(54) УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТНЫМИ РЕЖИМАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления скоростными режимами непрерывного стана горячей прокатки | 1976 |
|
SU595024A1 |
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU735350A1 |
| Устройство автоматического регулирования температуры полосы в процессе горячей прокатки | 1986 |
|
SU1319960A1 |
| Способ регулирования толщины полосиз РАзРЕзАННОгО HA чАСТи пОдКАТА пРиНЕпРЕРыВНОй гОРячЕй пРОКАТКЕ иуСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU797813A1 |
| Устройство автоматической коррекции толщины полосы непрерывного стана горячей прокатки | 1976 |
|
SU559746A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1985 |
|
SU1304950A2 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство регулирования ширины горячекатаных полос | 1980 |
|
SU908445A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Устройство для регулирования толщины при прокатке концов полос | 1983 |
|
SU1135512A2 |
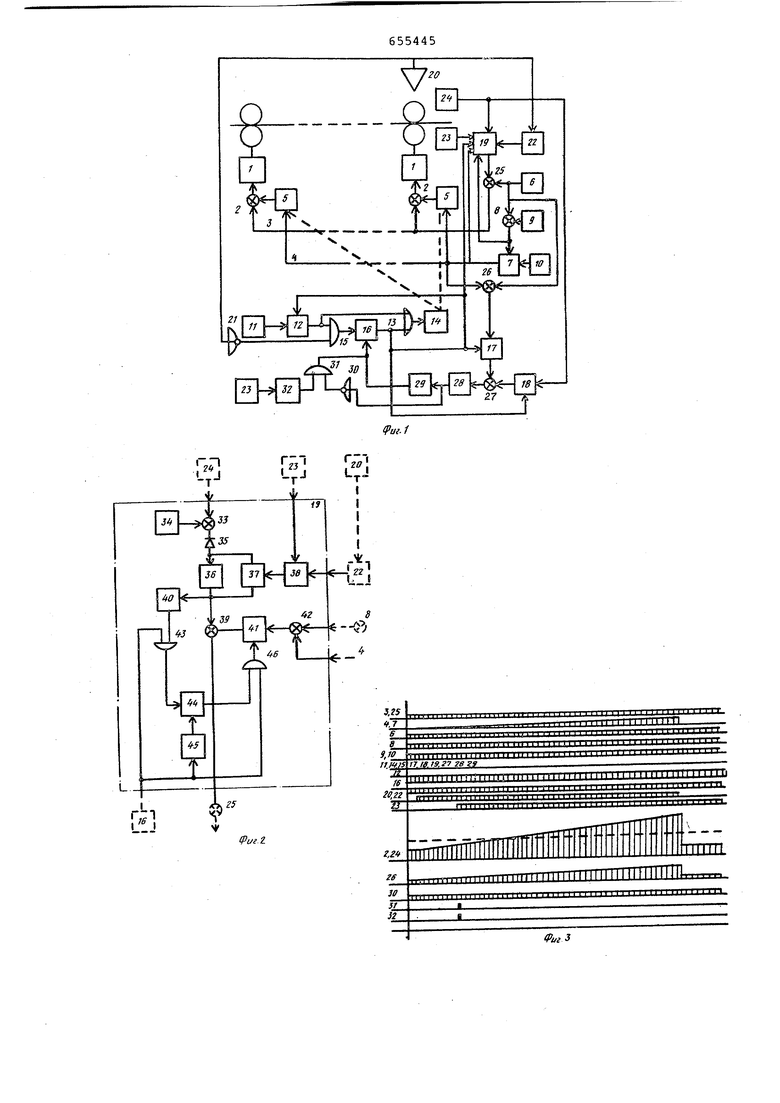
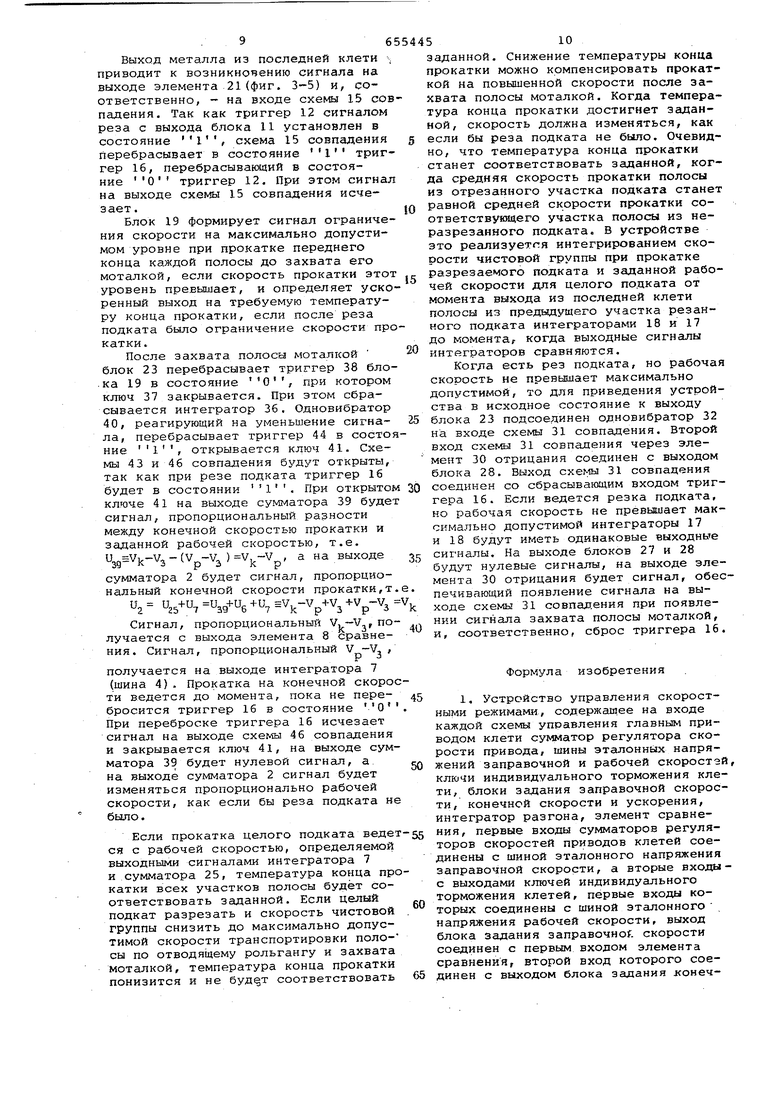
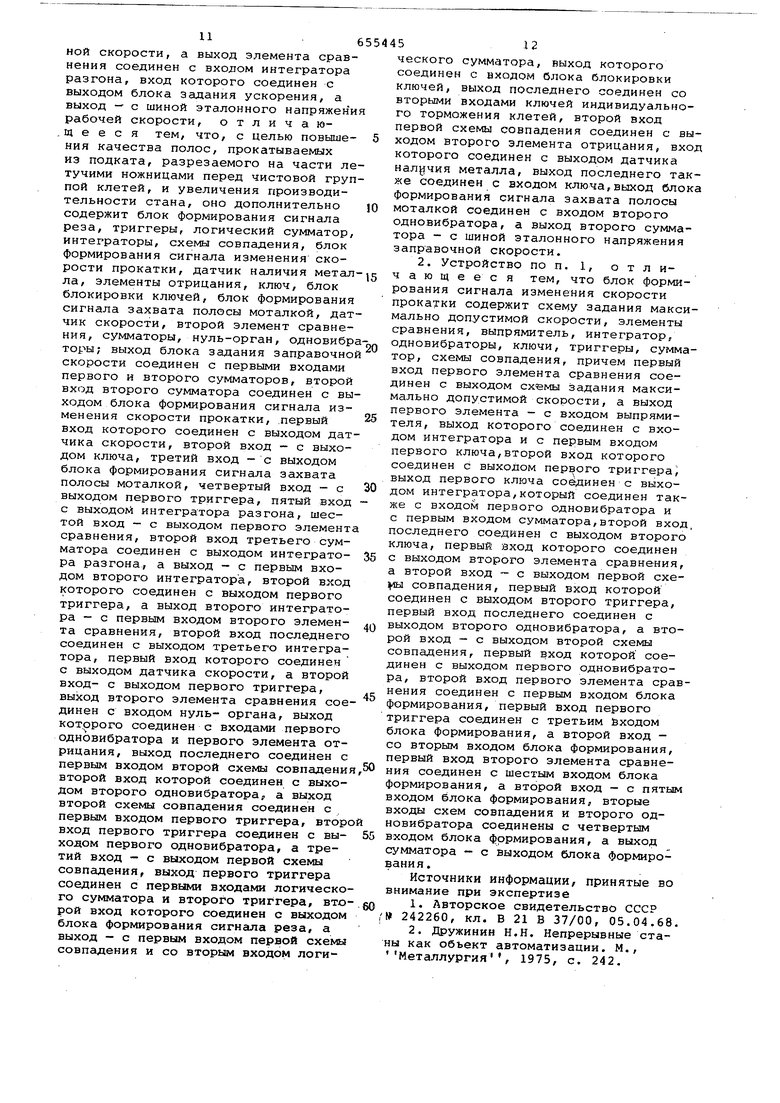
Изобретение относится к автоматизации прокатного производства, а имен но к автоматическому управлению непрерывными станами горячей прокатки. Известно устройство управления скоростными режимами чистовой группы клетей, содержащее на входе каждого привода клети сумматор, на входы сумматоров подключены, шины эталонных напряжений заправочных и рабочей скоростей 1 , 2j . В известных устройствах скорость прокатки чистовой группы клетей определяют независимые эталонные напряжения заправочной и рабочей скоростей на соответствующих шинах, общих для всей клетей. Эталонное напряжение рабочей скорости подключено к сумматору на входе схемы управления приводом клети через ключи индивидуального тор можения клетей. Эталонные напряжения устанавливаются с помощью блоков заданий заправочной скорости, конечной скорости и ускорения, а также интегра тора разгона. Замедление клети начинается при выходе металла из клети. На станах.современной конструкции непрерывно увеличивается масса прокатываемых слябов, что приводит к сокра щению доли вспомогательного времени при прокатке и повышению производительности стана. Однако не все потребители рулонной продукции имеют оборудование для разделки тяжелых рулонов. Поэтому подкат разрезают на части летучими ножницами перед чистовой группой клетей. При существующем способе прокатки с применением известного устройства управления скоростными режимами начальные (заправочные) скорости клетей устанавливают таким образом, что&ы температура полосы за последней чистовой клетью (температура конца прокатки) , в значительной степени определяющая физико-механические свойства готовой полосы, соответствовала заданной. Прокатка полосы ведется с ускорением, чтобы компенсировать остывание подката и удержать на заданном уровне температуру конца прокатки. При выходе металла из каждой клети привод соответствующей клети тормозится до первоначально заданного значения. При разрезании подката на части кгикдая часть прокатывается как самостоятельная, т.