Изобретение относится к металлообработке и может быть использовано при обработке резанием многогранных сквозных отверстий.
Известны конструкции протяжек для обработки многогранных отверстий [1], рабочая часть которых при съеме припуска на гранях отверстий работает по генераторной схеме, а на гранях калибрующей части для уменьшения трения граней инструмента о протянутое отверстие выполнены технологические выборки ([1], с.26, сеч. В-В).
Основным недостатком таких протяжек является то, что заданный контур многогранного отверстия формируется только вспомогательными кромками режущих зубьев без финишного калибрования граней отверстия по причине наличия на калибрующей части технологических выборок, что не обеспечивает высокого качества отверстий как по шероховатости, так и по точности.
Техническая задача, на решение которой направлено предлагаемое изобретение, - повышение качественных характеристик протягиваемых многогранных отверстий, в первую очередь шероховатости, во вторую - точности.
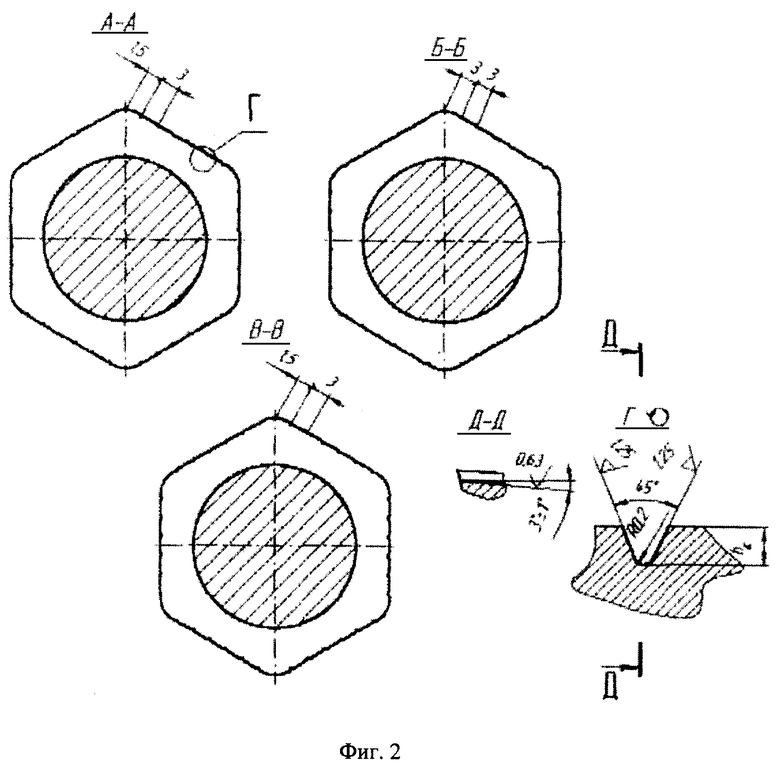
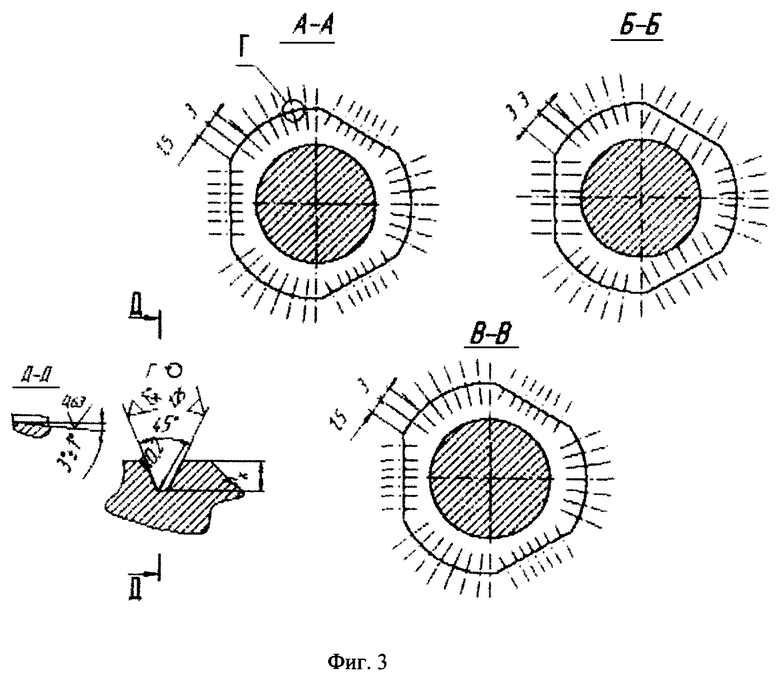
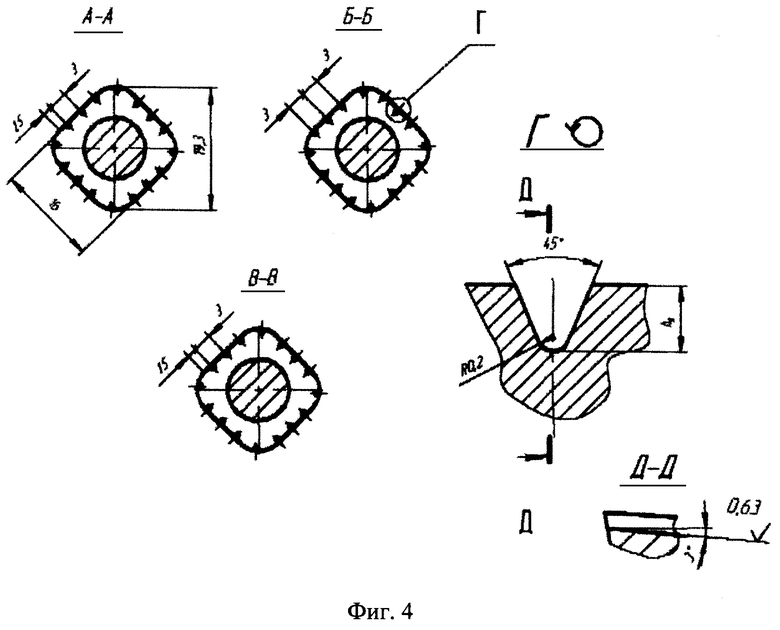
Поставленная задача решается посредством того ([1], с.63), что на первых трех калибрующих зубьях (Фиг.1), выполненных по профильной схеме без технологических выборок на гранях, по всему контуру изготовлены мелкоразмерные стружкоразделительные канавки (Фиг.2,3 и 4), расположенные на смежных зубьях в шахматном порядке друг относительно друга, при этом глубина стружкоразделительных канавок превышает подъем на зуб последнего режущего зуба на 0,1...0,2 мм, шаг между стружкоразделительными канавками составляет 2,8...3,0 мм, расстояние от точки перегиба многогранного профиля до первой стружкоразделительной канавки составляет 1,3...1,5 мм, угол профиля стружкоразделительных канавок составляет 45°, радиус дна стружкоразделительных канавок 0,2 мм.
