(54) ПРЕСС ДЛЯ ВЛАЖНО-ТЕПЛОВОЙ ОБРАБОТКИ ШВЕЙНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для влажно-тепловой обработки швейных изделий | 1987 |
|
SU1557224A1 |
| Устройство для влажно-тепловой обработки | 1987 |
|
SU1463826A1 |
| Устройство для скрепления слоев подплечиков | 1976 |
|
SU659672A1 |
| Устройство для влажно-тепловой обработки швейных изделий | 1990 |
|
SU1772269A1 |
| Пресс для влажно-тепловой обработки швейных изделий | 1982 |
|
SU1134643A1 |
| Устройство для дублирования деталейшВЕйНыХ издЕлий | 1979 |
|
SU827649A1 |
| Гладильная подушка для формования деталей швейных изделий | 1987 |
|
SU1594231A1 |
| Устройство для дублирования швейных изделий | 1987 |
|
SU1509458A1 |
| Подушка к утюжильным прессам | 1938 |
|
SU57339A1 |
| Устройство для разутюжки швов швейных изделий | 1982 |
|
SU1087586A1 |
1
Изобретение относится к швейной промышленности и касается конструкции пресса для влажно-тепловой обработки швейных изделий.
Известен пресс для влажно-тепловой обработки швейных изделий, содержащий подвижную (верхнюю) и неподвижную (нижнюю) подушки с перфорированными плитами и термонагревателями в одной из них, силовое звено, соединенное с подвижной : подушкой, системы подачи и отсоса пара и подачи сжатого воздуха с клапанами, датчик контроля темпег ратуры обрабатывае1«1ого изделия 1
В период работы известного пресс в процессе влажно-тепловой обработки набл рдается попадание пара и вреных примесей в окружающую среду,, что ведет к ухудшению условий тру« -V .
Целью изобретения является улучшение условий труда путем устранения попадания пара и вредных примесей в окружающую среду.
Указанная цель достигается тем, что одна из подушек снабжена камерой переменного объё.ма для всасывания пари, поступающего на изделие, и передачи его в другую подушку, а также механизмом для изменения объема камеры.
Камера переменного объема представляет собой емкость, боковые . стенки которой выполнены из гофрированного эластичного термостойкого материала, одно из оснований емкости выполнено в виде жесткой плиты, а другое образовано перфорированной плитой. Камера содержит также механизм для изменения объема, который состоит из пневмоцилиндра двойного действия, штоковая полость которого подсоединена к сети сжатого воздуха через электроуправляемый клапан включения подачи пара, а бесштоковая полость - через электроуправляемый клапан отсоса пара..
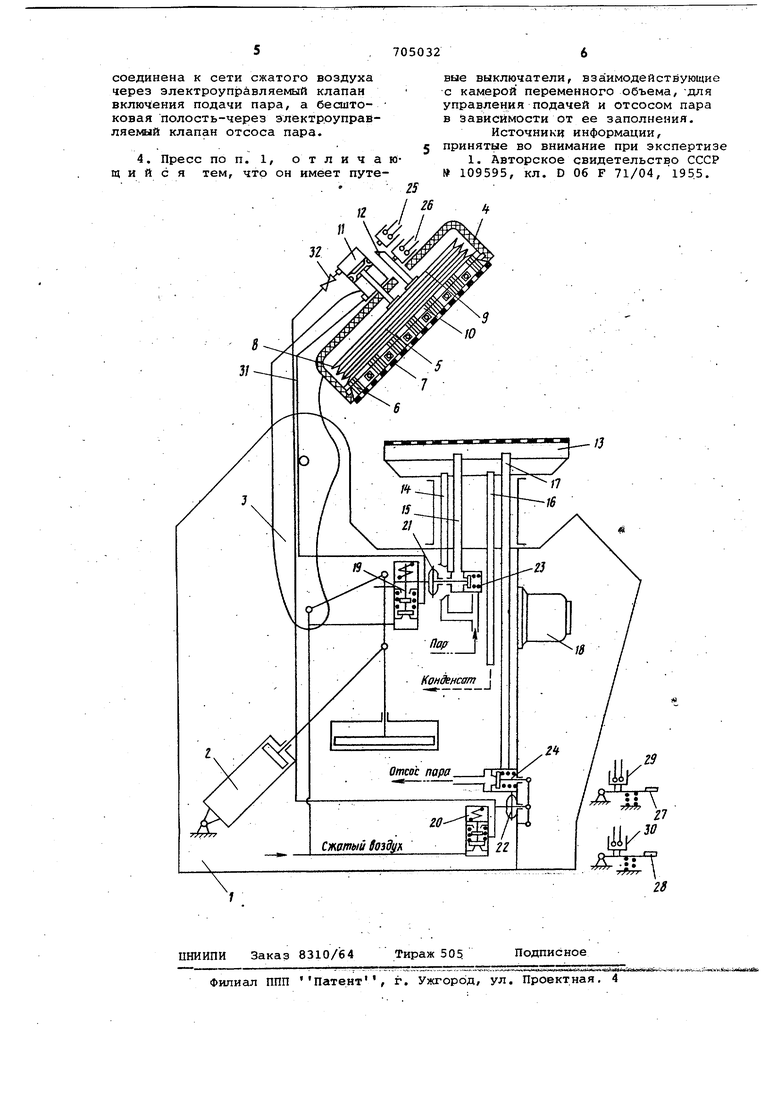
Пресс также снабжен путевыми выключателями, взаимодействующими с камерой переменного объема, для управления подачей и отсосом пара в зависимости от ее заполнения. , На Чертеже схематично, изображён описываемый пресс, вид сбоку. Пресс имеет станину 1, силовое звено 2, соединённое с помощью рычага 3 с подвижной подушкой 4. Подвижная подушка включает камеру; переменного объема 5, образованную перфорированной плитой б с термонагревателями 7, боковыми эластичными гофрированными стенками 8 из термостойкого материала, жесткой подвижной плитой 9. Боковые стенки 8 прикреплены к перфорирован ной плите б через термоизолирующую прокладку 10. К подвижной плите 9 прикреплены пневмоцилиндр 11 и палец 12, Нижняя гладильная неподвижная подушка 13 содержит пароподводящие трубки 14 и 15, Трубку отвода конденсата 16, трубку вакуумотсоса 17. . Система управления пресса включает программированное реле времени 18, электроуправляемые клапаны 19 и 20, диафрагменные,камеры 21 и 22,паровой Клапан 23, вакуумклапан 24, путевые выключатели 25 и 26, педали 27 и 28 с контактными устрой ствами 29 и 30 для включения про- . паривания и отсоса пара по. желанию .