Изобретение относится к станкостроению и может быть использовано в станках, предназначенных для обработки деталей из труднообрабатываемых материалов, в частности изношенных железнодорожных рельсов, бывших в эксплуатации, для их восстановления (репрофилирование головки). , Известен станок, на котором можно обрабатывать рельсы длиной 25 м и более. Станок имеет станину, по направляющим которой перемешается каретка с жестко закрепленными на них двумя поперечинами. По направляющим каждой из поперечин в плоскости, перпендикулярной ходу каретки, перемещаются суппорты, включающие в себя сани, перемещаемые по направляющим поперечины винтом от редуктора и двигателя; ползуп, перемещаемый в вертикальном направлении таким же приводом, как и сани; резцедержатель, закрепленный на ползуне и имеющий механизм подъема (откидывания) инструмента; режущий инструмент, который представляет собой фаcoHHbie пластины из быстрорежущей стали 1.
Недостатком известногр станка является то, что отсутствуют зажимы подвижнь х узлов суппорта, и усилия резания, воспринимаемые режущим инструментом, передаются на базовые детали через ходовые гайки и винты, подшипники, опоры, стыки, резьбы и другие элементы, каждый из которых имеет определенную податливость. Использование инструмента из быстрорежущей стали не позволяет иметь большие скорости резания. Применение же высокопроизводительного, но крупного и чувствительного к вибрации твердосплавного инструмента на этом станке невозможно из-за малой жесткости суппортной группы.
Цель изобретения - повышение производительности станка за счет повышения жесткости и виброустойчивости.
