Изобретение относится к станкостроению, а именно к устройствам для обработки гребней уплотнительных колец и деталей в цилиндрах, жестко закрепленных на фундаменте, при ремонтах турбоустановки.
Наиболее близким к предлагаемому является устройство для расточки крупногабаритных деталей, содержащее опоры с люнетами, в расточке которых установлена с возможностью вращения от привода штанга с суппортом, имеющим возможность перемещения вдоль оси штанги и несущим инструмент 1.
Недостатками известного устройбтва являются низкая точность расточки вследствие низкой точности установки штанги, а также высокая трудоемкость установки штанги, так как установка и корректировка выполняются вручную.
Цель изобретения - повышение точности расточки путем регулирования положения оси щтанги.
Ноставленная цель достигается тем, что в устройстве для расточки крупногабаритных деталей, содержащем опоры с люнетами, в расточке которых установлена с возможностью вращения от привода штанга с суппортом, имеющим возможность перемещения вдоль оси щтанги и несущим инструмент, каждая бпора выполнена из двух частей - ведущей и ведомой, которые снабжены направляющими для радиального к оси расточки перемещения, причем обе чассти каждой опоры снабжены механизмами с фиксаторами для горизонтального и вертикального перемещений люнетов, связанных с последними с помощью введенных в устройство щарниров.
На фиг. 1 представлено устройство; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - ведущая часть опоры; на фиг. 4 - ведомая часть опоры.
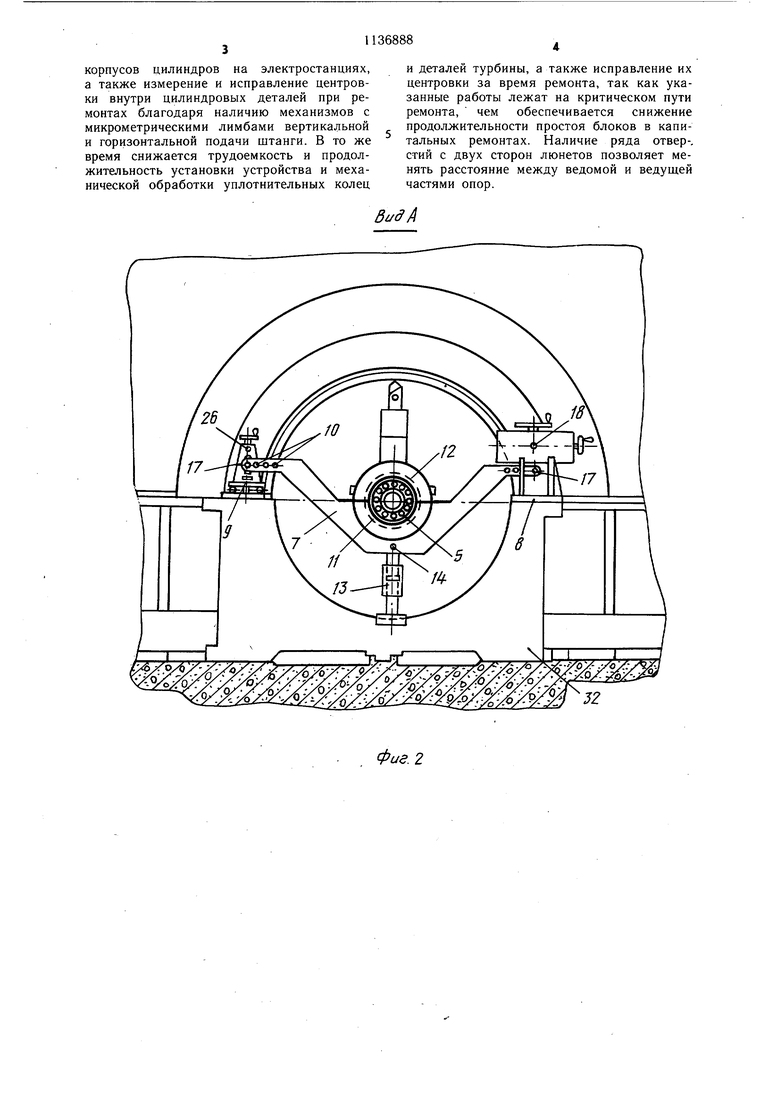
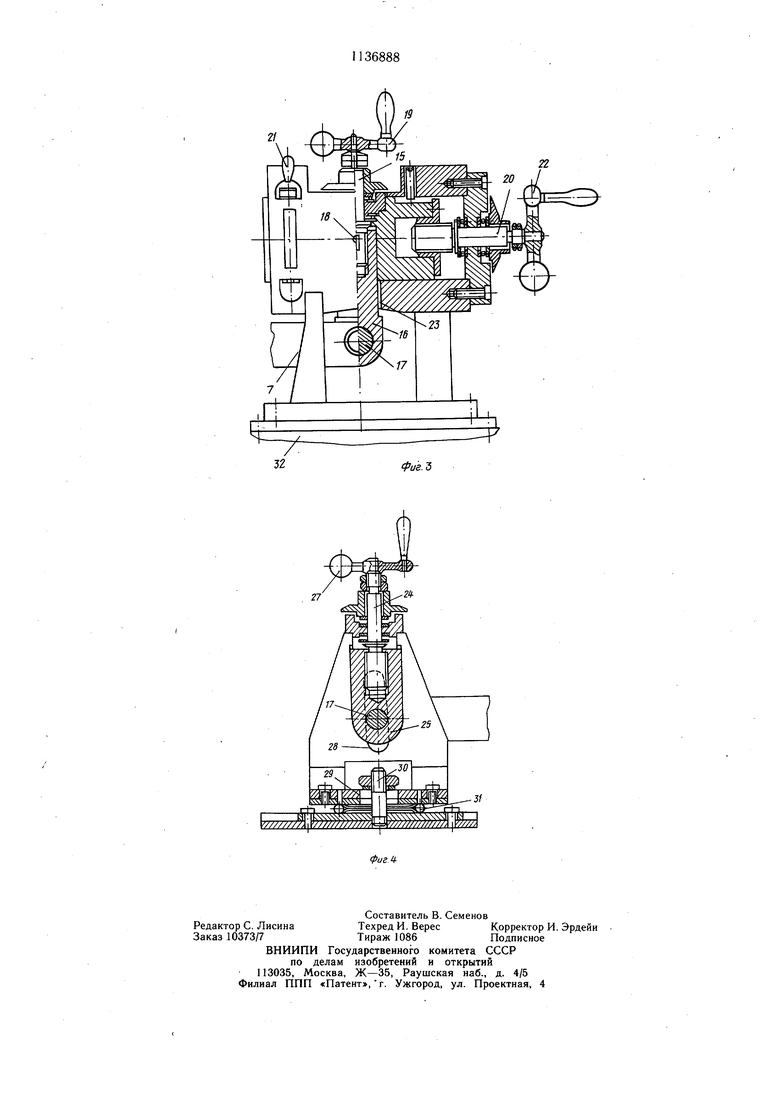
Устройство содержит щтангу 1 с приводом 2 вращения, суппортом с резцом 3, суппортом с индикатором 4, имеющими возможность перемещения вдоль щтанги, роликоподшипниками 5, опоры 6 (фиг. 1), люнеты 7 (фиг. 2). Каждая опора 6 выполнена из двух частей - ведущей 8 и ведомой 9. Каждый люнет. 