1113
Изобретение относится к обработке металлов давлением и может быть использовано при производстре профильных колец раскаткой.
Цель изобретения - повышение производительности за счет увеличения обжатий.
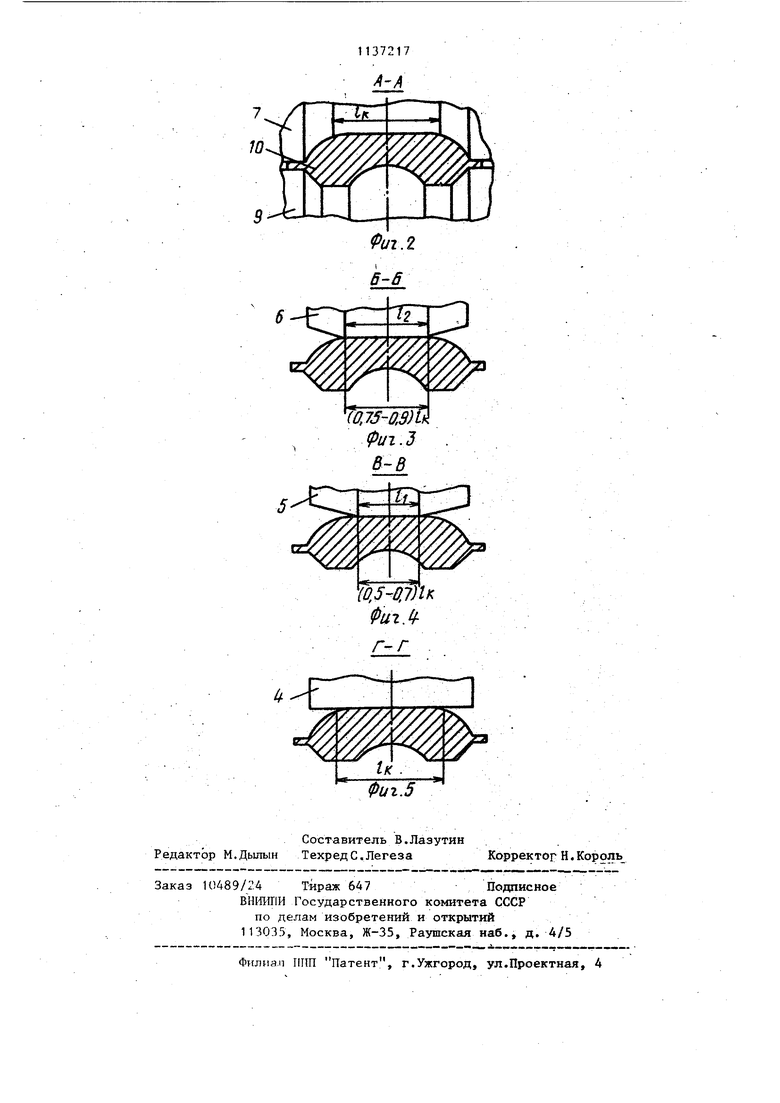
На фиг. 1 изображена схема инструмента для раскатки профильных колец; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-В на фиг.1; на фиг. 4 - разрез В-В на фиг. 1; на фиг.5 - разрез Г-Г на фиг. 1.
Инструмент для раскатки профильных колец содержит ро.ликовую обойму с шестью опорными роликами 1 - 6 и одним наружным валком 7, размещенными совместно в кассете 8 и образующими своими поверхностями наружный диаметр кольца. При этом опорные соседние ролики 5 и 6 выполнены узкими с длиной рабочей поверхности бочки, составляющей для пятого ролика 0,5-0,7 от длины цилиндрической поверхности калибра наружного рабочего валка а ля шестого ролика 0,75 - 0,9 от длины цилиндрической поверхности калибра наружного рабочего валка. Раскатка кольца происходит между наружным 7 и внутренним 8 валками. Наружный валок 7 имеет опорный
. .2
ролик 9, служащий для восприятия усилия раскатки. .
Инструмент для раскатки профильных колец работает следующим образом.
Перед раскаткой заготовка кольца Ш надевается на внутренний валок 8. После этого производится сближение наружного 7 и внутреннего 8 валков. Нажимным может быть как наружньм, так и внутренний валок. Начинается раскатка. При этом происходит свободная вытяжка металла. После вкатьшания кольца в роликовую обойму с шестью опорными роликами 1-6 вытяжка прекращается. Деформируясь последовательно расположенными узкими роликами 5 и 6, металл вспучивается вдоль длины контакта, а не теряет устойчивость, обеспечивая тем самым возможность использования больших обжатий.
При этом величинадопускаемого обатия повьш1ается в 1,6 pasa, что позволяет сократить,в 1,6 раза время раскатки и тем самым повысить произодительность.
