Изобретение относится к металлообработке и может применяться для обработки сложных контуров нроволочным электродом- инструментом по копирам, выполненным в заданном масштабе.
Цель изобретения - расшире ние функциональных возможностей станка для электроэрозионной обработки по копирам, а именно обеспечение возможности использования его для обработки деталей по копирам, выполненным .в заданном масштабе.
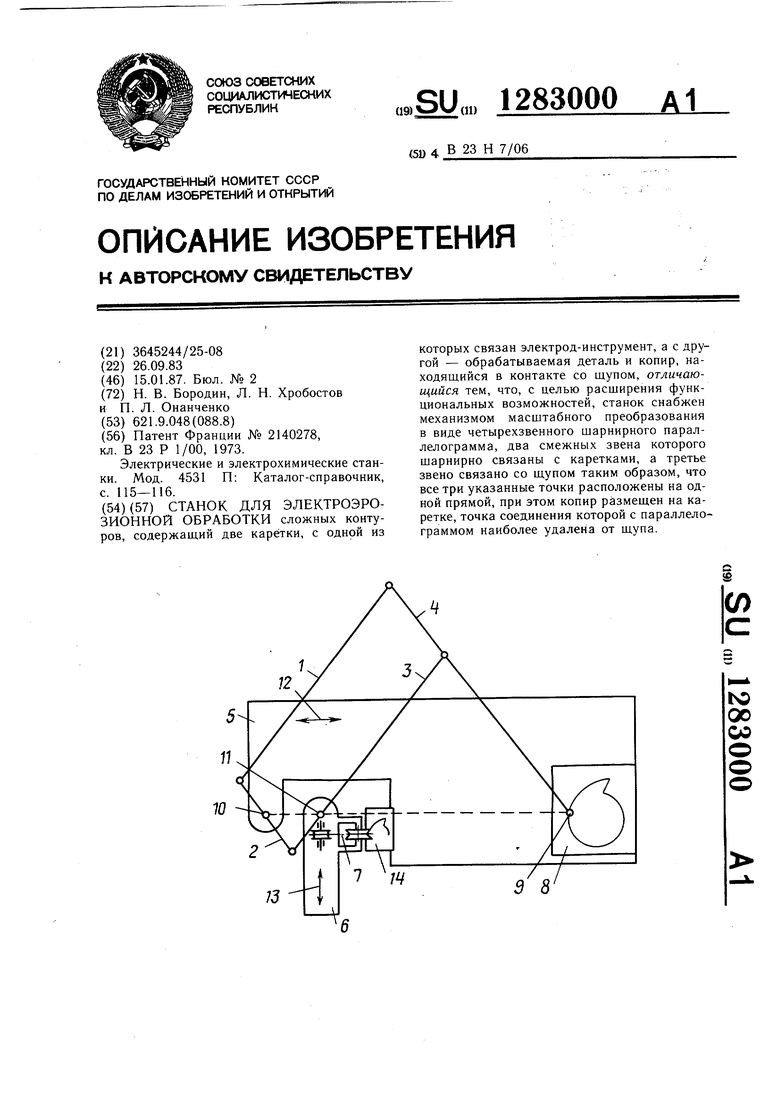
На чертеже изображена кинематическая схема станка для электроэрозионной обработки по копирам.
Станок содержит механизм масштабного преобразования, представляюш.ий собой че- тырехзвенный шарнирный параллелограмм со звеньями 1-4, две каретки 5 и 6, электрод-инструмент 7, копир 8 и щуп 9. Звено 2 параллелограмма связано с кареткой 5 через шарнир 10, звено 3 параллелограмма связано с кареткой 6 через шарнир 11. Шарни- ры 10 и 11 и щуп 9 расположены на одной прямой, причем с кареткой 5, несущей копир 8, связан щарнир 10, наиболее удаленный от щупа 9.
