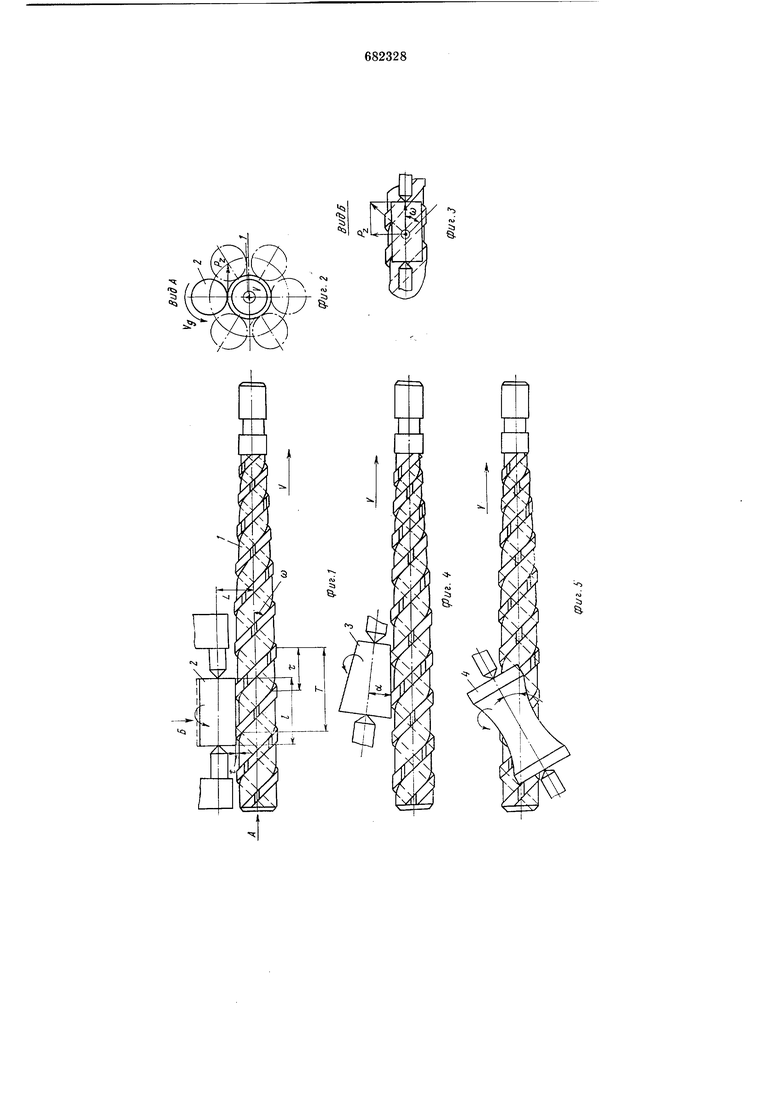
ствии с припуском па обработку /. Протяжка 1 с винтовым зубом, выполненным под углом ш, получает поступательное перемещение со скоростью протягивания V. При этом общая сила резания определяет тангенциальную составляющую силу PZ, величина которой зависит от угла наклона на винтовой линии зуба о.
Угол ш, определяемый шагом Т винтовой линии протяжки, с целью создания условия самовращения детали выполняют больще угла трения при резании. Сила PZ поворачивает деталь 2, осуществляя движение круговой подачи Кд.
Для обеспечения непрерывного вращения детали щаг между соседними витками зубьев т выполняют меньще линии зацепления / протяжки и детали. Благодаря отсутствию жесткой кинематической связи и наличию проскальзывания при вращении детали появляется составляющая скольжения, обеспечивающая съем припуска при вступлении в работу последующих режущих витков протяжки.
Для уравновешивания радиальных сил резания детали 2 устанавливают относительно протяжки 1 по диаметрально противоположным направлениям (см. фиг. 2). Это позволяет исключить отжатия протяжки и увеличить точность и производительпость процесса протягивания.
Способ позволяет осуществить обработку конических поверхностей путем установки оси детали 3 (см. фиг. 4) к оси протяжки под углом а.
Для обработки гиперболических поверхностей (см. фиг. 5) ось детали 4 и ось протяжки устанавливают в пересекающихся плоскостях под углом скрещивания р.
