Изобретение относится к размерной электрохимической обработке деталей по двум координатам непрофилированным электродоминструментом. Предлагаемый способ может быть использован при вырезании деталей замкнутого профиля, например матриц вырубных штампов, шаблонов в инструментальной, машиностроительной и других отраслях промышленности.
Известен способ электрохимической обработки вырезания деталей непрофилированным электродом-инструментом но копиру, процесс обработки деталей происходит при этом в два цикла. Во время первого, вспомогательного, осуш,ествляется автоматический подвод щупа копировального прибора к копиру по любой из координат с помощью одного из приводов нри включенном источнике питания и подаче электролита в рабочую зону. Электрод-инструмент в это время «вырезает в заготовке прямолинейный наз. С момента касания щупом копира происходит автоматическое замедление, а затем остановка привода подачи. После этого следящая система вручную переключается на автоматический обход контура копира (рабочий цикл). Поскольку в точке, где происходит переход от вспомогательного цикла к автоматическому рабочему источник питания не выключается, на детали появляется дефект в виде риски глубиной до 0,5-0,8 мм
(в зависимости от характеристик электролита и материала, режимов обработки).
Предлагаемый способ отличается тем, что копирование начинают с наложенной на копир частично перекрываемой пластины, выходящей за пределы контура, которую снимают после перехода копировальной системы на копирование основного контура.
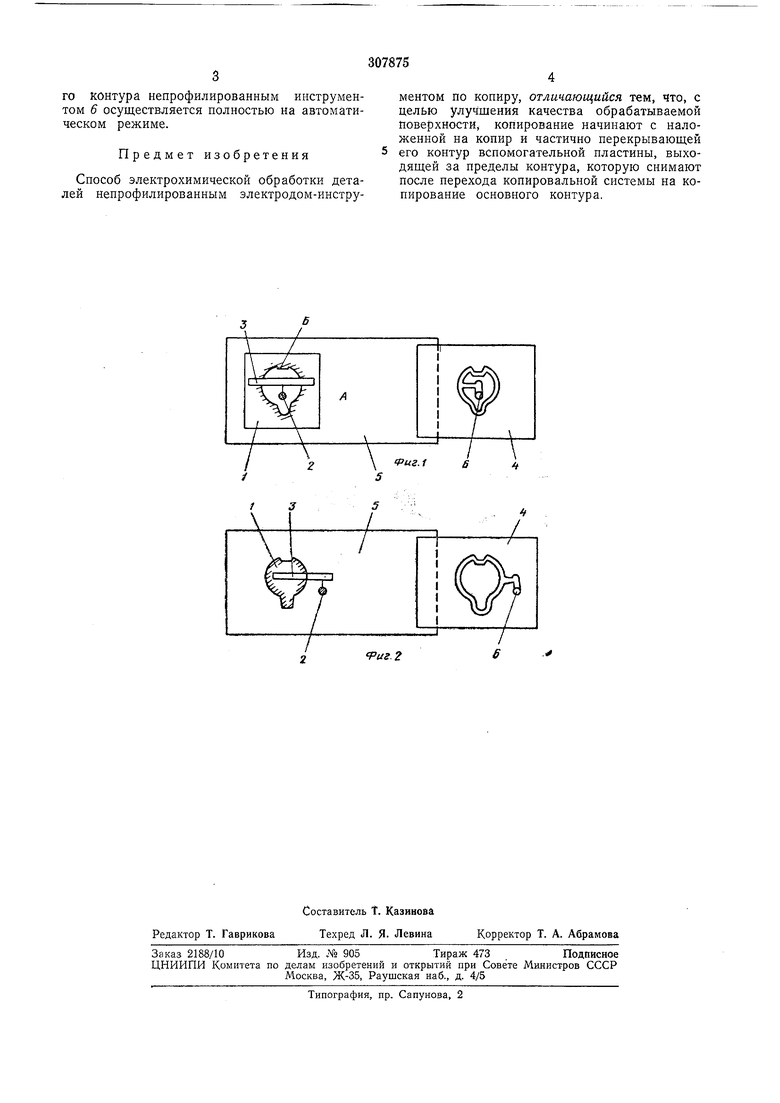
На фиг. 1 изображен вариант обработки замкнутого контура; на фиг. 2 - наружное.
