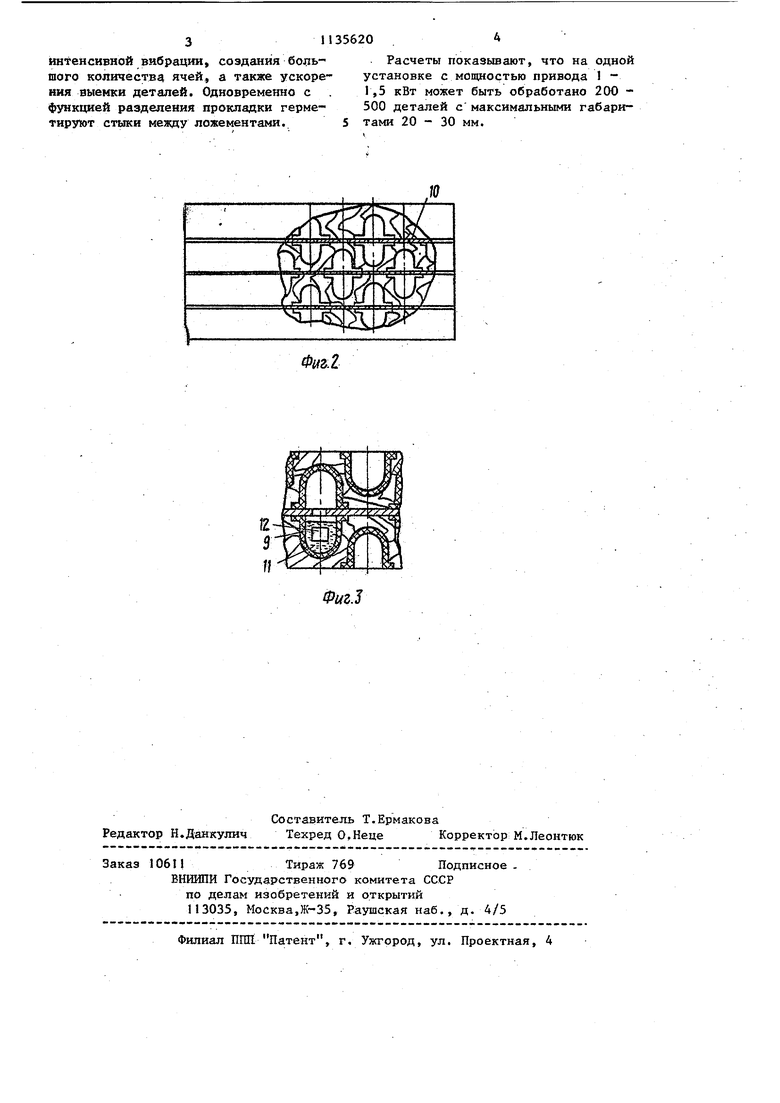
Изобретение относится к установка для обработки деталей небольших размеров свободным абразивом и может быть применено для шлифовки, полиров ки, зачистки кромок хрупких деталей или деталей с повышенными требованиями к качеству поверхности. По основному авт.св. № 747793 известна вибрационная установка для обработки деталей, в которой осущест вляют обработку каждой детали в отдельной ячеи, которые расположены в ложементах, собранных в вертикальные пакеты 13. Недостатком известной установки является длительный, затруднительный процесс отделения деталей от абра- зива. Цель изобретения- - сокращение времени при отделении деталей от ра- бочей среды. Цель достигается тем, что ячеи в ложементе расположены в двух противо положных его плоскостях из условия образования при собранном пакете про тиволежащих зеркально расположенных ячеек, а между ложементами размещают с енные . сетчатые прокладки. Ячеи в ло кементе .располагают в шах;.1атном .порядке.. На фиг. показана установка, общий вид; на фиг.2 - вид сбоку, на пакет ложб1У1ентов; на фиг.З - расположение ячей в ложементе. Установка состоит из опорной рамы 1i колеблющейся рамы 2, снабженной инерционным вибратором.3. Колеблющаяся рама 2 опирается на опорную раму 1 через виброопоры в з.ияе пружин 4. Наколеблющейся раме йри помощи струбцин 5 закреплены дв йакета ложементов в виде пластин 6 с ячеями 7 на йижней плоскости ложемента и ячеями 8 на верхней. При этом ячеи одно1о ложемента, обращенные в разные стороны, чередуются друг с другом. Ячеи в плане имеют цилиндрическую форму со скругленным дном. Размер их выполняют соизмеримым с размерами обрабатываемых деталей. Практически для обеспечения сво бодного вращения детали и циркуляции абразива под действем вибрации .