Изобретение относится к электрофизическим и электрохимическим методам обра ботки, в частности к электроэрозионному вырезанию проволочным электродом-инструментом по копиру.
Известен способ электроэрозионного вырезания проволочным электродом-инструментом по копиру, предусматривающий контроль наличия электрического контакта между проволочным электродом-инструментом и кбпиром, согласно которому изменяют сочетание копировальной и рабочей подач в критичеЪких точках вырезаемого контура 1.
Основным недостатком известного способа является срыв электроэрозионного процесса в критических точках вырезаемого контура при переходе из одной зоны устойчивого копирования в другую, в результате чего снижается точность обработки.
Цель изобретения - повышение точности и производительности обработки.
Поставленная цель достигается тем, что при способе электроэрозионного вырезания проволочным электродом-инструментом по копиру, предусматривающем контроль наличия электрического контакта между проволочным электродом-инструментом и копиром, определяют относительное положение проволочного электрода-инструмента и копира, при этом изменяют сочетания копировальной и рабочей подач при относительном расположении проволочного, электрода-инструмента и копира, выходящем за пределы диапазона допустимых значений, а направление сочетания подач устанавливают в зависимости от наличия электроконтакта между электродом-проволокой и копиром в указанный момент.
На чертеже представлена схема обхода копира.
Электрод-проволока (щуп) 1 обходит круглый копир 2 с внешней стороны и аналогичный копир 3 с внутренней стороны.
В данном примере число сочетаний подач выбрано равным восьми.
В секторах I-VIII, образующих участки устойчивого копирования, стрелками указаны направления рабочей подачи Р и копирной К. Знак « + перед копирной подачей означает ее направление на копир при отсутствии электроконтакта электрода-проволоки с ним, знак «- - от копира при противоположном значении указанного электроконтакта. Даны соотношения скорости копирной подачи VKк скорости рабочей подачи Vf, для каждого участка. В принципе дробление количества сочетаний подач можно продолжить, но это приводит к усложнению практической реализации способа.
В основе предлагаемого способа электроэрозионной обработки по копиру лежит зависимость скорости обхода копира от электроэрозионного процесса. Регулирование процесса электроэрозионной обработки в равной степени влияет на скорости подач УрИ VK, чем обеспечивается устойчивость копирования. Устойчивость копирования на каждом
участке определяется быстрым чередованием состояния электроконтакта между электродом-проволокой и копиром. Потеря устойчивости приводит к тому, что электроконтакт либо постоянно присутствует, либо отсутствует. Это условие имеет важное значение для определения следующего сочетания подач, на котором происходит восстановление устойчивости копирования.
Способ осуществляется следующим образом.
Электрод-проволока (щуп) 1 находится в точке а, расположенной в секторе I с соответствующим сочетанием подач, обеспечивающим устойчивость копирования как на участке аб, так и на участке ав. Различия при копировании этих участков отсутствуют до точки б на поверхности копира 2 и точки в копира 3. В указанных точках происходит нарущение устойчивости копирования, так как работавщее сочетание подач не в состоянии ее обеспечить.
5 В точке б копира 2 щуп 1 отрывается от копируемой поверхности и электроконтакт между ним и копиром отсутствует. Отсутствие электроконтакта указывает направление перехода 1II. В точке в другого копира происходит аналогичное явление, но
0 приводящее к постоянному появлению электроконтакта между щупом и копиром, которое указывает переход сочетаний подач в
обратном направлении IVIII.
Таким образом, по состоянию электроконтакта между щупом и копиром опреде5ляют 1аправление изменения сочетаний подач. Аналогичные условия возникают в последующих точках копиров, в которых электроконтакт принимает постоянные значения.
0 Потеря устойчивости копирования не одновременно приводит к потере точности. Сразу после нарушения устойчивости копирования траектория движения щупа параллельна копируемой поверхности и расположена от нее на очень близком расстоянии.
Оно определяется чувствительностью способа, которым измеряют состояние электроконтакта между электродом-проволокой (щупом) и копиром, а также качеством копируемой поверхности, отклонениями диаQ метра проволоки, ее биением в направляющих при перематывании и др. Практически электроконтакт между перематываемым проволочным электродом и токопроводящим копиром принимает устойчивые значения на расстоянии ±1-4 мкм от действительной
5 поверхности копира, что позволяет получать высокие точностные параметры обработки. Путь, который щуп проходит при постоянном значении электроконтакта с копиром, можно ограничить величиной, позволяющей обес печить требуемую точность копирования. Величина такЬго контрольного пути должна постоянно сравниваться с величиной в действительности пройденного щупом пути после каждого изменения состояния элекроконтакта. Равенство контрольного и действительного путей означает момент перехода от одного сочетания подач, которое уже не может обеспечить устойчивость копирования, к другому, соседнему, в известном направлении. Величину контрольного пути желательно уменьшать, так как при этом повыщаётся точность копирования до значений, компенсирующих дестабилизирующие факторы биений диаметра проволоки-щупа,
возможные микронеровности поверхности копира и др. В противном случае могут наблюдаться ложные переключения сочетаний подач, приводящие к ненужному для участка с устойчивым копированием поиску поверхности копира и ухудшающие точность обработки. Уменьщение значений дестабилизирующих факторов прямо пропорционально увеличивает точность копирования из-за возможности уменьшения значения контрольного пути.
