(54) СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ В ПСЕВДООЖИЖЕННОМ СЛОЕ АБРАЗИВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки в псевдоожижен-НОй СРЕдЕ и уСТРОйСТВО для ЕгО ОСу-щЕСТВлЕНия | 1979 |
|
SU848314A1 |
| Способ обработки деталей в псевдоо-жижЕННОМ АбРАзиВЕ | 1979 |
|
SU846243A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872215A1 |
| Устройство для обработки деталей свободным абразивом | 1980 |
|
SU931405A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859124A1 |
| Устройство для абразивной обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU872216A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1978 |
|
SU779037A1 |
| Устройство для обработки деталей в псевдоожиженном абразиве | 1979 |
|
SU859123A1 |
| Устройство для абразивной обработки деталей | 1979 |
|
SU874315A2 |
| Устройство для обработки деталейВ пСЕВдООжижЕННОМ АбРАзиВЕ | 1979 |
|
SU848315A1 |
1
. Изобретение относится к абразивной -обработке деталей и может применяться в машиностроении, приборостроении и других отраслях промышленности для снятия заусенцев, скругления кромок, зачистки, полирования.
Известен шособ обработкн деталей в псевдоожижениом слое абразива, при котором детали сообщают вращение в плоскости, расположенной под углом к плоскости газораспределительной решетки, причем угол установки детали, изменяют в процессе ее обработки Щ.
При вращении детали вокруг оси поочередно обрабатьтаются ее противотоложные стороны., ,
Недостатки известного способа - сравнительно невысокие производительность и ка-., чество обработки деталей из труднообрабатываемых материалов - титановых и жаропрочиых сплавов.
Цель изобретения - повышение качества обработки деталей из труднообрабатываемых штериалов.
2
Поставленная цепь достигается тем, что в рабочей камере дополнительно устанавливают щетку в плоскости, перпеидикулярной плоскости вращения детали, и вращают ее в направлении, обеспечивающем захват зерен, абразива в процессе обработки.
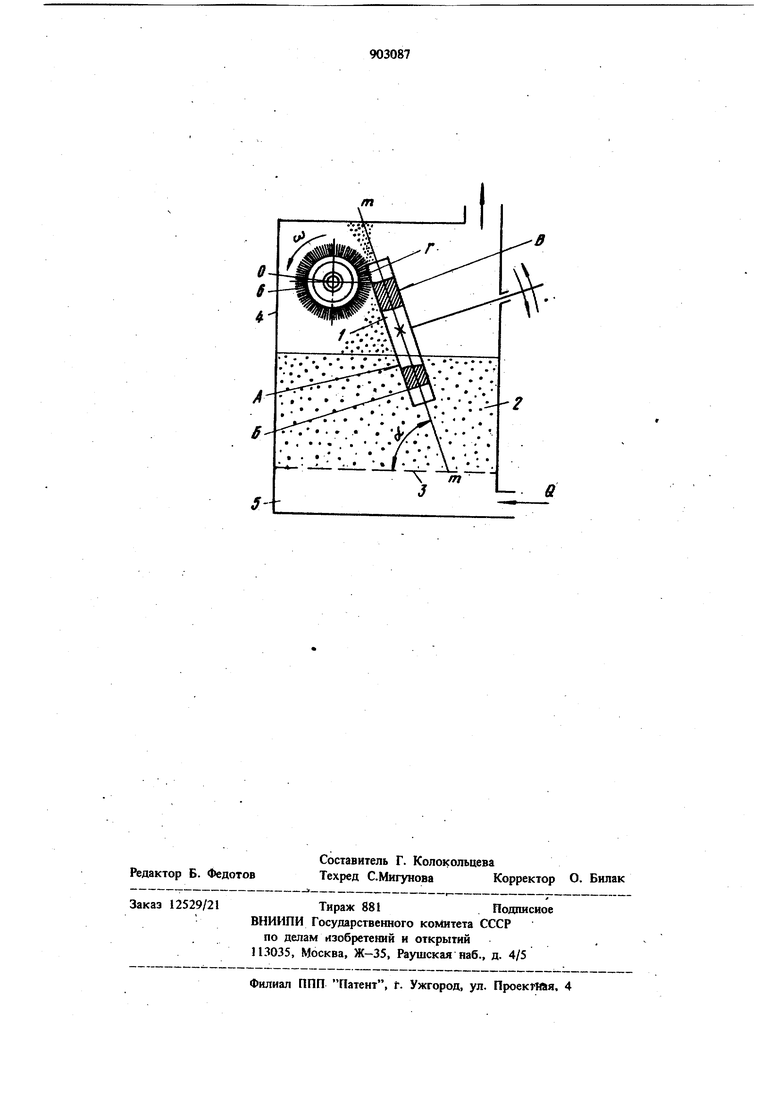
На чертеже представлена схема реалнзации способа в вертикальном разрезе рабочей камеры.