оператора. Подача сжатого воздуха в пневмоцилиндр; 11 осуществляется по труб кам 31 с вентилями 32 для регулирования CkopocTH движения штока пневмоцилиндра. Пресс работает следующим образом Изделие укладывают на поверхность неподвижной подушки 13 и нажимают на кнопку пуск. При смыкании по душек программируемое реле 18 дает команду на открывание электроуправ ляемого клапана 19. сГжатый воздух по трубам 31 поступает в диафрагменную камеру 21 и в нижнюю пОлос.т пневмоцилиндра 11. При этом диафра менная камера 21. открывает паровой клапан 23 и даёт, доступ пару в полости неподвижной подушки 13, а пневмоцилиндр 11 под. давлением сжа того воздуха тянет вверх жесткую подвижную плиту 9 камеры переМ нного объема 5. В камере 5 созда ется разрежение,; и она через плиту б втягивает в себя пар из простран ства между верхней подвижной 4 и нижней неподвижной, подушкой 13. По истечении половины цикла, npo парки изделия программируемое реле 18 отключает клапан 19, который прекращает подачу пара в неподвижную подушку 13 и сжатого воздуха в пневмоцилиндр 11 и включает клапан 20. Он с помощью диафрагменной камеры 22 и вакуумклапана 24 включает отсос параиз нижней неподвиж ной подушки 13 и подает сжатый воз дух в верхнйю полость пневмоцилинд 11 который давит на плиту 9 и выталкивает пар из камеры 5. Пар, проходя через нагретую перфорированную плиту б, нагревается, и второй раз проходя через изделие, обрабатывает его, засасывается в нижнюю неподвижную подушку 13 и через клапан 24 удаляется вакуумсистемой из Цеха. По истечении заданного времени пропарки и отсоса пара из нижней неподвижной подушки 13 программированное реле 18 отключает клапан 20. При предельном наполнении камеры 5 путевой выключатель 25 выклюает клапан 19, прекращает подачу пара и дает команду на включение клапана 20, который подает сжатый воздух на выталкивание пара из камеры переменного объема 5 и включает отсос пара через клапан 24, при этом путевой выключатель 26 держит клапан 2.0 включенным до полного выталкивания пара из камеры 5.. I -. По желанию оператора может быть осуществлена дополнительная пропарка изделия и отсос пара с помощью педалей27 и 28. При этом контактные устройства 29 и 30 соответственно воздействуют на клапаны 19 и 20. Формула изобретения 1.Пресс для влс1жно-тепловой обработки швейных изделий, включающий подвижйую и неподвижную подушки с перфорированными плитами и термонагревателями в .одной из них, силовоезвено, соединенное с подвижной подушкой, системы подачи и отсоса пара и подачи сжатого воздуха с клапанами, отличающ и и с я тем, что, .с целью улучшения условий труда путем устранения пЪпадания пара,и вредных примес.ей в окружающую среду, одна из подушек снабжала камерой переменного объема для всасывания пара, поступаю щего НА изделие, и передачи его на другую подуШку, а также механизмом для изменения объема камеры. 2.Пресс по п. 1, 6 т л и ч а ю.щ и и с Я тем, что камера переменного объема представляет собой емкость, боковые Стенки которой выполнены из гофрированного эластичного термостойкого материала, одно из оснований емкости выполнено в виде жесткой плиты, а другое образовано перфорированной плитой. 3. Пресс по п. 1, 2, отличающийся тем, что механизм для изменения объема камеры состоит из пневмоцилиндра двойного действия, штоковая полость которого под