Фиг.1 - конструктивное исполнение первых трех калибрующих зубьев протяжки при обработке многогранного отверстия (А-А - вид на первый калибрующий зуб; Б-Б - вид на второй калибрующий зуб; В-В - вид на третий калибрующий зуб; t - шаг калибрующих зубьев);
Фиг.2 - конструктивное исполнение первых трех калибрующих зубьев протяжки при обработке шестигранного отверстия (А-А - вид на первый калибрующий зуб; Б-Б - вид на второй калибрующий зуб; В-В - вид на третий калибрующий зуб; вид Г - параметры стружкоразделительной канавки; сечение Д-Д - расположение стружкоразделительных канавок на задней поверхности зуба относительно оси протяжки);
Фиг.3 - конструктивное исполнение первых трех калибрующих зубьев протяжки при обработке шестигранного отверстия с тремя радиусными участками (А-А - вид на первый калибрующий зуб; Б-Б - вид на второй калибрующий зуб; В-В - вид на третий калибрующий зуб; вид Г - параметры стружкоразделительной канавки; сечение Д-Д - расположение стружкоразделительных канавок на задней поверхности зуба относительно оси протяжки);
Фиг.4 - конструктивное исполнение первых трех калибрующих зубьев протяжки при обработке квадратного отверстия (А-А - вид на первый калибрующий зуб; Б-Б - вид на второй калибрующий зуб; В-В - вид на третий калибрующий зуб; вид Г - параметры стружкоразделительной канавки; сечение Д-Д - расположение стружкоразделительных канавок на задней поверхности зуба относительно оси протяжки).
Такое конструктивное решение обеспечивает последовательный от зуба к зубу съем со всего контура (правильного шестигранного - фиг.2, шестигранного с тремя радиусными участками - фиг.3, квадратного - фиг.4) калибруемого отверстия трех слоев узких (менее 3 мм) мелких стружек, что обеспечивает как улучшение шероховатости, так и точности многогранных отверстий.
