Изобретение относится к металлообработке, в частности к способу электроэрозионного вырезания на станках, обеспечивающих обработку с наклоном электрода-проволоки. Оно может быть использовано для многопроходного вырезания деталей оснастки, например вырубных штампов, в том числе пуансонов„
Наиболее близким к изобретению по технической сущности является способ электроэрозионного вырезания по авт.св. № 622617,от 25.02.76 (Б.И. № 33 от 05.09.78), в котором процесс вырезания осуществляют в несколько проходов, удерживая выпадающую часть заготовки на перемычках, а сами перемычки перерезают на последнем проходе.
Недостатком известного способа является значительная трудоемкость
отделения перемычек на последнем проходе. Поскольку перемычки формируются на всю толщину заготовки, они включают как рабочую, так и нерабочую часть контура, например, пуансона или матрицы вырубного штампа (у пуансонов при длине до 70 мм рабочая часть занимает до 0 мм, у матрицы при толщине 30-35 мм рабочая часть составляет до 15 мм). При этом рабочая часть деталей штампов требует гораздо более высокой чистоты обработанной поверхности по сравнению с нерабочей частью контура. Высокая чистота поверхности контура может быть получена лишь на чистовых режимах, которые не обеспечивают высокопроизводительного отделения перемычек„
Целью изобретения является снижение трудоемкости обработки.