е. скорости главных приводов перед прокаткой каждой части устанавливаиот равными первоначальной заправочной скорости. Поскольку температуpa каждой последующей части одного подката ниже предыдущэй, температура конца прокатки последующей части ниже температуры конца прокатки иредьодущей так как каждая часть начинает прокаты ваться с одной и той же начальной скоростью и постоянным, задаваемым перед прокаткой каждого сортамента ускорением. Это приводит к ухудшению физико-механических свойств полосы, а следовательно, к снижению сортности и производительности. . Целью изобретения является повышение качества полос, прокатываемых из подката, разрезаемого на части летучи ми ножницами перед чистовой группой клетей, и увеличение производительности стана. Указанная цель достигается тем, что устройство дополнительно содержи блок формирования сигнала реза подка та на части, триггеры, схемы совпаде .ния, логический сумматор, интеграторы, блок формирования сигнала измене ния скорости прокатки, датчик наличи металла, элементы отрицания, ключ, блок блокировки ключей, датчик скоро ти металла за чистовой группой, блок формирования сигнала захвата полосы моталкой, второй элемент сравнения, сумматоры, нуль-орган, одновибраторы обеспечивающие в паузах между прокат кой частей одного подката блокировку торможения клетей чистовой группы, отграничение скорости чистовой группы для прокатки очередного отрезанного участка, исходя из условий нормально транспортировки металла по отводящеMy рольгангу, захват моталками, а после захвата полосы моталкой - дове дение температуры конца прокатки до заданной с максимальным ускорением. На фиг. 1 приведена блок-схема предлагаемого устройства; на фиг.2 блок-схема блока формирования сигнал изменения скорости прокатки; на фиг. диаграммы изменения во времени и по уровню сигналов блоков устройства при прокатке одного неразрезаемого подката; на фиг. 4 и 5 - то же, при прокатке одного разрезаемого подката на фиг. б - диаграммы изменения во времени и по уровню сигналов элементов блока формирования сигнала изменения скорости прокатки. Устройство управления скоростными режимами содержит на входе каждого привода 1 клети сумматор 2. К одному .входу каждого сумматора 2 подсоедине на шина 3 эталонного напряжения заправочной скорости, а к другому входу - шина 4 эталонного напряжения рабочей скорости через ключ 5 индиви дуального торможения клети. Установк эталонного напряжения, пропорцнонгшь ного заправочной скорости, производи ся блоком 6 задания заправочной скорости. Эталонное напряжение рабочей скорости на шине 4 формируется интегратором 7 разгона с переменным ог раничением выходного сигнала. Величина напряжения ограничения получается как разность между напряжениями, соответствующими конечной и заправочной скоростям на выходе элемента 8 сравнения. Конечная скорость прокатки задается блоком 9 задания конечной скорости. Величина ускорения чисуговой группы клетей определяется блоком 10 задания ускорения, подсоединенного на вход интегратора 7 разгона. БЛОКИ формирования сигнала реза подката на части перед чистовой группой клетей соединен с входом установки входного триггера 12 в состояние Ч. Выход триггера 12 соединен с первыми входами логического сумматора 13, к выходу которого подсоединен блок 14 блокировки ключей 5 индивидуального торможения, и схемы 15 совпадения, соединенной с входом установки в состояние управляющего триггера 16. Выход триггера 16 соединен со вторым входом логического сумматора 13, с входами сброса триггера 12, интеграторов 17 и 18, блока 19 формирования сигнала изменения скорости прокатки. Второй вход схемы 15 совпадения соединен с выходом датчика 20 наличия металла в последней