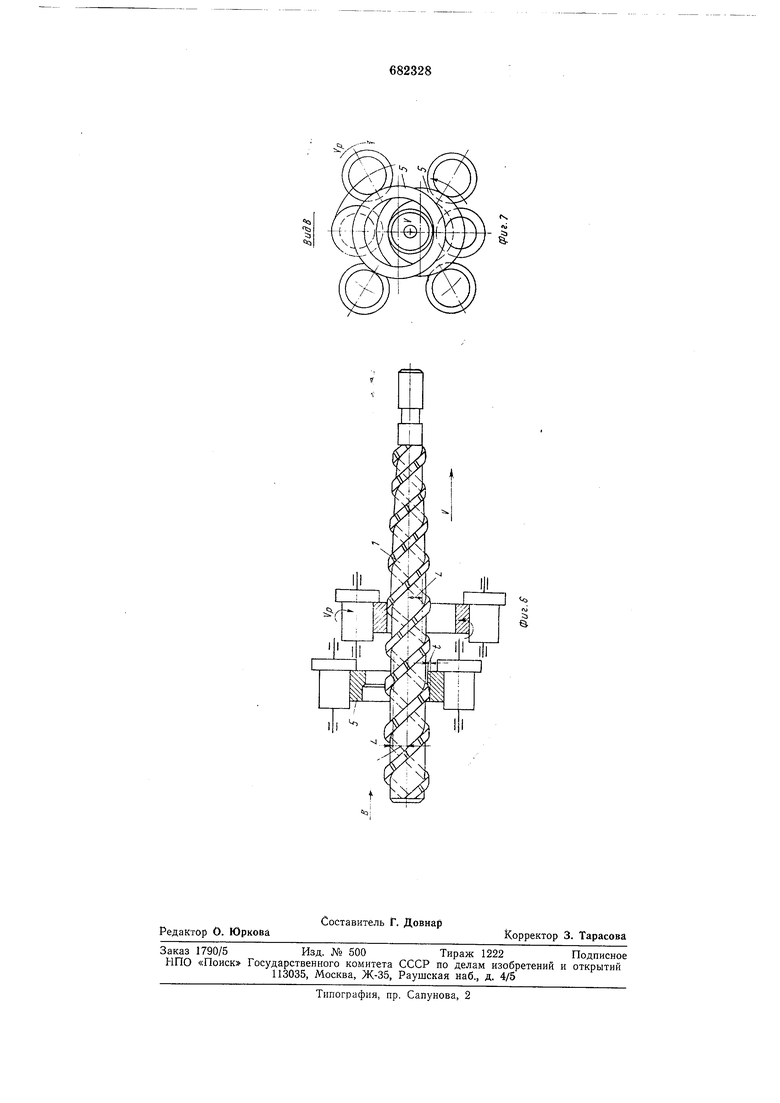
При обработке внутренних поверхностей (фиг. 6, 7) детали 5 устанавливают на расстоянии L от оси протяжки, обеспечивающем припуск на обработку t. Чтобы одновременно обработать несколько деталей с компенсацией радиальных сил, детали смещены вдоль оси протяжки.
При поступательном перемещении инструмента со скоростью протягивания V за счет действия силы PZ приводятся во вращение детали 5 со скоростью круговой подачи Кд, обеспечивающей съем припуска по всей обрабатываемой поверхности. За счет соответствующей установки детали относительно оси протяжки можно обрабатывать цилиндрические, конические и гиперболические внутренние поверхности.
При скорости рабочего хода протяжки м/мин и угле наклона зуба протяжки ( окружная скорость вращения детали с учетом коэффициента проскальзывания (ввиду нежесткой кинематической связи) составляет 1/д У-/Сл; f 18 м/мин.
Скорость вращения детали определяется диаметром детали и ее окружной скоростью и при 0 100 мм составляет об/мин.
Формула изобретения
1.Способ протягивания деталей типа тел вращения круглой протяжкой с винтовыми
зубьями, при котором осуществляют поступательное перемещение протяжки и вращение обрабатываемых деталей, отличающийся тем, что, с целью расширения
технологических возможностей, обрабатываемые детали устанавливают со смещением относительно оси протяжки с возможностью свободного вращения посредством контакта между протяжкой и обрабатываемыми деталями.
2.Способ по п. 1, отличающийся тем, что, с целью компенсации радиальных усилий резания при обработке наружных поверхностей, детали устанавливают относительно протяжки по диаметрально противоположным направлениям.
3.Способ по п. 1, отличающийся тем, что, с целью компенсации радиальных усилий резания при обработке внутренних
поверхностей, детали устанавливают относительно протяжки по диаметрально противоположным направлениям и со смещением вдоль оси протяжки.
4.Способ по п. 1, отличающийся тем, что, с целью обработки цилиндрических поверхностей, ось детали устанавливают параллельно оси протяжки.
5.Способ по п. 1, отличающийся тем, что, с целью обработки конических
поверхностей, ось детали устанавливают под углом относительно оси протяжки в одной плоскости.
6.Способ по п. 1, отличающийся тем, что, с целью обработки гиперболических поверхностей, ось детали устанавливают под углом относительно оси протяжки в пересекающихся плоскостях. Источники информации, принятые во внимание при экспертизе 1. Патент США № 2315476, кл. 90-86, опублик. 1943.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ осевого протягивания | 1981 |
|
SU1135567A1 |
| Секционная протяжка | 1972 |
|
SU443730A1 |
| ПРОТЯЖКА | 1973 |
|
SU379338A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2018416C1 |
| СБОРНАЯ ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2078650C1 |
| Станок для нарезания крупномодульных колес внешнего зацепления | 1989 |
|
SU1710226A1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Протяжка для обработки вязких материалов | 1990 |
|
SU1787712A1 |
5 %