По сравнению с базовым объектом, которым является прототип, предлагаемьй инструмент для раскатки профильных колец обеспечивает повышение производительности. .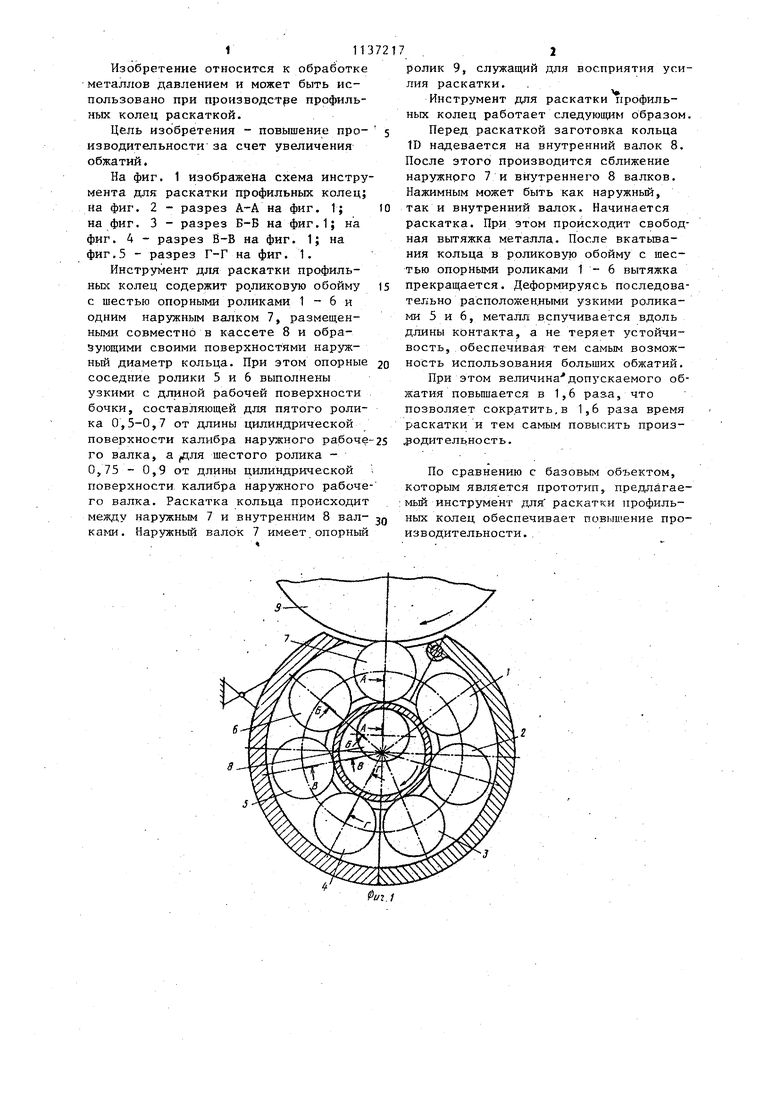
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для раскатки кольцевых заготовок | 1978 |
|
SU721203A1 |
| Способ раскатки профильных колец | 1977 |
|
SU795669A1 |
| Стан для прокатки профильных колец | 1973 |
|
SU538790A1 |
| Стан для раскатки колец | 1986 |
|
SU1393515A1 |
| Инструмент для поперечно-винтовой прокатки штучных кольцевых заготовок | 1977 |
|
SU680793A1 |
| СТАН ДЛЯ ПРОКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ | 1972 |
|
SU348266A1 |
| Устройство для раскатки профильных кольцевых заготовок | 1986 |
|
SU1428517A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Прокатный стан | 1984 |
|
SU1219183A1 |
| Способ раскатки профильных колец | 1980 |
|
SU935179A2 |
ИНСТРУМЕНТ ДЛЯ РАСКАТКИ ПРОФИЛЬНЫХ КОЛЕЦ, содержащий смонтированные с возможностью взаимного перемещения в радиальном направлении внутренний калиброванный рабочий ва- . лок и наружный калиброванный рабочий валок, контактирующий с опорным валком и размещенный в кассете совместно с расположенными по окружности шестью опорными роликами, отличающийся тем, что, с- целью ловьшения производительности за счет увеличения обжатий, по меньшей мере два соседних ролика вьшолнены с укороченными бочками, при этом длины бочек первого и второго по ходу раскатки роликов определяются из соотношений ,5 ... 0,7,г/g 0,75 ... 0,9, где 6 - длина рабочей поверхности бочки первого по ходу раскатки ролика; I. 1 - длина рабочей поверхности бочки второго по ходу раскатки Чдлина цилиндрической поверхности калибра наружного рабочего валка.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стан для прокатки профильных колец | 1973 |
|
SU538790A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