клети через элемент 21 отрицания. Выход датчика 20 соединен также через ключ 22 с блоко м 19. Входы блока 19 соединены с выходами блока 23 формирования сигнала захвата полосы моталкой, датчика 24 скорости металла на выходе чистовой группы клетей, элемента 8 сравнения и интегратора 7, а выход блока 19 соединен с первым входом сумматора 25, ко второму входу которого подсоединен блок 6 задания заправочной скорости. Второй сумматор 26, подсоединенный к шине 4 рабочей скорости и блоку 6 задания заправочной скорости, установлен на входе интегратора 17, подсоединенного вместе с интегратором 18 на элемент 27 сравнения, соединенный через нульорган 28 и одновибратор 29 с сбрасывающим входом управляющего триггера 16. Выход нуль- органа 28 через элемент 30 отрицания соединен и с входом схемы 31 совпадения, выход которой подсоединен также к сбрасывающему входу триггера 16. Второй вход схемы 31 совпадения соединен через одновибратор 32 с выходом блока 23. В состав 6i.noKa 19 формирования сигнала изменения скорости прокатки входят элементы сравнения, задатчик максимально допустимой скорости, выпрямитель, интегратор, ключи, триггеры, одновибраторы, схемы совпадения и сумматоры. Элемент 33 сравнения блока 19 формирования сигнала изменения скорости прокатки соединен с выходом датчика 24 скорости металла на выходе стана. На второй вход элемента 33 сравнения подсоединен задат5чик 34 максимально допустимой скорос ти, Выход элемента 33 сравнения через выпрямитель 35 включен на вход интегратора 36, управляемого ключом 37, Ключ 37 управляется триггером 38 входы которого соединены с блоком 23 формирования сигнала захвата полосы моталкой и ключом 22, управляемым да чиком 20.. Выход интегратора 36 соединен с сумматором 39 и одновибратором 40. На второй вход сумматора 39 через ключ 41 поступает сигнал с выхода элемента 42 сравнения, соединен ного с выходом элемента 8 сравнения и интегратора 7 разгона устройства. Выход одновибратора 40 подсоединен на вход схемы 43 совпадения. Выход схемы 43 совпадения соединен с входо триггера 44, управляемого также одно вибратором 45. Выход триггера 44 сое динен с входом схемы 46 совпадения, управляющей ключом 41. Вторые входы схем 43 и 46 совпадения, а также вхо одновибратора 45 соединены с выходом триггера 16. Устройство работает следующим образом. Перед началом прокатки полосы задается заправочная и конечная скорос ти прокатки, ускорение и максимально допустимая скорость транспортировки полосы по отводящему рольгангу и захвата моталкой. В зависимости от принятой на стане технологии прокатки разгон стана начинается либо сраз после входа металла в чистовую группу, либо после захвата полосы моталкой. Если скорость прокатки до захва та полосы моталкой превышает максимально допустимую, на выходе элемента 33 сравнения блока 19 появляется сигнал, поступающий на вход интегратора 36. Интегратор 36 готов к работ с момента входа металла в последнюю клеть, так как от датчика 20 наличия металла в последней клети через ключ 22 перебрасывается триггер 38 блока 19 в состояние, при котором ключ 37 приводит интегратор в рабочее положе ние. Выходной сигнал интегратора 36 через сумматоры 39 и 25 снижает уровень напряжения на шине 3 заправочно скорости. После захвата полосы мотал кой от блока 23 триггер 38 перебрасы вается в состояние, при котором клю 37 на выходе триггера 38 сбрасывает интегратор 36, и прокатка ведется в обычном