7 содержит с двух сторон ряд отверстий 10, обойму 11, имеющую в центре горизонтальный разъем, с внутренней расточкой 12, регулируемую подпорку 13, соединенную с люнетом посредством оси 14. Ведущая часть 8 опоры 6 содержит механизм 15 вертикальной подачи с серьгой 16, соединенной с люнетом 7 посредством шарнирной оси 17, фиксатором 18, маховиком с микрометрическим лимбом 19, механизм 20 горизонтальной подачи с фиксатором 21, маховиком с микрометрическим лимбом 22, направляющим пазом 23. Ведомая часть 9 опоры 6 содержит механизм 24 вертикальной подачи с серьгой 25, соединенной с люнетом 7 посредством шарнирной оси 17, фиксатором 26, маховиком с микрометрическим лимбом 27, направляющим пазом 28, механизм горизонтальной подачи, выполненный в виде направляющего сквозйого паза 29 и фиксатора 30, проходящего через направляющий сквозной паз 29 роликов 31. Опоры 6 устанавливаются на корпусах 32 подщипников турбины. Суппортом с резцом 3 выполняют обработку уплотнительных колец 33 и деталей 34 турбины.
Устройство работает следующим образом.
На разъемы корпусов 32 подщипников турбины устанавливают ролики 31, фиксатор 30, ведущую часть 8 и ведомую часть 9 опоры 6 вместе с люнетом 7. Ведущую часть 8 опоры 6 закрепляют на разъеме корпусов 32 подшипников турбины. Затем штангу 1 устанавливают в люнеты 7 так, чтобы роликоподшипники 5 вошли в расточки 12 нижних половин обойм И. После этого устанавливают верхние половины обойм 11 на нижние и соединяют по разъему. Замеряют
положение штанги 1 суппортом с индикатором 4 относительно контрольных расточек под маслоотбойники на корпусах 32 подшипников турбины и определяют величину перемещения щтанги 1. Вращая маховик с микрометрическим лимбом 22 механизма горизонтальной подачи 20 ведущей части 8 опоры 6, штангу 1 перемещают на требуемую величину по направляющему пазу 23 и закрепляют фиксатором 21. При этом ведомая часть 9 опоры 6 перемещается на
5 роликах 31 по направляющему сквозному пазу 29 и ее закрепляют после перемещения фиксатором 30.