Указанная цель достигается тем, что продольно-строгальный станок для обработки железнодорожных рельсов, содержащий станину с установленной на ней с возможностью перемещения кареткой с двумя поперечинами, на которых размещены суппорты, состоящие из саней и ползунов, и устройство для зажима рельсов, снабжен механизмом зажима ползуна, выполненным в виде установленных с возможностью перемещения на санях клиновых элементов, предназначенных для взаимодействия с выполненнь1ми на ползуне наклонными поверхностями с углом наклона больше упла самоторможения, и механизмом зажима саней, выполненным в виде закрепленных на поперечине планок с пазами и клиновых элементов, установленных с возможностью перемещения на боковых сторонах саней. На фиг. 1 изо.бражен продольно-строгальный станок, общий вид; на фиг. 2 -
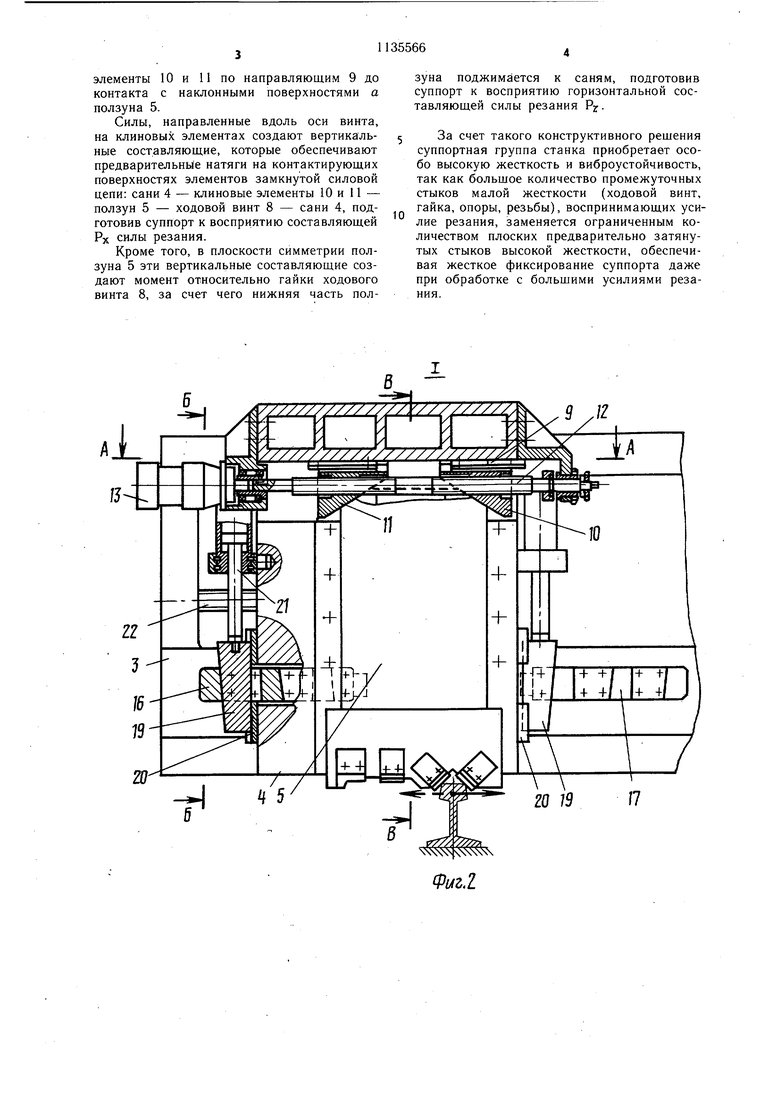
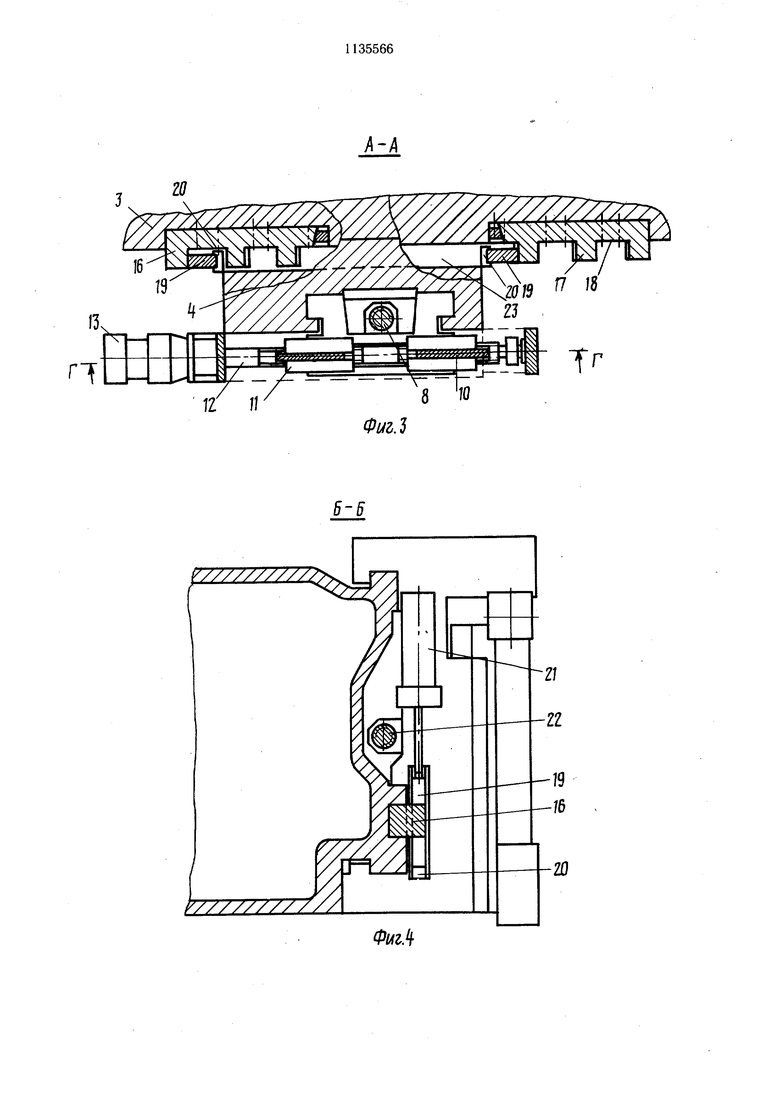
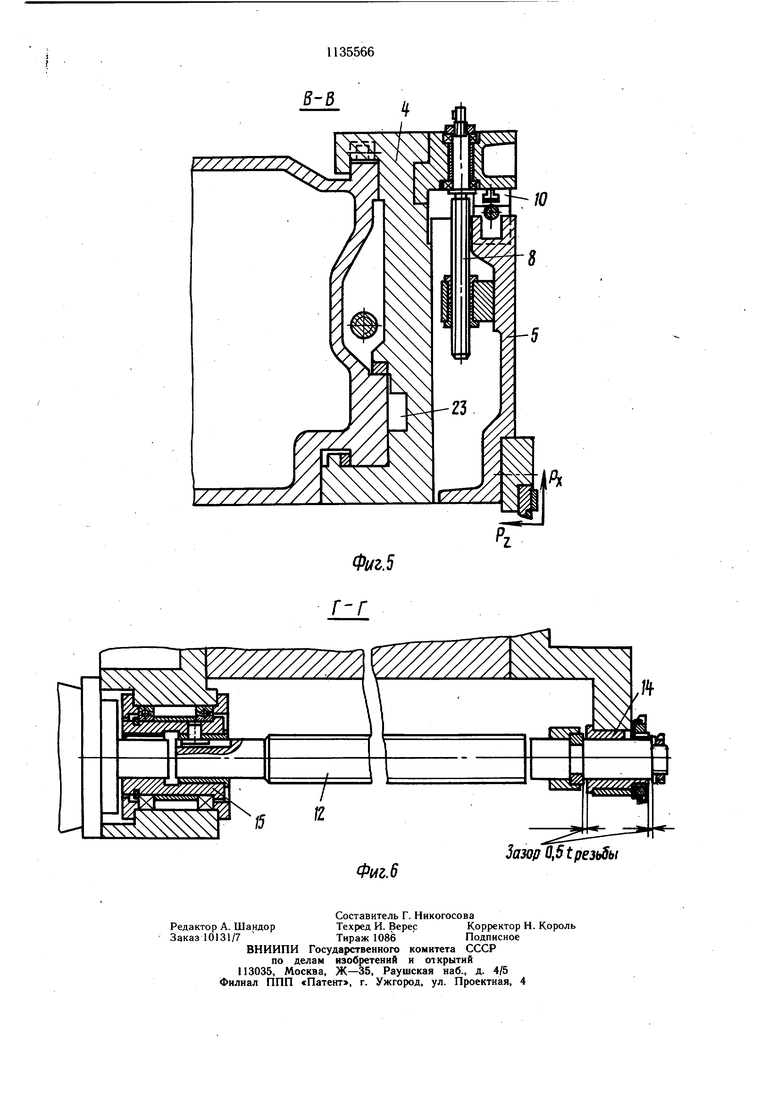
узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2; на фиг. 6 - разрез Г-Г на фиг. 3.
Станок имеет перемещающуюся по станине 1 каретку 2 с жестко закрепленными на ней двумя поперечинами 3, на направляющих которых с возможностью перемещения установлены суппорты, состоящие из саней 4 и ползунов 5. Устройства 6 для зажима обрабатываемых рельсов 7 расположены по обе стороны от станины 1. На выступе саней 4 в опорах установлен ходовой винт 8 для перемещения ползуна 5 и направляющие 9, в которых установлен механизм зажима ползуна, выполненный в виде клиновых элементов 10 и 11, имеющих соответственно левую и правую резьбы для взаимодействия с винтом 12, соединенным с валом гидродвигателя 13, закрепленно.о на боковой стороне выступа саней 4. Винт 12 установлен с возможностью осевого перемещения в опорах 14 и 15, т. е. имеет люфт, равный шагу резьбы, для обеспечения самоустановки клиновых элементов при зажиме ползуна.