VI
О СА
СЛ
Поставленная цель достигается тем, что в известном способе многопроходного электроэрозионного вырезания контуров электродом-проволокой с удержанием на перемычках выпадающей части заготовки, перерезание перемычек производят с предварительной надрез кой со стороны рабочей части контура на черновом режиме путем наклона проволоки по контуру во встречных направлениях, перекрывающих друг друга, затем за счет смещения проволоки и осуществления повторных проходов со встречными наклонами проволоки зачищают контур и участок перерезанной перемычки, после чего проволоку смещают и перерезают оставшуюся на нерабочем участке контура часть перемычки на производительном черновом режимес
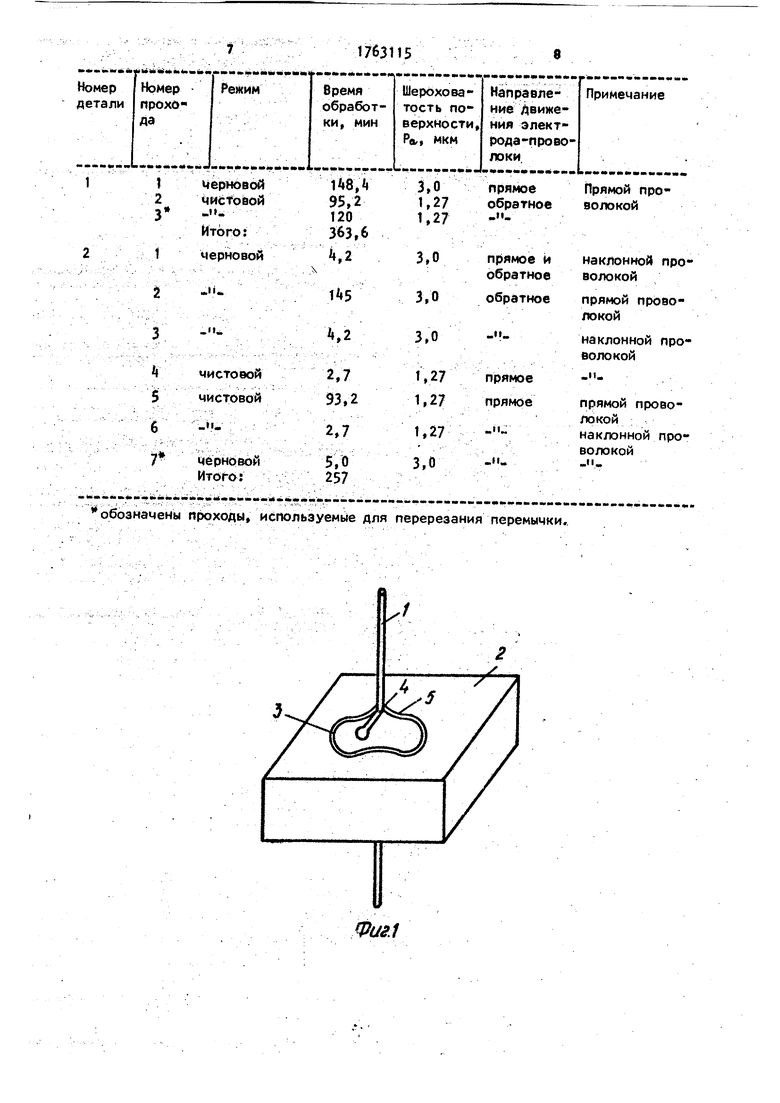
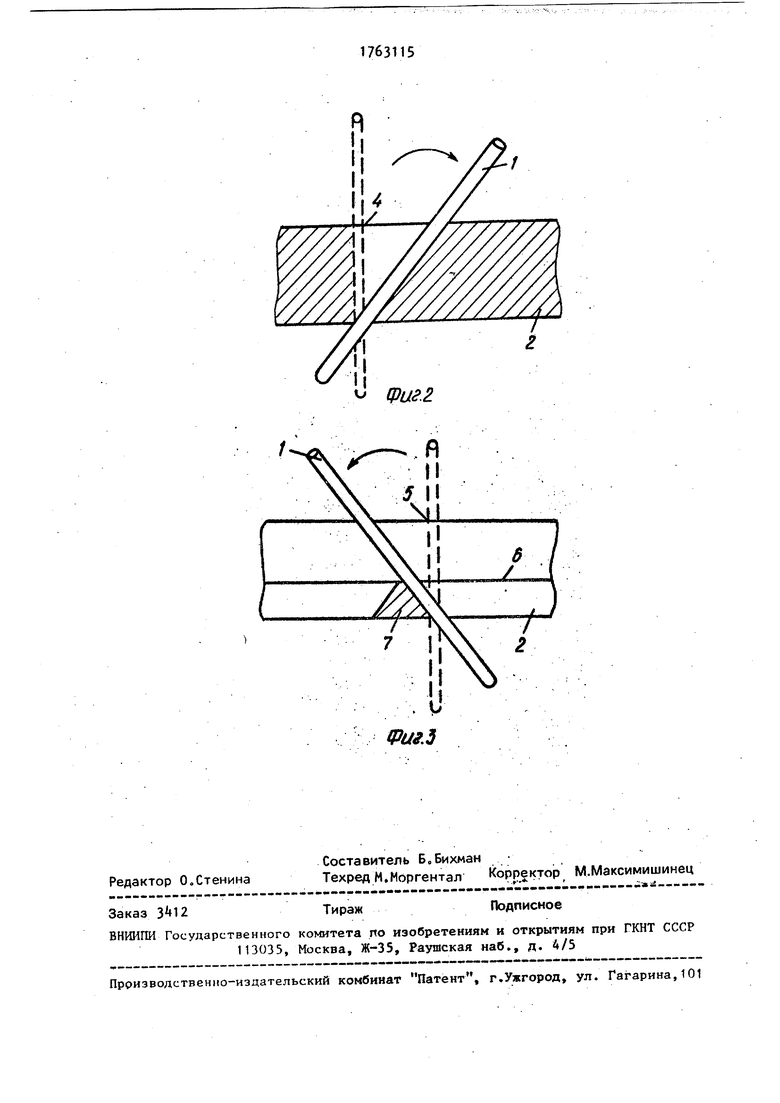
На фиг показаны электрод-проволока и обрабатываемая заготовка; на фиг о 2 - участок вырезанной поверхности заготовки с наклоненной проволокой в начале образования перемычки; на фиг«3 - то же, в конце образования перемычки«
На фиг о 1-3 показаны электрод-проволока 1, обрабатываемая заготовка 2, вырезаемый контур 3, точка 4 на линии контура начала образования перемычки и точка 5 на линии контура окончания образования перемычки, линия 6 разделения рабочей части контура (расположена над линией) от нерабочей, перемычка 7 между вырезаемым контуром и заготовкой.