Таким образом, предлагаемый способ позволяет повысить точность и производительность электроэрознонного вырезания по копиру.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для электроэрозионной обработки | 1983 |
|
SU1283000A1 |
| Устройство для электроэрозионной обработки по копиру | 1982 |
|
SU1263455A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1971 |
|
SU307875A1 |
| Способ электроэрозионного вырезания сложноконтурных деталей с наклонными стенками | 1977 |
|
SU707744A1 |
| Электроэрозионный станок | 1980 |
|
SU948598A1 |
| Копировальное устройство | 1974 |
|
SU572367A1 |
| Способ электроэрозионной обработки непрофилированным электродом-инструментом | 1990 |
|
SU1779495A1 |
| Гидрокопировальный механизм | 1980 |
|
SU918027A1 |
| Устройство для электроэрозионного вырезания | 1979 |
|
SU903059A1 |
| Способ многопроходного электроэрозионного вырезания замкнутых контуров | 1990 |
|
SU1763115A1 |
СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВЫРЕЗАНИЯ ПО КОПИРУ проволочным электродом-инструментом, предусi-w матривающий контроль наличия электрического контакта между проволочным ааектродом-инструментом и копиром, согласно которому изменяют сочетание копировальной и рабочей подач в критических точках вырезаемого контура, отличающийся тем, что, с целью повышения точности и производительности, определяют относительное положение проволочного электрода-инструмента и копира, при этом изменяют сочетания подач при относительном расположении проволочного электрода-инструмента и копира, выходящем за пределы диапазона допустимых значений, а направление сочетания подач устанавливают в зависимости от наличия электроконтакта между электродом-проволокой и копиром в указанный момент. -{ i 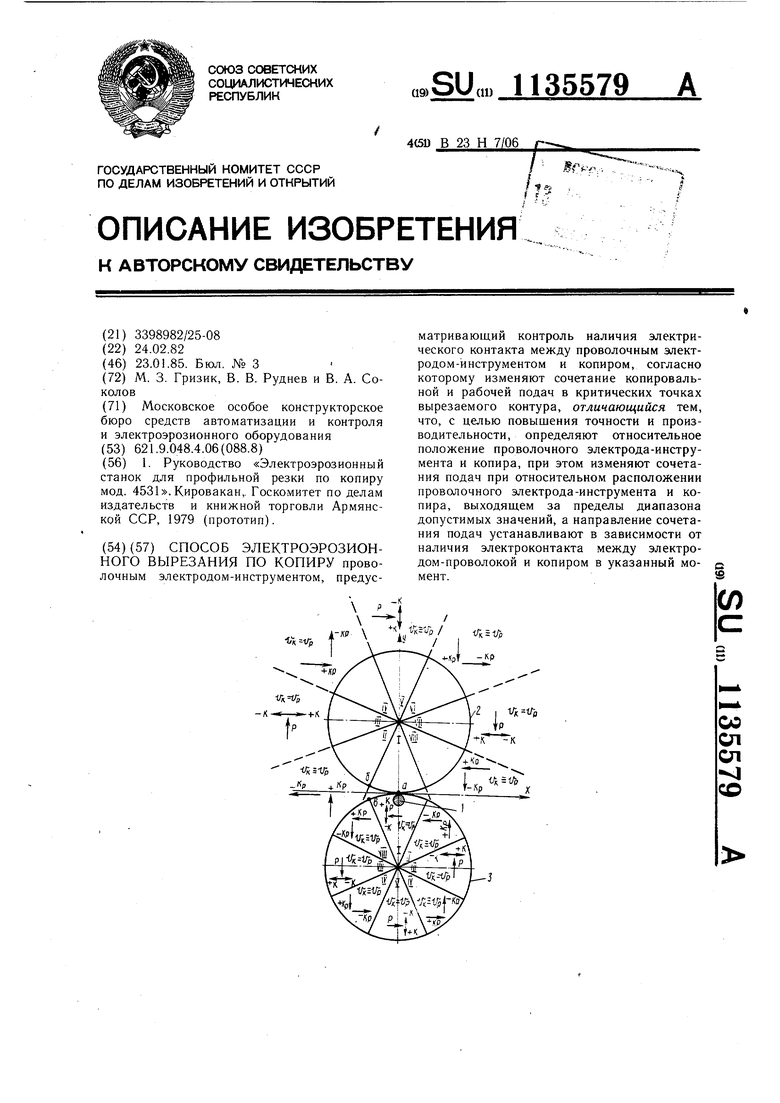
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Руководство «Электроэрозионный станок для профильной резки по копиру мод | |||
| Резервуар для нагревательной лампы типа "Примус" | 1925 |
|
SU4531A1 |
| Госкомитет по делам издательств и книжной торговли Армянской ССР, 1979 (прототип). | |||