В точке А происходит переход от цикла подхода копира У к щупу 2 на цикл автоматического обхода. При этом вспомогательную пластину выносят за пределы обрабатываемого контура с помощью накладываемого на основной копир. Разлгеры вспомогательной пластины должны быть такими, чтобы она перекрывала только часть контура основного копира и вместе с тем выходила за его пределы. В результате использования такой пластины подход к щупу копировального прибора осуществляется не в точке Б, расноложенной на рабочем контуре, а в точке А, находящейся на вспомогательном копире. Настройка следящей копировальной системы на заданный режим обработки также переносится за пределы рабочего контура обрабатываемой детали 4, закрепленной на рабочем столе 5. После перехода щупа на копирование заданного профиля пластину снимают, и вырезание рабочего контура непрофилированным инструментом 6 осуществляется полностью на автоматическом режиме.
Предмет изобретения
Способ электрохимической обработки деталей ненрофилированным электродом-инструментом по копиру, отличающийся тем, что, с целью улучшения качества обрабатываемой поверхности, копирование начинают с наложенной на копир и частично перекрывающей его контур вспомогательной пластины, выходящей за пределы контура, которую снимают после перехода копировальной системы на копирование основного контура.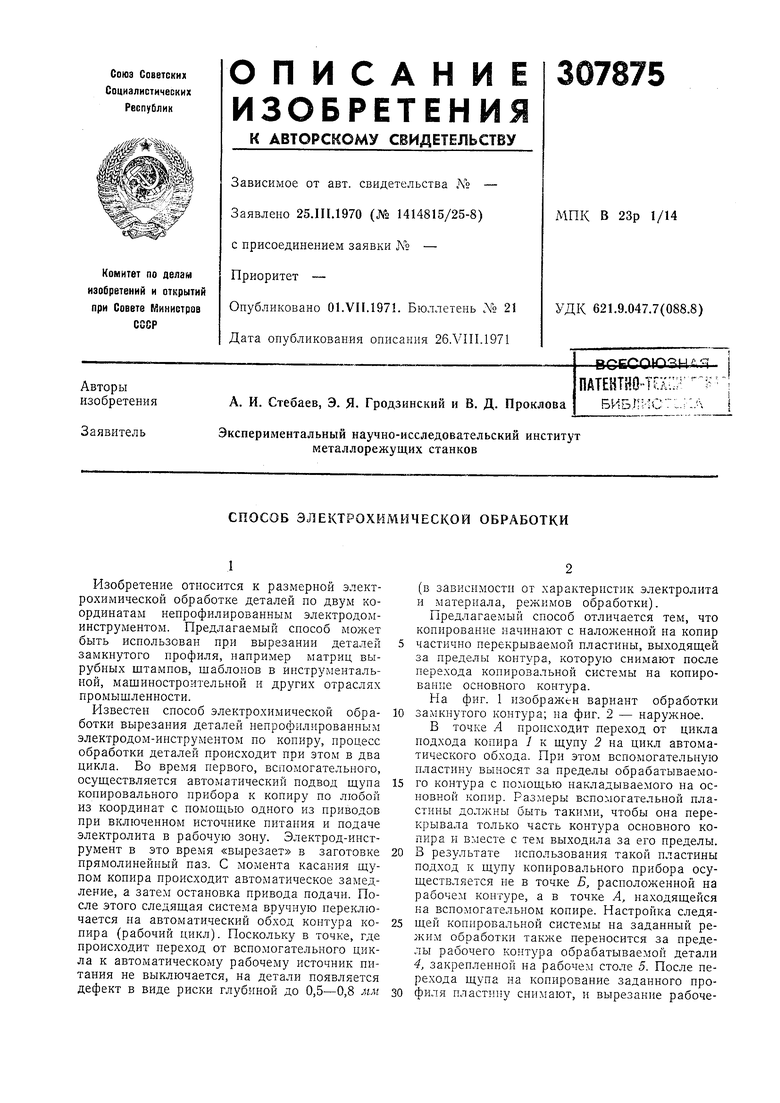
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионного вырезания по копиру | 1982 |
|
SU1135579A1 |
| Станок для электроэрозионной обработки | 1983 |
|
SU1283000A1 |
| Гидрокопировальный механизм | 1980 |
|
SU918027A1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| Гидрокопировальный механизм | 1982 |
|
SU1017468A2 |
| Устройство для электроэрозионного вырезания сложноконтурных изделий с наклонной образующей | 1976 |
|
SU618236A1 |
| Самонастраивающаяся система программного управления | 1984 |
|
SU1302240A1 |
| Способ изготовления электродаинструмента для размерной электрохимической обработки | 1976 |
|
SU598723A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| Копировальное устройство | 1979 |
|
SU776870A1 |
/
. t
S4
