Изобретение относится к обработк металлов давлением и может быть использовано в машиностроении и авиастроении для получения кольцевых заготовок с профильным поперечным сечением.
Цель изобретения - повьпиение качества изготавливаемых заготовок и расширение технологических возмож- костей.
На чертеже изображено устройство для раскатки профильных кольцевых заготовок уголкового поперечного сечения с профилированной поверхностью на наружном валке.
Устройство для раскатки профильных кольцевых заготовок содержит ка- ружньй валок 1 и внутренний валок Zg образующие закрытьй калибр с конфи- гурацией в поперечном сечении в виде уголка. Глубина вертикальной полост калибра равна h, ширина Ь. -Наружный валок образован ребордами 3 и 4, ци линдрической поверхностью 5, сопря женной с конической поверхностью 6 под углом ч1 , Рабочий профиль внутреннего валка 2 состоит из 1ЩЛИНД- рической поверхнос-ти 7, сопряженной с вертикальной плоскостью 8. Профилированное кольцо 9 расположено между валками и претерпевает обжатие Л от исходной высоты Н (показано пунктиром).
Перед началом валки разведены и на внутренний валок 2 помещают ис- ходную кольцевую заготовку с исходной высотой Н до - касания с плоскостью 8. Во время работы, т.е. при сближении вращающихся еалков (показано стрелками), происходит посте- пенное обжатие исходной высоты Н заготовки на величину и , в результате чего металл постепенно запол-, няет полость калибра, формируя про филь кольцевой заготовки.
После окончания процесса раскатки наружный 1 и внутренний 2 валки разводят. Вертикальная и горизонтальная полости размыкаются и тем самым происходит освобождение гото- во.го профилированного кольца 9 из калибра инструмента. Удержание и фиксирование профильной кольцевой заготовки на валке 2 производится
по плоскости 8.
I
Наличие угла о,, на поверхности 6
приводит к созданию осевого усилияj обжимающего 11хпанец кольцевой заго
товки. Обжатие фланца предотвращает его утяжку и зарождение трещин и разрыв по внешнему диаметру кольцевой заготовки.
Выполнение ручья валка 2 путем сопряжения поверхностей 7 и 8 препятствует образованию заусенцев на внутренних волокнах кольцевой заготовки, так как отсутствует течение металла в этом направлении. Кроме того, боковые поверхностные слои фланца кольцевой заготовки по плоскости 8 при деформации не испытывают противодействие со стороны сил трения от наружного валка, тем самым значительно облегчается процесс-заполнения калибра.
Расчет величины угла oi производится из условия равенства средних вытяжек горизонтальных и вертикальных элементов профильного кольца. Равенство вытяжек в этих эл ементах исключает появление вредных внутренних напряжений, которые могут привести к искажению геометрии профильного кольца и его разрушению.
Искомый угол наклона ot определяется из соотношения
оС arcctg
2b (h-i) h()
где 91 - средняя вытяжка горизонтального элементаi
b - ширина вертикальной полости h - глубина вертикальной полости,
U - величина сближения валков,
. Вытяжка А горизонтального элемента профиля заготовки определяется по принятым в прокатке формулам для прямоугольных полос.
Пример расчета величины угла oi при раскатке кольцевой заготовки ус- лового поперечного сечения с геометрическими размерами: наружный диаметр D|, 165 мм, высота кольца Нц 7,3 мм, высота фланца h 3,3 мм, щирина фланца Ъ 2 мм.
Размеры исходной кольцевой заготовки: диаметр заготовки D 100 мм, высота заготовки Н 8,5 мм, ширина заготовки Вр 6 мм.
Тогда угол наклона конической поверхности oi 78 .
При выполнении калибровки ного валка с углом наклона коничесО
кой поверхностиoi 90 и использовании предлагаемого -устройства для раскатки колец получены след-ующие дефекты;
неплоскостность (образование восьмерки) боковой поверхности кольца из-за неравенства вытяжек отдельных элементов профиля кольца, образование разрьшов на наружных волокнах кольцевой заготовки из-за того, что фланцевый элемент не обжимается по толщине.
При выполнении калибровки с углом оС 50 резко уменьшается КИМ, появляется неплоскостность кольцевой заготовки и образуются наплывы и . разрывы на боковой поверхности горизонтального элемента.
Устройство позволяет получать качественные профильные кольцевые заготовки L-образного поперечного сечения с высокими фланцами, имеющие наружный диаметр 40-2500 мм.
