ность оковывания валка раскатом, так как возможность предупредить его при помощи выводных проводок, неконтактирующих G рабочими поверхностями валков, ограничена.
Целью изобретения является улучшение качества получаемь1х изделий.
Для достижения цели в способе прокатки периодической арматурной стали, при котором осуществляют нагрев исходной заготовки и ее прокатку в черновых, предчистозом и чистовом калибрах, в предчистовом калибре формуют раскат прямоугольного сечения со скруглением углов по радиусу R (0,2-0,4) В и стрелой прогиба его сторон ,15Н, в 0,15В, а величину сторон прямоугольного раската определяют соотношением
Н (0,95-1,05) 1)„; В (0,95-1,05) Лв.
где DH и 8 - наружный и внутренний диаметры арматурной стали.
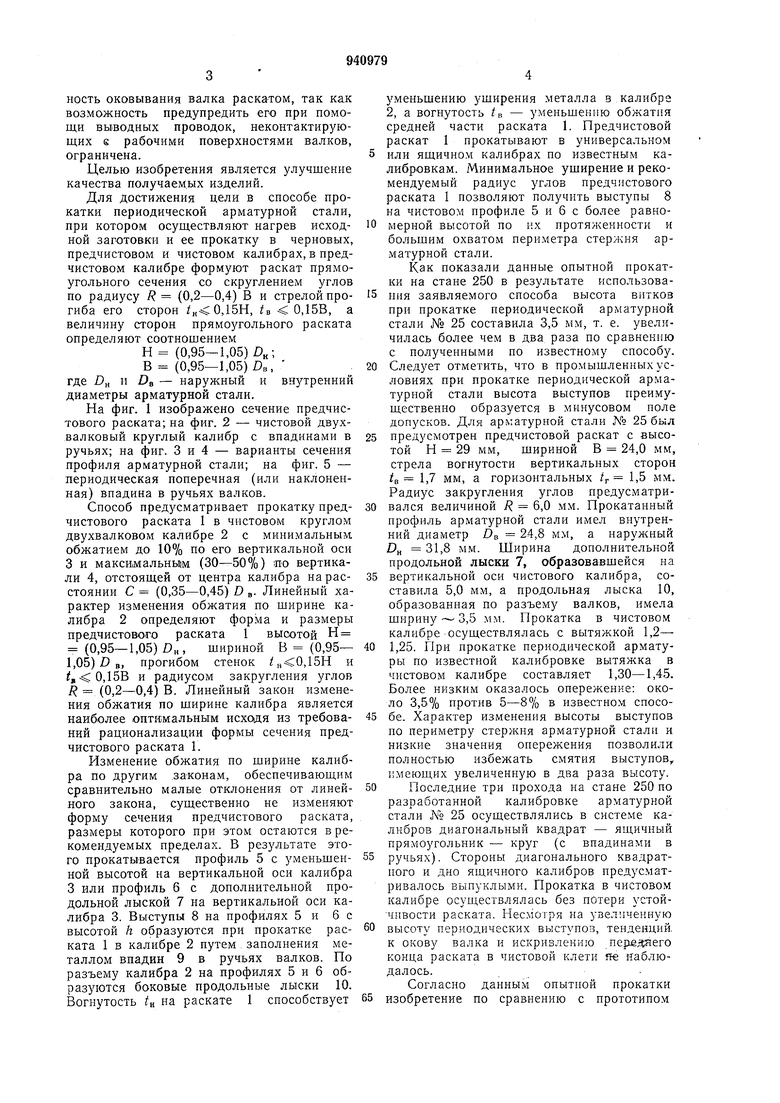
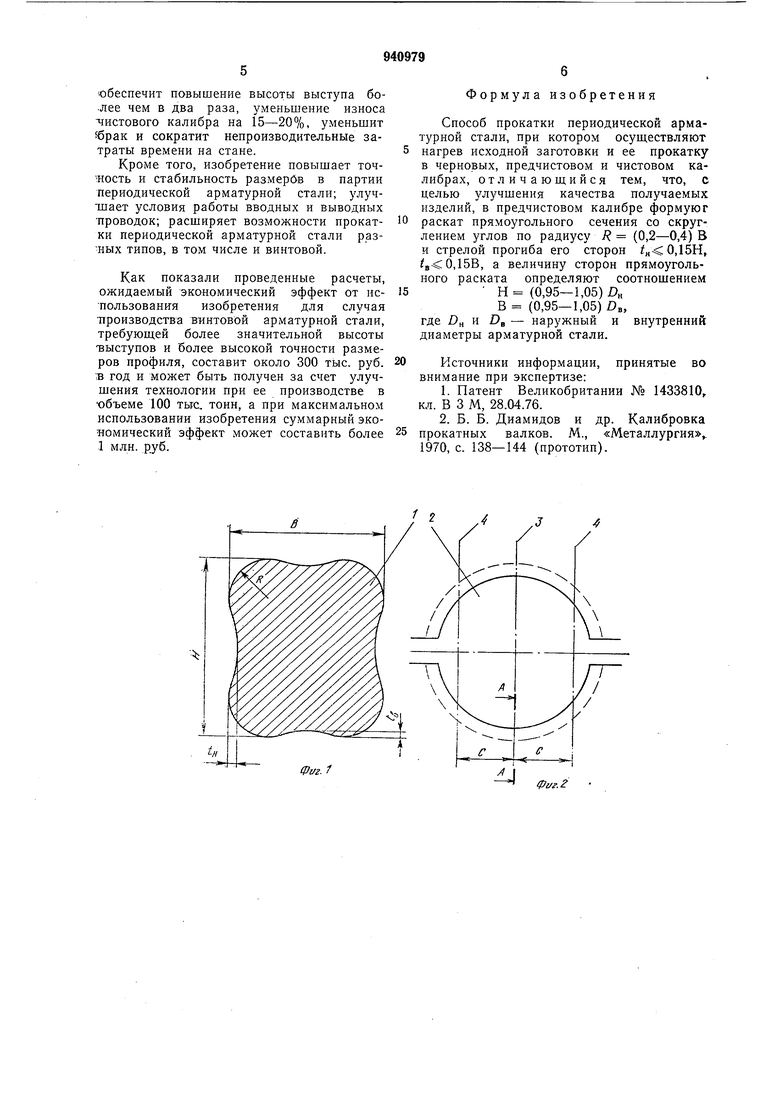
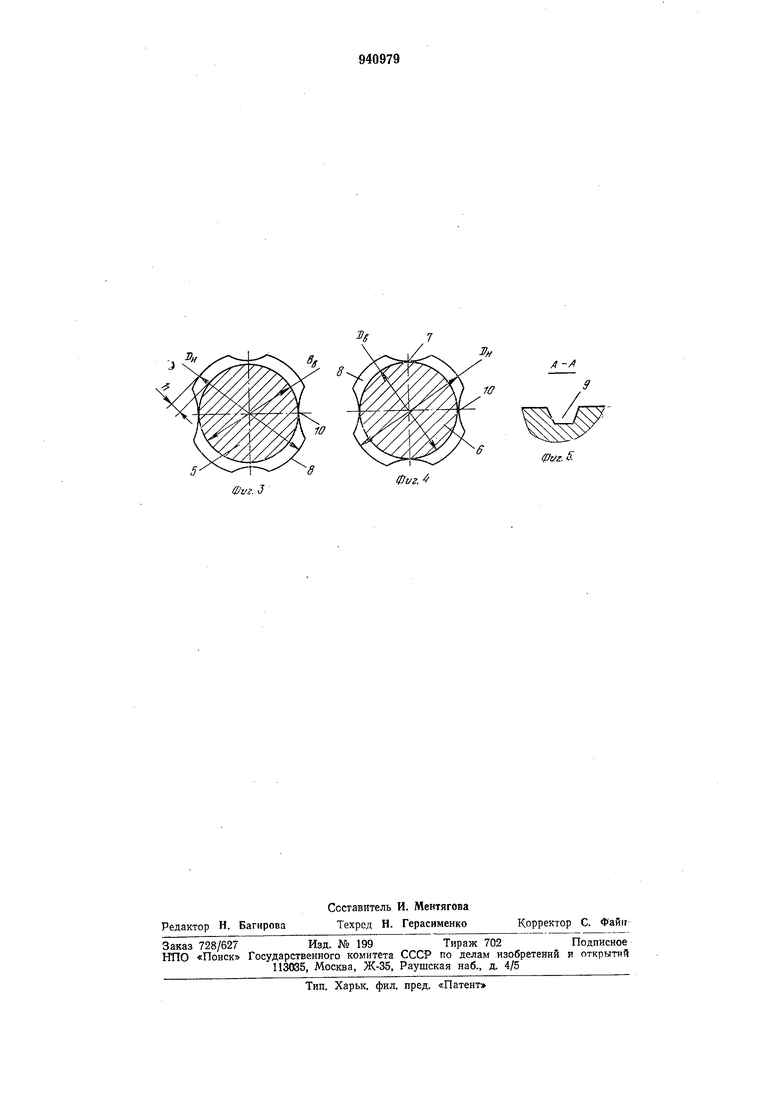
На фиг. 1 изображено сечение предчистового раската; на фиг. 2 - чистовой двухвалковый круглый калибр с впадинами в ручьях; на фиг. 3 и 4 - варианты сечения профиля арматурной стали; на фиг. 5 - периодическая поперечная (или наклоненная) впадина в ручьях валков.