На верхней части ползуна 5 выполнены наклонные поверхности а, контактирующие с клиновыми элементами 10 и 11 и имеющие угол наклона больще угла самоторможения.
Механизм зажима саней выполнен в виде закрепленных на нижней направляющей каждой поперечины 3 планок 16 и 17 с пазами 18, имеющими непараллельные наклонные стенки, взаимодействующие с клиновыми элементами 19, установленными на направляющих 20, закрепленных на боковых противоположных сторонах саней 4 с возможностью перемещения посредством гидроцилиндров 21, закрепленных на боковых сторонах саней 4.
Для перемещения суппорта в требуемое положение относительно обрабатываемого рельса служит ходовой винт 22.
Для возможности перемещения саней 4 по направляющим поперечины 3 в санях 4 предусмотрен паз 23.
Станок работает следующим образом.
Перемещая сани 4 по направляющим поперечины 3 посредством ходового винта 22, устанавливают их в требуемое положение относительно обрабатываемых рельсов 7. При этом клиновые элементы 19 располагаются над соответствующими пазами в планках 16 и 17. При подаче масла в гидроцилиндры 21 штоки их, перемещаясь, заводят клиновые элементы 19 в пазы 18 планок 16 и 17, обеспечивая фиксацию саней 4 относительно поперечины 3 и подготовив суппорт к восприятию боковых составляющих Ру силы резания.
При подаче масла в гидродвигатель 13 винт 12, вращаясь, перемещает клиновые
элементы 10 и 11 по направляющим 9 до контакта с наклонными поверхностями а ползуна 5.
Силы, направленные вдоль оси винта, на клиновых элементах создают вертикальные составляющие, которые обеспечивают предварительные натяги на контактирующих поверхностях элементов замкнутой силовой цепи: сани 4 - клиновые элементы 10 и 11 - ползун 5 - ходовой винт 8 - сани 4, подготовив суппорт к восприятию составляющей РХ силы резания.