достаточно, чтобы диаметр ячеи превы шал наибольший размер детали на i - 5 размеров зерен абразива. Ячеи 7 и 8 выполняются либо заодно с ложементом, либо снабжаются вставным стаканом 9,. При собранном пакете ячеи нижележащих ложементов располагаются зеркально по отношению к ячеям вышележащих ложементов. Между ложементами установлены прокладки О в виде решеток или пластин, по меньшей мере, одним отверстием, расположенным против каждой ячеи.- Прокладки выполняют из дефомируемого материала - резины, полиэтилена, капрона. Размер отверстий и в прокладках больше размера зерен абразива, но меньше размера обрабатываемых деталей. В каждую обращенную вверх ячею загружают абразив 11 в порошка или гранул и деталь 12. Ложементы могут быть изготовлены из дерева, литых пластмасс, литой резины, пористой резины, пенопласта. Вставные стаканы 9 изготавливают из резины, . капрона или любого другого износостойкого материала. Установка работает следующим образом. При включении вибрации под действием круговых колебаний абразивы и деталь 12,приходят в круговое перемещение, при этом за счёт соударения детали и абразива происходит обработка поверхности, скругление кромок. По окончании обработки пакет . снимают с установки, скрепляют временной стяжкой (не показано) и переворачивают, например, в кантователе. При этом абразив просыпается через отверстия в прокладке из ячей 8 в зеркально расположенные ячеи 7. В случае затруднений с пересыпанием . абразива после переворачивания пакет вновь крепится на установке и подвергается кратковременной вибрации в течение нескольких секунд. При . этом обрабатываемые детали при .снятии ложементов оказываются освобожденными от абразива и легко могут быть складированы, а следующая партия деталей загружается уже в ячеи 7, заполненные абразивом. Применение индивидуальной обработки деталей в совокупности с системой зеркальных ячей позволяет полностью исключить брак от их соударения, обеспечив