Способ предусматривает прокатку предчистового раската 1 в чистовом круглом двухвалковом калибре 2 с минимальным, обжатием до 10% по его вертикальной оси 3 и максимальным (30-50%) по вертикали 4, отстоящей от центра калибра на расстоянии С (0,35-0,45) D в- Линейный характер изменения обжатия по ширине калибра 2 определяют форма и размеры предчистового раската 1 высотой Н (0,95-1,05) DH, шириной В (0,95- 1,05) в, прогибом стенок ,15Н и , 0,15В и радиусом закругления углов R (0,2-0,4) В. Линейный закон изменения обжатия по ширине калибра является наиболее оптимальным исходя из требований рационализации формы сечения предчистового раската 1.
Изменение обжатия по ширине калибра по другим .законам, обеспечивающим сравнительно малые отклонения от линейного закона, существенно не изменяют форму сечения предчистового раската, размеры которого при этом остаются в рекомендуемых пределах. В результате этого прокатывается профиль 5 с уменьшенной высотой на вертикальной оси калибра 3 или профиль 6 с дополнительной продольной лыской 7 на вертикальной оси калибра 3. Выступы 8 на профилях 5 и 6с высотой h образуются при прокатке раската 1 Б калибре 2 путем.заполнения металлом впадин 9 в ручьях валков. По разъему калибра 2 на профилях 5 и 6 образуются боковые продольные лыски 10. Вогнутость tn на раскате 1 способствует
уменьшению уширения металла в калибре 2, а вогнутость в - уменьшению обжатия средней части раската 1. Предчистовой раскат 1 прокатывают в универсальном
5 или ящичном калибрах по известным калибровкам. Минимальное уширение и рекомендуемый радиус углов предчистового раската 1 позволяют получить выступы 8 на чистовом профиле 5 и 6 с более равномерной высотой по их протяженности и большим охватом периметра стержня арматурной стали.
Как показали данные опытной прокатки на стане 250 в результате использования заявляемого способа высота витков при прокатке периодической арматурной стали № 25 составила 3,5 мм, т. е. увеличилась более чем в два раза по сравнению с полученными по известному способу.
20 Следует отметить, что в промышленных условиях при прокатке периодической арматурной стали высота выступов преимушественно образуется в минусовом поле допусков. Для арматурной стали X 25 был
5 предусмотрен предчистовой раскат с высотой Н 29 мм, шириной В 24,0 мм, стрела вогнутости вертикальных сторон /в 1,7 мм, а горизонтальных /г 1.5 мм. Радиус закругления углов предусматривался величиной / 6,0 мм. Прокатанный профиль арматурной стали имел внутренний диаметр DB 24,8 м.м, а наружный DH 31,8 мм. Ширина дополнительной продольной лыски 7, образовавшейся на
35 вертикальной оси чистового калибра, составила 5,0 мм, а продольная лыска 10, образованная по разъему валков, имела ширину - 3,5 мм. Прокатка в чистовом калибре осушествлялась с вытяжкой 1,2-
0 1,25. При прокатке периодической арматуры по известной калибровке вытяжка в чистовом калибре составляет 1,30-1,45. Более низким оказалось опережение: около 3,5% против 5-8% в известном способе. Характер изменения высоты выступов по периметру стержня арматзфной стали и низкие значения опережения позволили полностью избежать смятия выступов,, имеющих увеличенную в два раза высоту.
0 Последние три прохода на стане 250 по разработанной калибровке арматурной стали N° 25 осуществлялись в системе калибров диагональный квадрат - ящичный прямоугольник - круг (с впадинами в 5 ручьях). Стороны диагонального квадратного и дно ящичного калибров предусматривалось выпуклыми. Прокатка в чистовом калибре осуществлялась без потери устойчивости раската. Несмотря на увеличенную 0 высоту периодических выступов, тенденций, к окову валка и искриБлению передяего конца раската в чистовой клети fie наблюдалось.