режиме. Если производится рез подката на части, от блока 11 пе ребрасывается триггер 12, подготавливая схему 15 совпадения и включая через логический сумматор 13 блок 14 блокировки ключей 5 индивидуального торможения клетей. После выхода металла из последней клети появляется напряжение на; выходе элемента 21 отрицания и схемы 15 совпадения, триггер 16 устанавливается в состояние при котором через логический сумматор 13 подтверждаешься работа блока 1 5 запускаются интеграторы 17 и 18, сбрасывается триггер 12, в блоке 19 подготавливается схема 43 совпадения, через одновибратор 45 подтверждается состояние О триггера 4, подготавливается схема 46 совпадения. Когда в последнюю клеть заходит металл из очередного участка подката, блок 19 снижает скорость прокатки до максимально допустимой, как описано выше. После захвата полосы моталкой от блока 23 в блоке 19 триггер 38 устанавливается в состояние, при котором от ключа 37 сбрасывается интегратор 36. При этом от одновибратора 40 через схему 43 триггер 44 устанавливается в состояние, при котором через схяму 46 совпадения открывается ключ 41. При открывании ключа 22 на выходе сумматора 2 формируется сигнал, пропорциональный конечной скорости прокатки. В самом деле, сигнал на выходе сумматора 39 будет пропорционален разности между конечной скоростью прокатки V, , заправочной скоростью V и превышением рабочей скоростью V заправочной : Сигнал на выходе сумматора 25 будет равен: ) п„ + и, (п,. зд б k Сигнал на выходе сумматора вен: 7 k-ViV kКогда выходные сигналы интеграторов 17 и 18 сравняются, исчезает сигнал на выходе нуль -органа 28 и от одновибратора 29 устанавливается в исходное состояние триггер 16. При этом отключаются интеграторы 17 и 18, закрывается ключ 41 блока 19, разблокируются ключи 5 индивидуального торможения. При закрытом ключе 41 на выходе блока 19 будет нулевой сигнал, а на выходе сумматора 2 - сигнал, пропорциональный задаваемой рабочей скорости . Если в процессе прокатки одного подката производится рез подката на части, но скорость прокатки переднего конца полосы из последующего участка подката не превышает максимально допустимую, устройство работает следующим образом. По сигналу реза от блока 11 триггер 12 устанавливается в состояние, при котором через логический сумматор 13 и блок 14 блокируются ключи 5 индивидуального торможения клетей и подготавливается схема 15 совпадения. При выходе из последней клети металла из первого участка подката на выходах элемента 21 отрицания и схемы 15 совпадения появляется напряжение, устанавливающее триггер 16 в состояние, при котором через логический сумматор 13 подхватывается 7 блокировка ключей 5 индивидуального торможения, запускаются интеграторы 17 и 18, в блоке 19 через одновибратор 45 триггер 44 устанавливается в состояние, при котором схема 46 совпадения закрыта. Поскольку скброс прокатки все время изменяется в соответствии с заданием, выходные сигналы интеграторов 17 и 18 будут равн При ЭТОМ-на выходе элемента 30 отрицания будет напряжение. Когда полоса захватывается моталкой, от блока 23 и одновибратора 32 через схему 31 совпадения триггер 16 перебрасываетс в исхбдное состояние. На фиг. 3 приведены временные. диаграммы изменения во времени и по уровню сигналов блоков устройства пр прокатке одного неразрезаемого подката. На фиг. 4 представлены диаграм мы изменения во времени и по уровню сигналов блоков устройства при