При реализации способа электрод- проволока 1 движется из заходного отверстия в обрабатываемой заготовке 2 в точку k начала образования перемычки на контуре 3° В точке k перемещение электрода-проволоки прекращается и начинается наклон проволоки по контуруо Верхняя направляющая элек тродэ-проволоки при этом движется в направлении точки (по часовой стрел ке), Направление движения проволоки при наклоне от вертикального положения показано стрелкой на фиг„2 Угол наклона определяется необходимой величиной формируемой перемычки. После осуществления необходимого наклона проволока выпрямляется, Двигаясь по контуру в обратном направлении до вертикального положения. Далее проволока перемещается по вырезаемому контуру а том же направлении (против
631
10
15
20
25
30
35
40
45
SO
55
15А
часовой стрелки) от точки Ц к точке 5, в которой перемещение проволоки прекращается и осуществляется наклон проволоки по контуру в направлении, указанном стрелкой на фиг„3° В результате выпадающая часть заготовки удерживается на перемычке 7, высота которой ограничена линией 6 между рабочей и нерабочей частями контура Все указанные перемещения проволоки производятся на производительном черновом режимво Затем осуществляется переключение генератора на мягкий режим, обеспечивающий зачистку поверхности, и необходимое смещение проволоки, ее выпрямление в обратном направлении перемещение по контуру от точки 5 в точку А (по часовой стрелке)„ В этой точке перемещение проволоки прекращается и производится зачистка контура над перемычкой путем наклона проволоки в направлении, указанном стрелкой на фиг.2, Если необходим еще один или несколько зачистных проходов электрода-проволоки, то после каждого полного прохода осуществляется соответствующее переключение генератора, смещение проволоки и ее перемещение со встречными наклонами После последнего прохода электрода-проволоки ее смещают на величину межэлектродного зазора на черновом режиме, переключают генератор на этот режим и производят производительное перерезание перемычки 7
Производилась сравнительная экспериментальная обработка двух пуансонов вырубного штампа из стали Х12М толщиной 60 мм (рабочая часть - 25мм) с длиной контура 93,5 мм„ Обработка производилась на станке типа мод 732ФЗМ с генератором типа ГКИ-300- 200А. В качестве электрода-проволоки была использована латунная проволока диаметром 0,25 мм
Первый пуансон вырезался известным способом: из заходного отверстия производилось перемещение электрода- проволоки до выхода на контур и про- резание контура на черновом режиме с оставлением перемычки шириной Змм по всей высоте пуансона, затем смещение электрода-проволоки и осуществление повторного „(чистового) прохода в обратном направлении и перерезание перемычки на выбранном чистовом режиме. Черновой проход осуществлялся на режиме 23 генератора ГКИ-300-200Д
5,. 176
при контурной скорости резания 0,61 мм/мин, чистовой проУчОД проводился на режиме 31 с контурной скоростью резания 0,95 мм/мин, контурная ско- рость перерезания перемычки на этом режиме составила 0,025 мм/мин, смещение электрода-проволоки 25 мкм.
