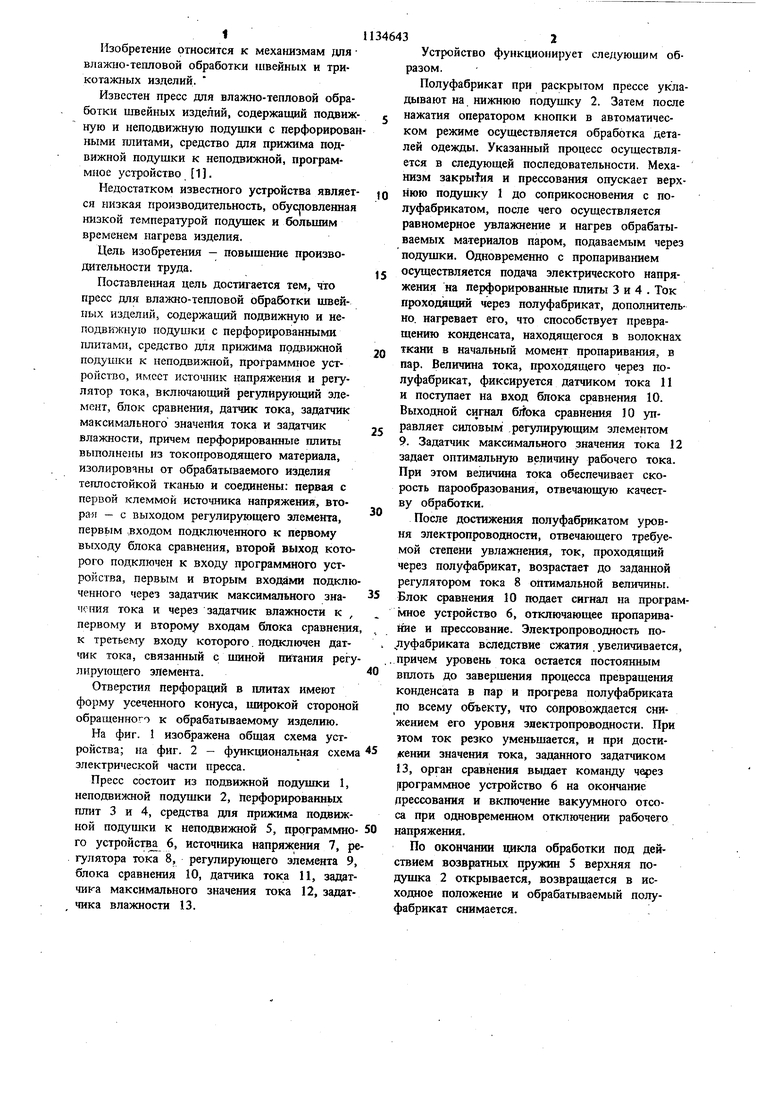
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для влажно-тепловой обработки швейных изделий | 1985 |
|
SU1288228A1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1988 |
|
SU1571118A1 |
| УСТРОЙСТВО ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023095C1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1987 |
|
SU1557224A1 |
| СПОСОБ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ | 2011 |
|
RU2472884C1 |
| СПОСОБ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ГОТОВЫХ ШВЕЙНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2218849C2 |
| Устройство для влажно-тепловой обработки | 1987 |
|
SU1463826A1 |
| Гладильная подушка для формования деталей швейных изделий | 1987 |
|
SU1594231A1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1988 |
|
SU1576605A1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1973 |
|
SU705032A1 |
1. ПРЕСС ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ, содержащий подвижную и неподвижную подушки с перфорированными плитами, средство для прижима подвижной подушки к неподвижной, программное устройство, отличающийс я тем, что, с целью повышения качества обработки, он содержит источник налряжешш и регулятор тока, включающий регулирующий элемент, блок сравнения, датчик тока, задатчик максимального значения тока и задатчшс влажности, причем перфорированные плиты вьшолнены из токопроводящего материала, изолированы от обрабатываемого изделия теплостойкой тканью и соединены: первая с первой клеммой источника напряжения, вторая - с выхддом регулирующего элемента, первым входом подключенного к первому выхощ блока сравнения, второй выход которого подключен к программного устройства, первым и вторым входами подключенного через задатчик максимального значения тока и через задатчик влажности к первому и второму входам блока сравнения, к третьему входу которого подключен датчик тока, связанный с шиной питания регулив рующего элемента. 2. Пресс по п. 1., о т л и ч а ю щ и йс я тем, Ч1О отверстия перфораций в пли- . тах имеют форму усеченного конуса, широкой стороной обращенного к обрабатываемоQ е му изделию.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1973 |
|
SU705032A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