прока ке Одного разрезаемого подката, когда скорость передних концов прокатываемых полос не превышает максимально допустимые скорости транспортиров ки полосы по промежуточному рольгангу и захвата полосы моталкой. На фиг. 5 представлены диаграммы измене ния во времени и по уровню сигналов блоков устройства при прокатке одног разрезаемого подката, когда скорость переднего конца второй полосы превышает максимально допустимые скорости транспортировки полосы по промежуточ ному рольгангу и захвата полосы моталкой. На указанных диаграммах не приведены изменения во времени и по уровню сигналов на выходе ключей 5 Индивидуального торможения клетей. В ходной сиЬнал ключей 5 равен сигналу на шине 4, когда в.данной клети находится металл или когда размыкание ключа 5 блокировано блоком 14. Пункт ром обозначены максимально допустимые скорости транспортировки полосы по промежуточному рольгангу и захват полосы моталкой. Нуль-орган 28 реаги рует на наличие сигнала на входе и предназначен для формирования сигнал при наличии сигнала на выходе элемен va 27 сравнения. Интегратор 18 интегрирует по времени действительную скорость металла на выходе числовой группы. Начало и конец работы интегратора 18 определяются выходным сигналом триггера 16. Максимальный уровень выходного сигнала интегратора 7 определяет выходной сигнал элемента 8 сравнения представляющий собой разность между конечной и заправочной скоростями прокатки. Выход полосы из последней клети вызывает изменение состояния датчика 20 наличия металла. Изменение сиг нала датчика 20 приводит к изменению состояния 22. Это может быть появление или исчезновейие выходного сиг5нала, замыкание или размыкание выходных контактов. Принято, что появление металла в последней клети приводит к появлению сигнала на выходах датчика 20 и ключа 22, На фиг. 6 приведены диаграммы из 1енения во времени и по уровню сигналов оЭлементов блока 19. При входе полосы в последнюю клеть замыкается ключ 22, устанавливающий триггер 38 в состояние, при котором открыт ключ 37. При открытом ключе 37 работает интегратор 36. Если скорость прокатки превышает максимально допустимые скорости транспортировки по отводящему рольгангу и захвата полосы моталкой, на входе интег атора 36 будет сигнал, поступающий на входы сумматоров 39 и 25, для ограничения скорости прокатки до максимально допустимой. При захвате полосы моталкой от блока 23 триггер 38 перебрасывается в состояние, при котором ключ 37 закрывается. При этом сбрасывается интегратор 36, и ограничение скорости прокатки прекращается. При сбросе интегратора 36 срабатывает одновибратор 40, однако сигнал на вьзходе схемы 43 совпадения не появляется, что обусловлено сигналом на выходе триггера 16. Если производится рез подката на части перед чистовой группой, после выхода металла кз последней клети чистовой группы триггер 16 устанавливается в состояние . При этом схема 43 совпадения не сработает, так как не поступает импульс с одновибратора 40, а от одновибратора 45 триггер 44 перебросится в состояние . подтвердится или состояние этом сигнал с выхода триггера 44 на входе схемы 46 совпадения отсутствует Переброс триггера 16 в состояние подготовит также к работе схесовпадёния. Появление впоследней клети металла очередного участка резанного подката приведет к ограничению скорости на максимально допусТгимом уровне (работают элементы 33-39 и. 25. После захвата полосы моталкой срабатывает