Вращая маховик с микрометрическим - лимбом 19 механизма 15 вертикальной подачи ведущей части 8 опоры 6 и маховик с микрометрическим лимбом 27 механизма 24 вертикальной подачи ведомой части 9 опоры 6 по направляющим пазам 23 и 28, перемещают щтангу 1 на требуемую величину, 5 после чего закрепляют ее фиксаторами 26 и 18. Перемещая суппорт с резцом 3 вдоль штанги 1 и в радиальном направлении и вращая штангу 1 приводом 2, выполняют обработку уплотнительных колец 33 и деталей 34 турбины. При проверке и исправлении центрирования деталей 34 турбины, суппорт с индикатором 4 перемещают вдоль штанги 1 и вращением ее определяют положение деталей 34 турбины, а также величину их перемещения в радиальном направлении.
Применение изобретения позволяет обеспечить точность центрирования штанги и обработки уплотнительных колец, деталей и
корпусов цилиндров на электростанциях, а также измерение и исправление центровки внутри цилиндровых деталей при ремонтах благодаря наличию механизмов с микрометрическими лимбами вертикальной и горизонтальной подачи штанги. В то же время снижается трудоемкость и продолжительность установки устройства и механической обработки уплотнительных колец
и деталей турбины, а также исправление их центровки за время ремонта, так как указанные работы лежат на критическом пути ремонта, чем обеспечивается снижение продолжительности простоя блоков в капитальных ремонтах. Наличие ряда отвер-. стий с двух сторон люнетов позволяет менять расстояние между ведомой и ведущей частями опор.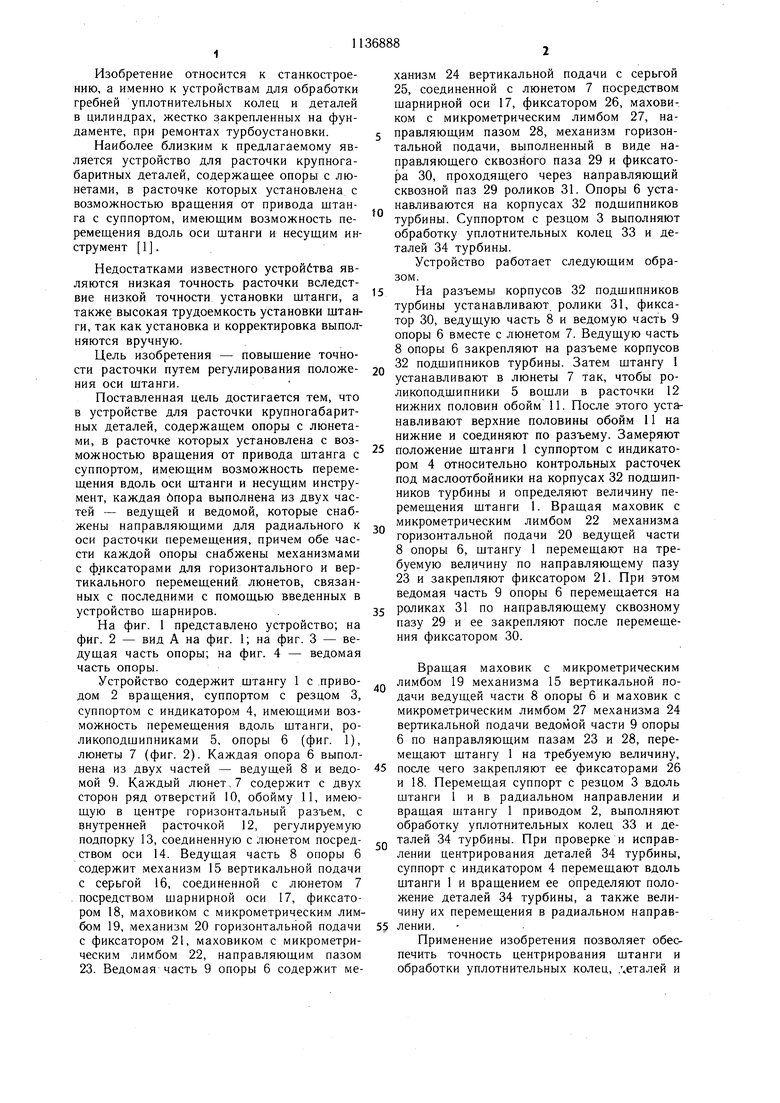