Формула изобретения
Устройство для раскатки профиль- ных кольцевых заготовок с конфигура
цией поперечного сечения в виде уголка, содержащее внутренний и наружный валки, образующие закрытый калибр, отличающееся тем, что, с целью повышения качества изготавливаемых заготовок и расширения технологических -возможностей, рабочий профиль внутреннего валка выполнен из сопряженных между собой цилиндрической пбверхности и вертикальной плоскости, а рабочая поверхность наружного валка образована цилиндрической и конической поверхностями, сопряженными между собой под углом б6 , определяемым из соотношения
5
0
где
о6
b h fh г
arcctg
ZbCTih-b)
Ьий-Ш ширина вертикальной полости калибра;
глубина вертикальной плоскости калибра;
средняя вытяжка горизонтального элемента.профиля; величина сближения валков.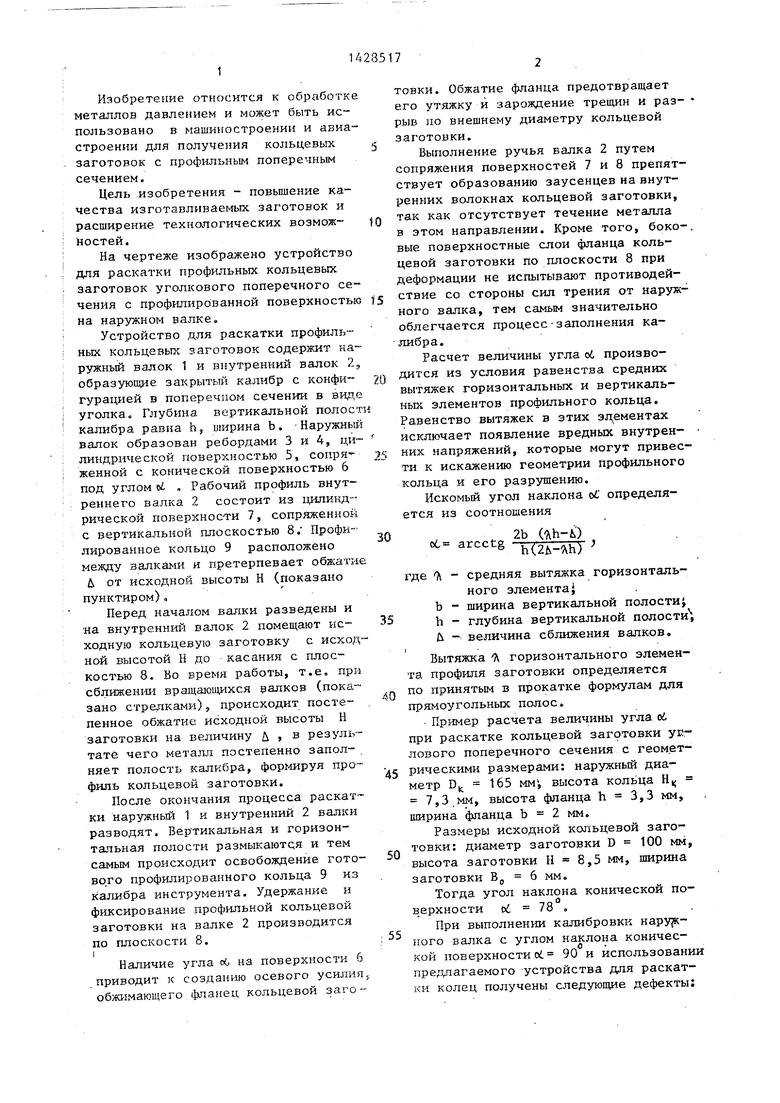
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БОКОВОГО ВЫДАВЛИВАНИЯ КОЛЬЦЕВЫХ ПРОФИЛЕЙ ПРИ ГОРЯЧЕЙ РАСКАТКЕ МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2573461C1 |
| Способ раскатки цилиндрических колец | 1991 |
|
SU1821278A1 |
| Способ раскатки профильных колец | 1977 |
|
SU795669A1 |
| Устройство для раскатки колец | 1987 |
|
SU1488083A1 |
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ раскатки профильных колец | 1980 |
|
SU935179A2 |
| Способ получения кольцевых профилей из малопластичных материалов | 1991 |
|
SU1794565A1 |
| Способ прокатки профильных колеци уСТРОйСТВО для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU810348A1 |
| Инструмент для раскатки кольцевых заготовок | 1978 |
|
SU721203A1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении , и авиастроении для получения кольцевых заготовок с профильным поперечным сечением в виде уголка. Цель повьшение качества изготавливаемых заготовок и расширение технологических возможностей. Заготовку раскатывают между двумя валками, обрйзую- щими закрытый калибр. Рабочий профиль внутреннего валка 2 состоит из сопряженных между собой цилиндрической- поверхности 7 и вертикальной плоскости 8. Рабочая поверхность наружного валка 1 образована цилиндрической 5 и конической 6 поверхностями, сопряженными между собой под углом об , определяемым приведенным соотношением. Этот угол обеспечивает равенство вытяжек в кольцевой заготовке. Конструкция позволяет исключить неплоскостно ть боковой поверхности кольца, образование разрывов на наружных волокнах фланца, на- пльшы на боковой поверхности горизонтального элемента. 1 ил. с: б сл
Составитель М.Антошин едактор Н.Тупица Техред А.Кравчук
1аказ 5076/16
Тираж 589
ВНИИПИ Государственного комитета СССР
по делам изобретений и.открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор Н.Король
Подписное
| Marczinski H.I.,J.A.G.Bauning Profile Ring Rolling-Recent .Results | |||
| Internatina; Conference on Rotary Metalworking Processes | |||
| Proc | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| October, 1982. | |||