Согласно данным опытной прокатки изобретение по сравнению с прототипом обеспечит повышение высоты выступа более чем в два раза, уменьшение износа ЧИСТОВОГО калибра на 15-20%, уменьшит 5брак и сократит непроизводительные затраты времени на стане. Кроме того, изобретение повышает точность и стабильность размербв в партии периодической арматурной стали; улучшает условия работы вводных и выводных проводок; расширяет возможности прокатки периодической арматурной стали разных типов, в том числе и винтовой. Как показали проведенные расчеты, ожидаемый экономический эффект от использования изобретения для случая производства винтовой арматурной стали, требуюш,ей более значительной высоты выступов и более высокой точности размеров профиля, составит около 300 тыс. руб. в год и может быть получен за счет улучшения технологии при ее производстве в ч)бъеме 100 тыс. тонн, а при максимальном использовании изобретения суммарный экономический эффект может составить более 1 млн. руб. Формула изобретения Способ прокатки периодической арматурной стали, при котором осуш,ествляют нагрев исходной заготовки и ее прокатку в черновых, предчистовом и чистовом калибрах, отличаюшийся тем, что, с целью улучшения качества получаемых изделий, в предчистовом калибре формуют раскат прямоугольного сечения со скруглением углов по радиусу R (0,2-0,4) В и стрелой прогиба его сторон ,15Н, ,15В, а величину сторон прямоугольного раската определяют соотношением Н (0,95-1,05) DH В (0,95-1,05) DB, где Da и DB - наружный и внутренний диаметры арматурной стали. Источники информации, принятые во внимание при экспертизе: 1.Патент Великобритании № 1433810, кл. В 3 М, 28.04.76. 2.Б. Б. Диамидов и др. Калибровка прокатных валков. М., «Металлургия 1970, с. 138-144 (прототип).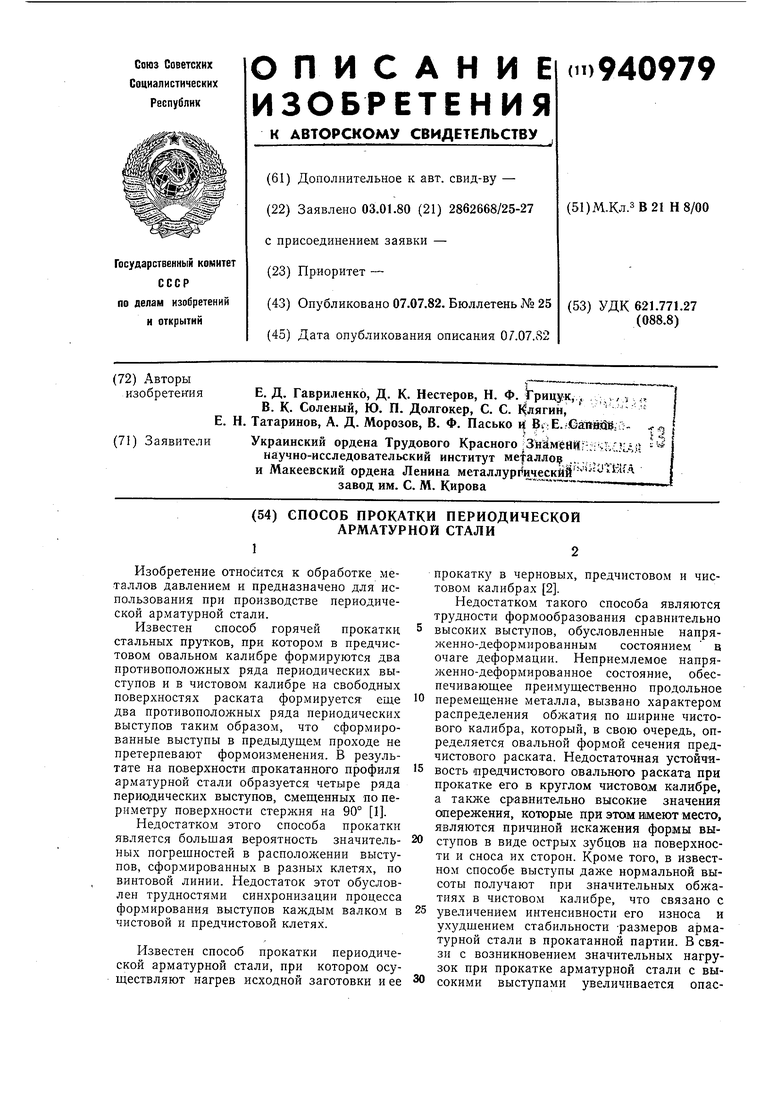
| название | год | авторы | номер документа |
|---|---|---|---|
| Стальная арматура периодического профиля | 1980 |
|
SU891872A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ С ПРОДОЛЬНЫМИ ПАЗАМИ | 2008 |
|
RU2403104C2 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| СПОСОБ ДВУХРУЧЬЕВОЙ ПРОКАТКИ АРМАТУРНОЙ СТАЛИ | 2006 |
|
RU2327537C2 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ КОРЫТНОЙ ФОРМЫ | 2005 |
|
RU2288046C9 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2284872C1 |
| Система калибров для прокатки угловых профилей | 1981 |
|
SU1041181A1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНОЙ ЗАГОТОВКИ В ДУО-РЕВЕРСИВНОЙ КЛЕТИ ЗАГОТОВОЧНОГО СТАНА | 2006 |
|
RU2314883C1 |
| Предчистовой калибр для прокатки круглой стали | 1978 |
|
SU774622A1 |
Д
-Х
Фиг. S.
Фиг.