Список литературы
1. Протяжки для квадратных отверстий со стороной от 10 до 60 мм. Конструкция и размеры. ГОСТ 26478-88 - ГОСТ 2648. - 88. М.: Государственный комитет СССР по стандартам.
| название | год | авторы | номер документа |
|---|---|---|---|
| Протяжка шпоночная со специальной калибрующей частью | 2020 |
|
RU2739430C1 |
| Пазовая протяжка | 1988 |
|
SU1646721A1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| Протяжка | 1977 |
|
SU745610A1 |
| МЕТЧИК-ПРОТЯЖКА | 1992 |
|
RU2008146C1 |
| Протяжка | 1986 |
|
SU1399025A1 |
| Протяжка | 1990 |
|
SU1815021A1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| Протяжка | 1988 |
|
SU1703305A1 |
Изобретение относится к области металлообработки, режущему инструменту для получения многогранных отверстий. Протяжка имеет режущую часть, которая выполнена по генераторной схеме. Для повышения точности отверстия и уменьшения шероховатости обработанной поверхности калибрующая часть выполнена по профильной схеме съема припуска. При этом по всему контуру первых трех калибрующих зубьев выполнены мелкоразмерные стружкоразделительные канавки, расположенные на смежных зубьях в шахматном порядке друг относительно друга, причем глубина стружкоразделительных канавок превышает подъем на зуб последнего режущего зуба на 0,1-0,2 мм, шаг между стружкоразделительными канавками составляет 2,8-3,0 мм, расстояние от точки перегиба многогранного профиля до первой стружкоразделительной канавки составляет 1,3-1,5 мм, угол профиля стружкоразделительных канавок составляет 45°, радиус дна стружкоразделительных канавок выполнен равным 0,2 мм. Протяжка может быть выполнена квадратной, или шестигранной, или прямоугольной. 1 з.п. ф-лы, 4 ил.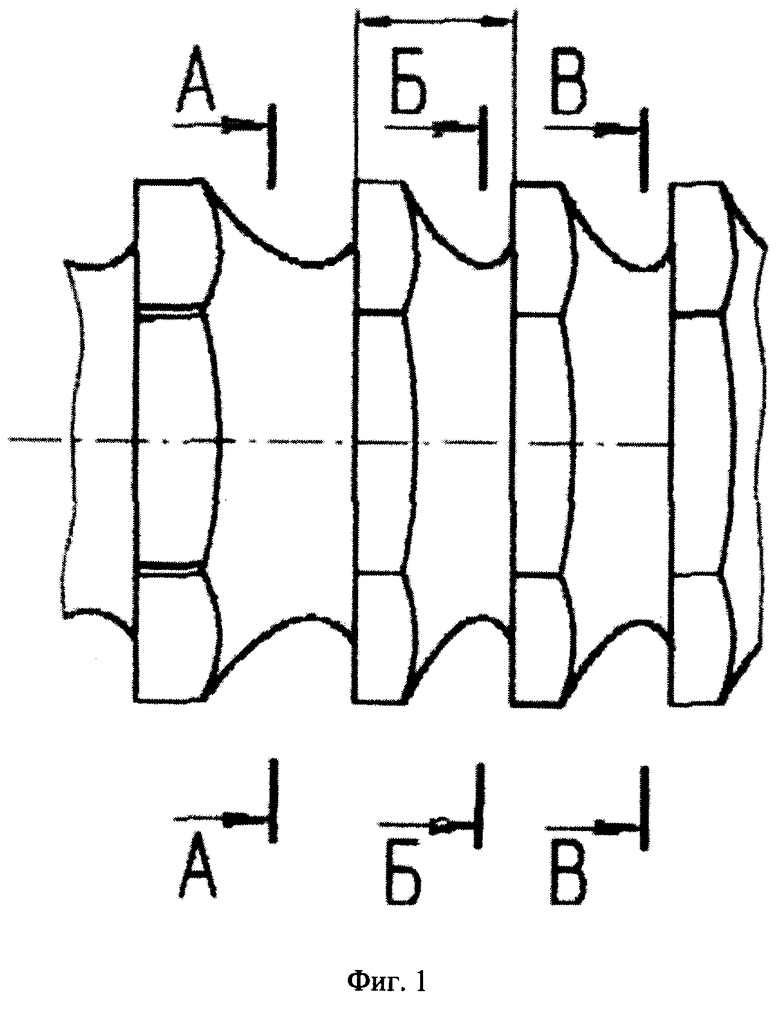
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| АВТОМАТ ДЛЯ ОТПУСКА ЖИДКОСТИ | 1931 |
|
SU26478A1 |
| - М.: Издательство стандартов, 1989, с.26, 63 | |||
| Протяжка для изготовления правильных многогранных отверстий | 1946 |
|
SU68945A1 |
| Протяжка для некруглых отверстий | 1980 |
|
SU872072A1 |
| Протяжка для чистовой обработки многогранных отверстий | 1982 |
|
SU1060357A1 |
| US 1849392 A, 15.05.1932. | |||