одновибратор 40, появляется сигнал на выходе схемы 43 совпадения, перебрасывающий триггер 44 в состояние , При этом появляется сигнал на выходе схемы 46 совпадения, открывакяций ключ 41. При этом выходной сигнал элемента 42 обеспечивает прокатку на конечной скорости. При переброске триггера 16 в состояние О, что происходит, когда температура конца прокатки будет соответствовать требуемой, исчезает сигнал на выходе схемы 46 совпадения, и закрывается ключ 41. Схема 15 совпадения срабатывает при нахождении триггера 12 в состоянии Ч и отсутствии металла последней клети. Выход металла из последней клети приводит к возникновению сигнала на выходе элемента 21 (фиг. 3-5) и, соответственно, - на входе схемы 15 сов падения. Так как триггер 12 сигналом реза с выхода блока 11 установлен в состояние , схема 15 совпадения перебрасывает в состояние триггер 16, перебрасывающий в состояние О триггер 12. При этом сигнал на выходе схемы 15 совпадения исчезает. Блок 19 формирует сигнал ограничения скорости на максимально допустимом уровне при прокатке переднего конца каждой полосы до захвата его моталкой, если скорость прокатки этот уровень превышает, и определяет уско ренный выход на требуемую температуру конца прокатки, если после реза подката было ограничение скорости про катки. После захвата полосы моталкой блок 23 перебрасывает триггер 38 блока 19 в состояние О, при котором ключ 37 закрывается. При этом сбрасывается интегратор 36, Одновибратор 40, реагирующий на уменьшение сигнала, перебрасывает триггер 44 в состоя ние , открывается ключ 41. Схемы 43 и 46 совпадения будут открыты, так как при резе подката триггер 16 будет в состоянии При открытом ключе 41 на выходе сумматора 39 будет сигнал, пропорциональный разности между конечной скоростью прокатки и Зсщанной рабочей скоростью, т.е. ,-V3 .выходе сумматора 2 будет сигнал, пропорциональный конечной скорости прокатки,т 2 U25+ 7 U39+U6+ 7 -V 3 V3 Сигнал, пропорциональный V, V , получается с выхода элемента 8 сравнения. Сигнал, пропорциональный V -V, , получается на выходе интегратора 7 (шина 4). Прокатка на конечной скорос ти ведется до момента, пока не перебросится триггер 16 в состояние О При переброске триггера 16 исчезает сигнал на выходе схемы 46 совпадения и закрывается ключ 41, на выходе сумматора 39 будет нулевой сигнал, а на выходе сумматора 2 сигнал будет изменяться пропорционально рабочей скорости, как если бы реза подката не было. Если прокатка целого подката ведет ся с рабочей скоростью, определяемой выходньоми сигналами интегратора 7 и сумматора 25, температура конца про катки всех участков полосы будет соответствовать заданной. Если целый подкат разрезать и скорость чистовой группы снизить до максимально допустимой скорости транспортировки полосы по отводящему рольгангу и захвата моталкой, температура конца прокатки понизится и не соответствовать заданной. Снижение температуры конца прокатки можно компенсировать прокаткой на повышенной скорости после захвата полосы моталкой. Когда температура конца прокатки достигнет заланной, скорость должна изменяться, как если бы реза подката не бьшо. Очевидно, что температура конца прокатки станет соответствовать заданной, когда средняя скорость прокатки полосы из отрезанного участка подката станет равной средней скорости прокатки соответствукадего участка полосы из неразрезанного подката. В устройстве это реализуетпя интегрированием