Обрабатьгааемую деталь 1 вращают в псев10доожиженном слое абразива 2 в плоскости т-т, расположенной параллельно или под углом 01 , не равным 90, к плоскости газораспределительной решетки 3 рабочей камеры 4.
5
Для ожижения слоя абразива 2 под газораспределительную решетку 3 через воздухораспределительную камеру 5 подают поток Q сжатого воздуха. Обрабатываемую деталь располагают стороной А, имеющей заусенцы
20 Б, к плоскости газораспределительной решетки 3.
При вращении обрабатываемой детали в псевдоожиженном абразиве npoHcxoatiT интен
сивное снятие заусенцев Б на стороне А детали, так как в зоне абразива, расположенной с этой стороны детали, происходит интенсивное кипение абразива и его обновление, что повышает производительность обработки.
Напротив, сторона детали В находится в аэродинамической тени потока Q ожижающего абразив воздуха, и поэтому в этой зоне интенсивность обработки намного меньше вследствие того, что отсутствует ожижение абразива. Чем меньше угол ос наклона плоскости m-tn вращения детали 1 к плоскости газораспределительной решетки 3, тем больше застойная зона неожиженного абразив с стороны В детали и тем меньше интенсивность съема с этой стороны. С другой стороны, закругление кромок на стороне В начинается раньше, чем на стороне А детали, где сначала снимаются заусенцы, а скругления кромок еще не происходит. Но к концу обработки детали радиусы скругления на ее противополож1Н)1х сторонах полз аются приMefjHo одинаковыми, так как их формообразование со стороны А более интенсивно. Равенство величин скругления кромок на противоположных сторонах детали достигается также подбором угла сС наклона щвталя, так как от величины этого угла зависит интенсивность съема металла, что и позволяет в каждом конкретном случае - в зависимости от величины заусенцев, их прочности и т.д. - выбрать угол, при котором радиусы скругления будут равны.
При наличии на деталях особо крупных и прочных заусенцев их удаляют расположенной в рабочей камере 4 над слоем абразива 2 щеткой 6, которую вращают в плоскости, перпендикулярной плоскости т-m вращения детали 1, в направлении по стрелке (О , при котором рабочая сторона Г щетки 6 движется в сторону выхода потока Q ожижающего абразив воздуха.
При вращении обрабатываемой детали вокруг своей оси абразив отбрасьтается центробежными силами на периферию детали к щетке, которая при своем вращении подхватывает, увлекает абразив в зону ее контакта с деталью, снимая заусенцы. Если щетку вращать в npoi-ивоположном направлении, интенсивности снятия заусенцев резко снизится, так как абразив почти не будет попадать в зону между щеткой и деталью.
Равномерность обработки обеих сторон детали - равенство радиусов скруглекия кромок - достигается при применении щетки также за счет выбора скорости ее вращения, материала и силы поджима к обрабатываемой детали. Кроме того, равномерность съема припуска по кромкам можно регулировать соотношением скоростей вращения детали и щетки, а также измгенением потока воздуха, ожижаницего абразив.
Способ позволяет повысить качество поверхности труднообрабатываемых деталей за счет комбинированной обработки псевдоожиженным абразивом и вращающейся щеткой.
Формула изобретения
Способ обработки деталей в псевдоолсиженном слое абразива в рабочей камере, при котором обрабатьшаемой детали сообщают вращение в плоскости, расположенной под углом к плоскости газораспределительной решетки, изменяемым в процессе обработки, отличающийся тем, что, с целью повышения качества обработки деталей из труднообрабатываемых материалов, в рабочей камере дополнительно устанавливают щетку в плоскости, перпендакулярной плоскости вращения детали, и вращают ее,в направлении, обеспечивающем захват зерен абразива в процессе обработки.
Источники информации, принятые во внима1ше при экспертизе 1. Авторское свидетельство СССР № 736482, кл. В 24 В 31/00, 1978.
S-0
