Изобретение относится к обработке металлов резанием и может быть использовано при потягивании.
Известны конструкции протяжек для обработки гранных отверстий, режущая часть которых выполнена ступенчато, т.е. с различной величиной подъема зубьев 1. Недостатком известных конструкций протяжек является наличие ленточек на вспомогательных режущих кромках с нулевыми задними углами.
Цель изобретения - повыщение стойкости и снижение металлоемкости конструкции.
Поставленная цель достигается тем, что в протяжке для обработки гранных отверстий, на рабочей части которой выполнены режущие и калибрующие зубья с главными и вспомогательными режущими кромками, режущие зубья выполнены от зуба к зубу с увеличивающейся величиной подъема и имеют дополнительные задние углы, причем вспомогательные режущие кромки выполнены прямолинейными.
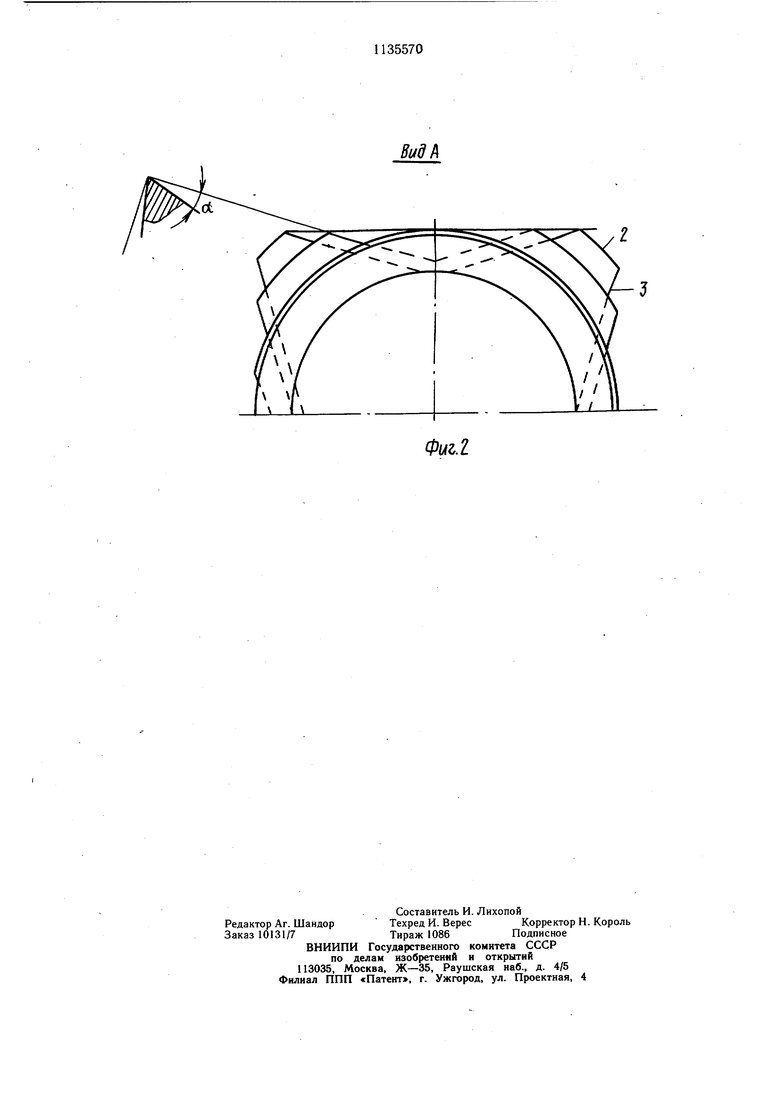
На фиг. 1 представлена протяжка для обработки гранных отверстий, общий вид; на фиг. 2 - вид А на фиг. 1.
Режущие зубья 1 протяжки имеют глав ные 2 и прямолинейные вспомогательные 3 режущие кромки. Величина подъема зубьев 1 Si увеличивается от первого зуба протяжки к последнему.
На зубьях 1 дополнительно выполнены задние углы ос. Для образования задних углов о( необходимо обработку вспомогательных режущих кромок 3 производить с поднятием оси последнего режущего зуба относительно первого, величина которого определяется из соотнощения
где с -величина подъема оси; DM, Of - соответственно диаметры последнего и первого режущих зубьев; f -половина угла конуса круга (на
чертеже не показан). При обработке вспомогательных режущих кромок зубьев протяжки кругом (не
показан) для получения прямолинейных граней обрабатааемой поверхности необходимо, чтобы точки пересечения главной и вспомогательной режущих кромок лежали в одной плоскости. Указанное условие выполняется в случае, если диаметры зубьев инструмента удовлетворяют следующему соотнощению
)iV(-bJ)(),
где 0{ -диаметр рассматриваемого зуба режущей части протяжки обрабатывающей грани поверхности; и - число зубьев на режущей части инструмента, обрабатывающей грани отверстия.
Выражение Di является уравнением гиперболы, что обуславливает криволинейную образующую протяжки и переменную величину подъема зубьев, увеличивающуюся к концу режущей части протяжки (при постоянном щаге зубьев t).