скорости чистовой группы при прокатке разрезаемого подката и заданной рабочей скорости для целого подката от момента выхода из последней клети полосы из предьадущего участка резанного подката интеграторами 18 и 17 до момента, когда выходные сигналы интйграторов сравняются. Когла есть рез подката, но рабочая скорость не превышает максимально допустимой, то для приведения устройства в исходное состояние к выходу блока 23 подсоединен одновибратор 32 на входе схемы 31 совпадения. Второй вход схемы 31 совпадения через элемент 30 отрицания соединен с выходом блока 28. Выход схемы 31 совпадения соединен со сбрасывающим входам триггера 16. Если ведется резка подката, но рабочая скорость не превышает максимально допустимой интеграторы 17 и 18 будут иметь одинаковые выходные сигналы. На выходе блоков 27 и 28 будут нулевые сигналы, на выходе элемента 30 отрицания будет сигнал, обеспечивающий появление сигнала на высхемы 31 совпадения при появлеходении сигнала захвата полосы моталкой, и, соответственно, сброс триггера 16. Формула изобретения 1, Устройство управления скоростными режимами, содержашее на входе каждой схемы управления главным приводом клети сумматор регулятора скорости привода, шины этгшонных напряжений заправочной и рабочей скоростай, ключи индивидуального торможения клети, блоки задания заправочной скорости, конечной скорости и ускорения, интегратор разгона, элемент сравнения, первые входы сумматоров регуляторов скоростей приводов клетей соединены с шиной эталонного напряжения заправочной скорости, а вторые входыс выходами ключей индивидуального торможения клетей, первые входы которых соединены с шиной эталонного напряжения рабочей скорости, выход блока Задания заправочноГ. скорости соединен с первым входом элемента сравнения, второй вход которого соединен с выходом блока задания конечной скорости, а выход элемента сравнения соединен с вхолом интегратора разгона, вход которого соединен с выходом блока задания ускорения, а выход - с шиной эталонного напряжения рабочей скорости, отличающееся тем, что, с целью повьошения качества полос, прокатываемых из подката, разрезаемого на части летучими ножницами перед чистовой группой клетей, и увеличения производительности стана, оно дополнительно содержит блок формирования сигнала реза, триггеры, логический сумматор, интеграторы, схемы совпадения, блок формирования сигнала изменения скорости прокатки, датчик наличия метал ла, элементы отрицания, ключ, блок блокировки ключей, блок формирования сигнала захвата полосы моталкой, дат чик скорости, второй элемент сравнения, сумматоры, нуль-орган, одновибра торы; выход блока задания заправочной скорости соединен с первыми входами первого и второго сумматоров, второй вход второго сумматора соединен с вы ходом блока формирования сигнала изменения скорости прокатки, первый вход которого соединен с выходом дат чика скорости, второй вход - с выходом ключа, третий вход - с выходом блока формирования сигнала захвата полосы моталкой, четвертый вход - с выходом первого триггера, пятый вход с выходом интегратора разгона, шестой вход - с выходом первого элемент сравнения, второй вход третьего сумматора соединен с выходом интегратора разгона, а выход - с первым входом второго интегратора, второй вход которого соединен с выходом первого триггера, а выход второго интегратора - с первым входом второго элемента сравнения, второй вход последнего