высокую производительность на этой операции за счет наложения интенсивной вибрации создания большого количества ячей, а также ускоре ния аыенки деталей. Одновременно с функцией разделения прокладки герметируют стыки между ложементами. Расчеты показывают, что на одной установке с мощностью привода 1,5 кВт может быть обработано 200 500 деталей с максимальными габаритами 20 - 30 мм.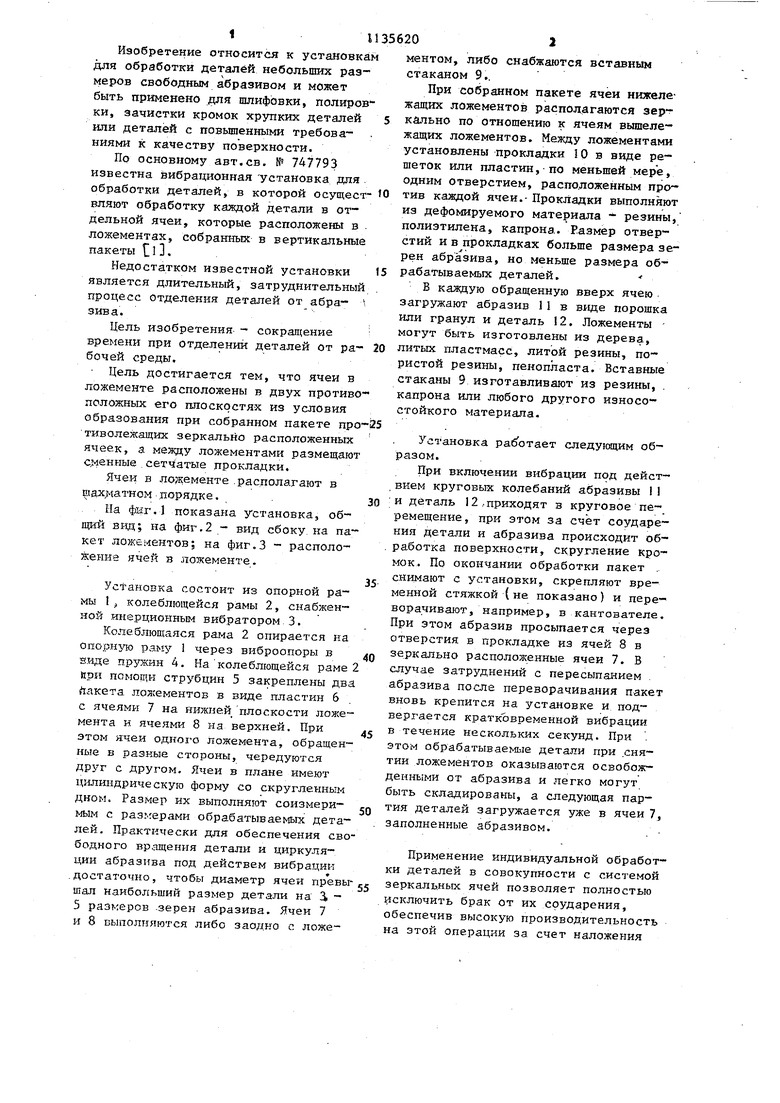
| название | год | авторы | номер документа |
|---|---|---|---|
| Ячея вибрационной установки для индивидуальной обработки мелких деталей | 1980 |
|
SU1148763A1 |
| Способ обработки деталей в псевдоожиженном слое абразива | 1979 |
|
SU903087A1 |
| СПОСОБ ГИДРОРОТАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1992 |
|
RU2014206C1 |
| СПОСОБ УДАЛЕНИЯ ЗАУСЕНЦЕВ И СКРУГЛЕНИЯ ОСТРЫХ КРОМОК | 1991 |
|
RU2008173C1 |
| ПРЕОБРАЗОВАТЕЛЬ ЭНЕРГИИ | 1994 |
|
RU2076947C1 |
| ГРУЗОВАЯ ПЛАТФОРМА СОРТИМЕНТОВОЗНОГО КРАНА-МАНИПУЛЯТОРА | 1996 |
|
RU2122498C1 |
| Устройство для струйной обработки изделий | 1988 |
|
SU1650409A1 |
| СПОСОБ ВИБРАЦИОННОЙ ОБРАБОТКИ | 2002 |
|
RU2225287C2 |
| Способ доводки конической поверхности детали | 1986 |
|
SU1341001A1 |
| СТРУКТУРИРОВАННЫЕ АБРАЗИВЫ СО СЦЕПЛЕННЫМИ ФУНКЦИОНАЛЬНЫМИ ПОРОШКАМИ | 1998 |
|
RU2173251C1 |
К ВИБРАЦИОННАЯ УСТАНОВКА ДЛЯ ОБРАБОТКИ ДЕТАЖЙ по авт. св. 9 747793, отличающаяся тем, что, с целью сокращения времени при отделении деталей от рабочей среды, ячеи в ложементе расположены в двух противоположных плоскостях его из условия образования при собранном пакете противолежащих зеркально расположенных ячеек, а между ложементами размещают смек№л& сетчатые прокладки. 2. Установка по п.1, о т л и чающая ся тем, что ячеи в ложементе расположены в шахмат1;ом порядке.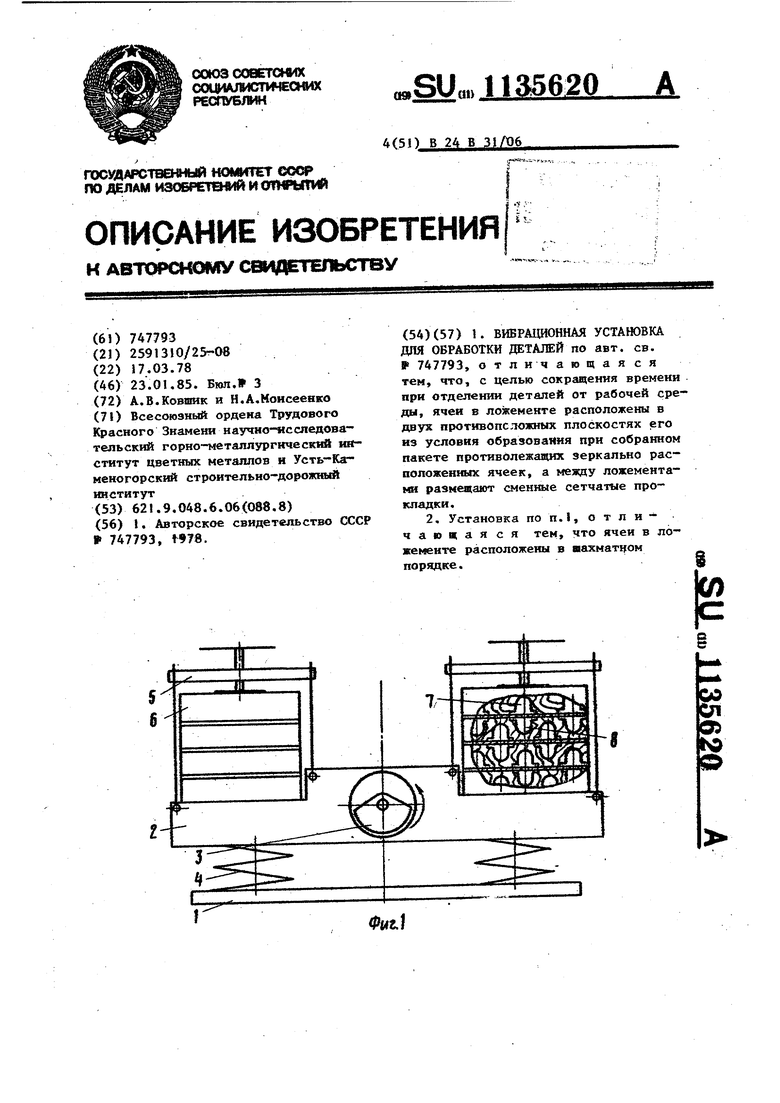
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