Направления перемещений кареток указаны стрелками 12 и 13. Обрабатываемая деталь 14 крепится к каретке 5, электрод- инструмент 7 - к каретке 6. Электрод- инструмент 7 представляет собой, например, электрод-проволоку, перематываемую с ка- тущки на катущку в плоскости, перпендикулярной плоскости чертежа.
Копир для электроконтактных копировальных систем представляет собой диэлектрическую пластину с металлическим покрытием, контуры которого повторяют геомет
рию вырезаемой детали в заданном масштабе.
Станок работает следующим образом.
Электроконтактная копировальная система, являюш,аяся принадлежностью станка, например модели 4531, при работе в режиме копирования обеспечивает перемещение кареток 5 и 6 во взаимно перпендикулярных направлениях так, что одна из кареток обеспечивает рабочую подачу, другая - копировальную. Рабочая подача осуществ
ляется все время, копировальная - только
0
0
5
от момента появления разрыва электрической цепи между щупом 9 и металлическим покрытием копира 8 до момента ее восстановления. Таким образом, щуп 9 всегда находится на границе контура металлического покрытия копира 8.
Предположим, что каретка 5 осуществляет копировальную подачу, а каретка 6 - рабочую, электрическая цепь между щупом 9 и копиром 8 замкнута, и каретка 5, следовательно, не движется. При этом закрепленный на каретке 6 электрод-инструмент 7 перемещается по отнощению к детали 14, закрепленной на каретке 5, делая в детали 14 вырез в направлении подачи. Через шарнир 11, шарниры и звенья 1-4 масштабного преобразователя движение передается на щуп 9, который перемещается в том же направлении и имеет тенденцию к разрыву электрической связи с копиром 8. При разрыве этой связи включается копировальная подача. Каретка 5 начинает двигаться в направлении восстановления контакта между щупом 9 и копиром 8. Связанная с кареткой 5 деталь 14 перемещается по отнощению к электроду-инструменту 7, который делает вырез в детали 14 в направлении, обратном перемещению, но согласованном с направлением движения щупа 9 по отнощению к копиру 8. Перемещение каретки 5 с копиром 8 и щупа 9 противоположны, и их движения складываются, чем достигается заданный масштаб преобразования в этом направлении.
Сложение движений кареток 5 и 6 дает результирующее движение, направление ко-, торого может быть любым.
По завершении обхода контура копира 8 щупом 9 электрод-инструмент 7 завершает вырезание детали 14. Геометрия этой детали полностью соответствует геометрии копира с учетом масштаба преобразования.
Когда каретка 5 осуществляет рабочую подачу, а каретка 6 - копировальную, устройство работает аналогично.
Предлагаемый станок для электроэрозионной обработки по копирам имеет более широкие функциональные возможности, обеспечивая возможность использования его для обработки деталей по копирам, выполненным в заданном масштабе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| Устройство для электроэрозионной обработки наружных поверхностей одной или нескольких деталей | 1967 |
|
SU243753A1 |
| Устройство для многоэлектродной электроэрозионной обработки | 1978 |
|
SU770718A1 |
| Способ электроэрозионного вырезания сложноконтурных деталей с наклонными стенками | 1977 |
|
SU707744A1 |
| Многошпиндельный гравировальный копировально-фрезерный станок | 1953 |
|
SU116956A2 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2118247C1 |
| Устройство для электроэрозионной обработки конических поверхностей | 1979 |
|
SU854663A1 |
| Устройство для копировальной обработки асферических поверхностей | 1981 |
|
SU996174A2 |
| Гидрокопировальный многопроходный суппорт | 1981 |
|
SU1134350A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПИХТОВОГО БАЛЬЗАМА "ОЛЕСЯ" | 1998 |
|
RU2140278C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Электрические и электрохимические станки | |||
| Мод | |||
| Резервуар для нагревательной лампы типа "Примус" | 1925 |
|
SU4531A1 |
| Ударно-долбежная врубовая машина | 1921 |
|
SU115A1 |