Второй пуансон вырезался вновь следующим способом: осуществлялся вы- ход электрода-проволоки из заходного отверстия на контур и прорезание рабочей части пуансона (высота 25 мм) на черновом режиме за счет наклона проволоки (угол 4е, ширина перемыч- ки в основании 5 мм), затем выпрямление проволоки перемещением в обратную сторону и прорезание контура на черновом режиме, прорезание рабочей части пуансона встречным наклоном проволоки на том же черновом режиме, смещение проволоки, переключение генератора на чистовой режим, зачистка рабочей части пуансона выпрямлением проволоки и движении в прямом направлении зачистка вырезаемой поверхности пуансона прямой проволокой и его рабочей части - встречным наклоном, смещение проволоки и переключение генератора на черновой режим, отрезка перемычки на черновом режиме по нерабочей части пуансона. Режимы и скорости резания использовались те же, что и при вырезании пуансона известным способом,
Результаты сравнительной обработки приведены в таблице
Из таблицы видно, что экономия времени при сравнении известного и данного способов обработки на приме- ре пуансона составила ЗбЗ, « 106,6 мин, Тово около 29% Анализ
1
56
обработки показывает, что с увеличением массы выпадающей части заготовки и ростом ширины или количества перемычек выигрыш во времени будет увеличиваться
Полученный выигрыш во времени при использовании данного способа по ; сравнению с известным достигнут благодаря отличительным признакам этого способа, обеспечивающим многопроходную производительную обработку части перемычки на рабочем участке и черновую однопроходную, а также производи-1- тельную обработку второй части перемычки на нерабочем участке.
Формула изобретения
Способ многопроходного электроэрозионного вырезания замкнутых контуров, при котором на первом черновом проходе выполняют удерживающие выпадающую часть перемычки, затем выполняют чистовые проходы и удаляют перемычки на последнем проходе, отличающийся тем, что, с целью повышения производительности при обработке деталей с неодинаковыми требованиями по качеству обрабатываемой поверхности, по высоте вырезаемого контура, удерживающие перемычки выполняют в местах с пониженными требованиями по качеству поверхности путем наклона проволочного электрода- инструмента во встречных направлениях, чистовые проходы выполняют с обходом удерживающих перемычек путем наклона электрода-инструмента во встречных направлениях в местах их расположения, а удаление перемычек выполняют на черновом режиме„
обозначены проходы используемые для перерезания перемычки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электроэрозионной обработки непрофилированным электродом-инструментом | 1990 |
|
SU1779495A1 |
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1986 |
|
SU1397208A1 |
| Способ электроэрозионного вырезания проволочным электродом-инструментом | 1980 |
|
SU1268096A3 |
| Способ электроэрозионной обработки сложнопрофильных изделий | 1980 |
|
SU921744A1 |
| Способ электроэрозионного изготовления пуансонов методом обратного копирования | 1985 |
|
SU1346363A1 |
| Устройство для электрохимического прошивания | 1990 |
|
SU1773615A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛА | 2011 |
|
RU2466834C2 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
Использование: электроэрозионное вырезание замкнутых контуров с удержанием выпадающей части при помощи удаляемых перемычек. Сущность изобретения: при прохождении вырезаемого контура электродом-проволокой 1 на черновом режиме последнюю наклоняют в вырезаемом пазу в противоположных направлениях. При этом на части заготовки 2 с пониженными требованиями к качеству поверхности образуются удерживающие перемычки 7. Затем производят обработку контура на чистовых режимах, обходя перемычки в местах их расположения путем соответствующего наклона электрода-проволоки. Перемычки удаляют на последнем проходе на черновом режиме 3 ил, 1 табл.
Фш.1
Редактор О.Стенина
Составитель Б.Бихман
Техред М.Моргентал Корректор М.Максимишинец
Заказ
Тираж
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Прриэводственпо-изцательский комбинат Патент, г.Ужгород, ул. Гагарина,101
ФигЗ
Подписное
| Способ электроэрозионного вырезания | 1976 |
|
SU622617A1 |
| ( СПОСОБ МНОГОПРОХОДНОГО ЭЛЕКТРОЭРОЗИОННОГО ВЫРЕЗАНИЯ ЗАМКНУТЫХ КОНТУРОВ | |||