Кроме того, в плоскости симметрии ползуна 5 эти вертикальные составляющие создают момент относительно гайки ходового винта 8, за счет чего нижняя часть ползуна поджимается к саням, подготовив суппорт к восприятию горизонтальной составляющей силы резания Р.
За счет такого конструктивного рещения суппортная группа станка приобретает особо высокую жесткость и виброустойчивость, так как большое количество промежуточных стыков малой жесткости (ходовой винт, гайка, опоры, резьбы), воспринимающих усилие резания, заменяется ограниченным количеством плоских предварительно затянутых стыков высокой жесткости, обеспечивая жесткое фиксирование суппорта даже при обработке с большими усилиями резания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
| Токарный станок | 1983 |
|
SU1090506A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Суппорт металлорежущего станка | 1980 |
|
SU942895A2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| Станок универсальный малогабаритный | 2017 |
|
RU2644017C1 |
| Стенд для исследования рабочегоиНСТРуМЕНТА гОРНыХ МАшиН | 1977 |
|
SU800360A1 |
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
ПРОДОЛЬНО-СТРОГАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ, содержащий станину с установленной на ней с возможностью перемещения кареткой с двумя поперечинами, на которых размещены суппорты, состоящие из саней и ползунов, и устройство для зажима рельсов, отличающийся тем, что, с целью повыщения производительности и виброустойчивости станка, он снабжен механизмом зажима ползуна, выполненным в виде установленных с возможностью перемещения на санях клиновых элементов, предназначенных для взаимодействия с выполненными на ползуне наклонными поверхностями с углом наклона болыце угла самоторможения, и механизмом зажима саней, выполненным в виде закрепленных на поперечине планок с пазами и клиновых элементов, установленных с возможностью перемещения на боковых сторонах саней. оо СП ел а 05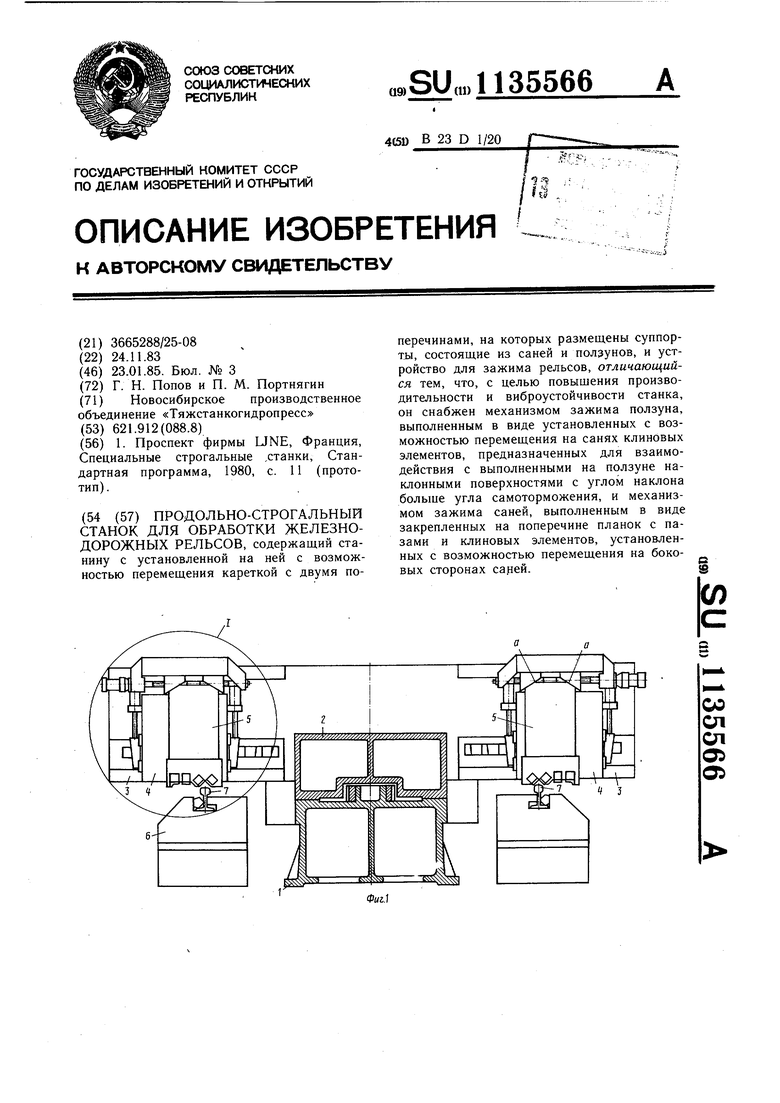
NNSNSf
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проспект фирмы LJNE, Франция, Специальные строгальные хтанки, Стандартная программа, 1980, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