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2187187C2 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Стенд для разборки и сборки агрегатов автомобилей | 1985 |
|
SU1350000A1 |
| Подвижный люнет | 1979 |
|
SU870055A1 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ВРАЩЕНИЯ ДЕТАЛИ | 1996 |
|
RU2111089C1 |
| Хонинговальный станок для обработки цилиндрических поверхностей | 1986 |
|
SU1563951A2 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВИНТОВОГО ЗУБЧАТОГО ПРОФИЛЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ В ОТВЕРСТИИ ТРУБЧАТОЙ ЗАГОТОВКИ | 2014 |
|
RU2578895C2 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
УСТРОЙСТВО ДЛЯ РАСТОЧКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ, содержащее опоры с люнетами , в расточке которых установлена с возможностью вращения от привода штанга с суппортом, имеющим возможность перемещения вдоль оси щтанги и несущим инструмент, отличающееся тем, что, с целью повышения точности расточки путем регулирования положения оси штанги, каждая опора выполнена из двух частей - ведущей и ведомой, которые снабжены направляющими для радиального к оси расточки перемещения, причем обе части каждой опоры снабжены механизмами с фиксаторами для горизонтального и вертикального перемещений люнетов, связанных с последними с помощью введенных в устройство шарниров. (Л 00 а оо 00 СХ)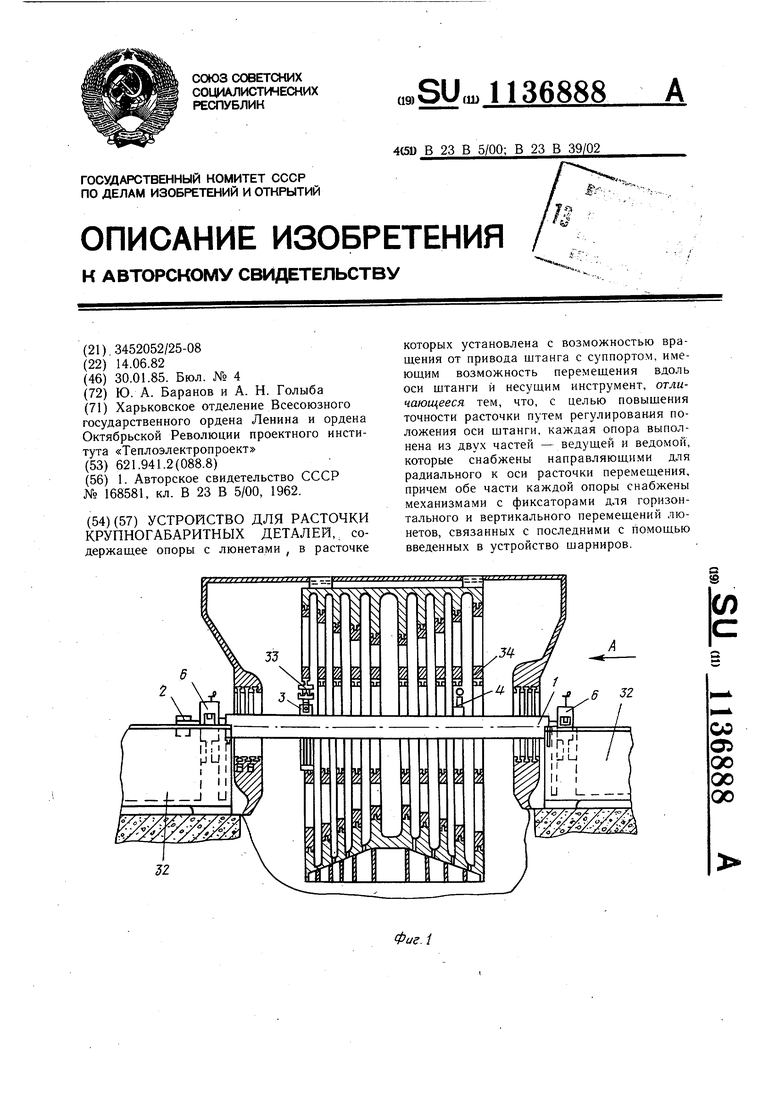
фиг. 2
21
27
Фиг.Ъ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для ОБРАБОТКИ КРУПНОГАБАРИТНЫХДЕТАЛЕЙ | 0 |
|
SU168581A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