соединен с выходом третьего интегратора, первый вход которого соединен с выходом датчика скорости, а второй вход- с выходом первого триггера, выход второго элемента сравнения сое динен с входом нуль- органа, выход которого соединен с входами первого одновибратора и первого элемента отрицания, выход последнего соединен с первым входом второй схемы совпадени второй вход которой соединен с выходом второго одновибратора, а выход второй схемы совпадения соединен с первым входом первого триггера, втор вход первого триггера соединен с выходом первого одновибратора, а третий вход - с выходом первой схемы совпадения, выход первого триггера соединен с первыми входами логическо го сумматора и второго триггера, вто рой вход которого соединен с выходом блока формирования сигнала реза, а выход - с первым входом первой схемы совпадения и со вторым входом логического сумматора, выход которого соединен с входом блока блокировки ключей, выход последнего соединен со вторыми входами ключей иидивидyaльF oго торможения клетей, второй вход первой схемы совпадения соединен с выходом второго элемента отрицания, вход которого соединен с выходом датчика налучия металла, выход последнего также соединен с входом ключа,выход блока Формирования сигнала захвата полосы моталкой соединен с входом второго одновибратора, а выход второго сумматора - с шиной эталонного напряжения заправочной скорости. 2. Устройство по п. 1, отличающееся тем, что блок формирования сигнала изменения скорости прокатки содержит схему задания максимально допустимой скорости, элементы сравнения, выпрямитель, интегратор/ одновибраторы, ключи, триггеры, сумматор, схемы совпадения, причем первый вход первого элемента сравнения соединен с выходом схемы задания максимально допустимой скорости, а выход первого элемента - с входом выпрямителя, выход которого соединен с входом интегратора и с первым входом первого ключа,второй вход которого соединен с выходом первого триггера, выход первого ключа соединен с выходом интегратора,который соединен также с входом первого одновибратора и с первым входом сумматора,второй вход, последнего соединен с выходом второго ключа, первый вход которого соединен с выходом второго элемента сравнения, а второй вход - с выходом первой совпадения, первый вход которой соединен с выходом второго триггера, первый вход последнего соединен с выходом второго одновибратора, а второй вход - с выходом второй схемы совпадения, первый вход которой соединен с выходом первого одновибратора, второй вход первого элемента сравнения соединен с первым входом блока формирования, первый вход первого триггера соединен с третьим Ьходом блока формирования, а второй вход - со вторым входом блока формирования, первый вход второго элемента сравнения соединен с шестым входом блока формирования, а второй вход - с пятым входом блока формирования, вторые входы схем совпадения и второго одновибратора соединены с четвертым входом блока формирования, а выход сумматора - с выходом блока формирования. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР , 242260, кл. В 21 В 37/00, 05.04.68. 2.Дружинин Н.Н. Непрерывные станы как объект автоматизации. М., Металлургия, 1975, с. 242.
О
го
2Bif
Г« t;
4Z
(.
I I I I
- 44
L .
г
У
IPuit
fi I I m |-m t « I n 11 i t« 1 I I 1 j 1 I I I I 1 I . I I I I 1 I . I I I 1 II
U I I 11 I И I
J.ig.rs.ff гвгя
H nil II Unrf I II I и I I I II I I II II 111 1 I 1 II U