Задаваясь величиной подъема последнего режущего зуба (Sjj), обрабатывающего гранную поверхность, число зубьев режущей части п определится:
1
„+1
1-у(-5к.)-Р
Особенно эффективна предлагаемая конструкция инструмента при обработке отверстий небольщих размеров или значительной длины, в случае ограничения по действующей силе. В этом случае увеличение подъема зубьев компенсирует уменьшение длины резания на каждом зубе про тяжки, работающей по генераторной схеме резания, т.е. сила резания будет иметь меньщую интенсивность изменения.
Кроме того, увеличение подъема зубьев по длине режущей части способствует сокращению длины режущей части протяжки, а также будут использованы более полно прочностные свойства инструментального материала, так как увеличивается стойкость инструмента.
Фмг.2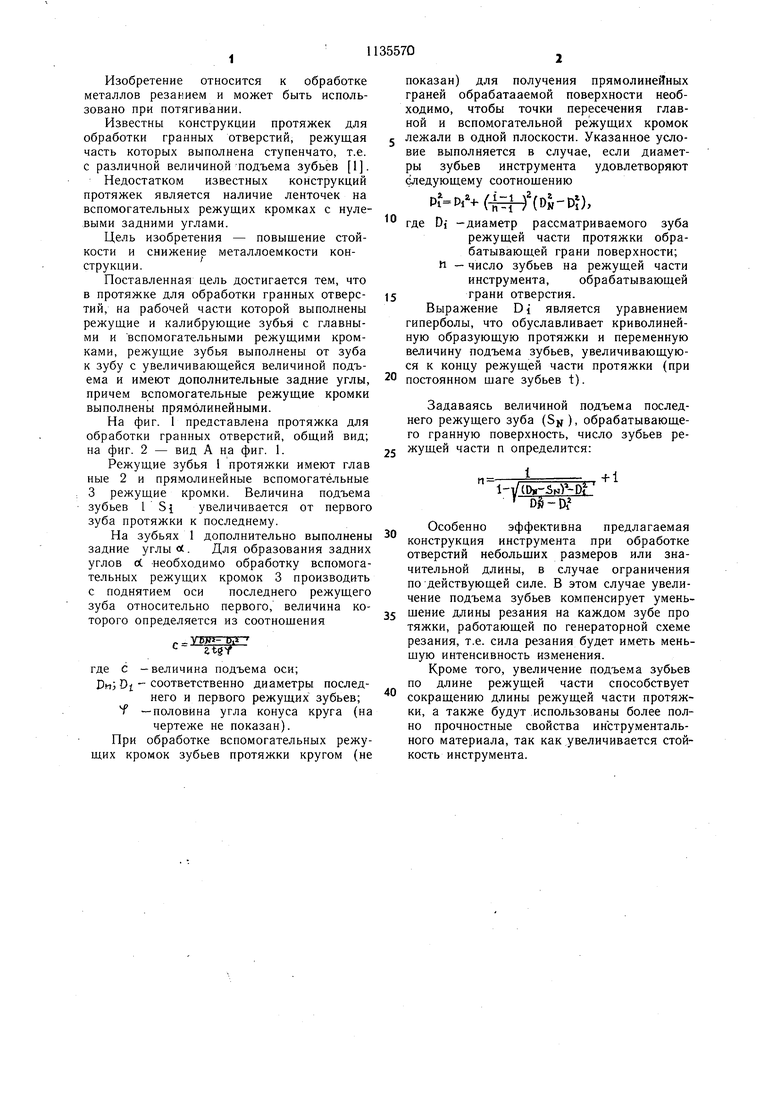
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлицевая протяжка | 1990 |
|
SU1745444A1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| СПОСОБ ПРОТЯГИВАНИЯ УШКОВ ДЕТАЛИ ТИПА "ВИЛКА РУЛЕВОГО УПРАВЛЕНИЯ" И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321477C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| Протяжка | 1983 |
|
SU1119794A1 |
| Секционная протяжка | 1982 |
|
SU1151383A1 |
| Протяжка | 1990 |
|
SU1815021A1 |
| СПОСОБ ОБРАЗОВАНИЯ СТРУЖКОРАЗДЕЛИТЕЛЬНЫХ КАНАВОК ПРОТЯЖКИ | 1993 |
|
RU2085344C1 |
| СПОСОБ ПРОТЯГИВАНИЯ ПАЗОВ И ПРОТЯЖНОЙ БЛОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151031C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2003 |
|
RU2263009C2 |
ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ГРАННЫХ ОТВЕРСТИЙ, на рабочей части которой выполнены режущие с подъемом и калибрующие зубья с главными и вспомогательными режущими кромками, отличающаяся тем, чтъ, с целью повыщения стойкости и снижения металлоемкости, режущие зубья выполнены от зуба к зубу с увеличивающейся величиной подъема и имеют дополнительные задние углы, причем вспомогательные режущие кромки выполнены прямолинейными. § 00 сд сд 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Щеголев А | |||
| В, Конструирование протяжек | |||
| М.;Л., Машгиз, 1960, с | |||
| Устройство для вытяжки и скручивания ровницы | 1923 |
|
SU214A1 |
