1
Изобретение относится к прокатному производству, а именно к конструкциям волновых прокатных станов, и мо может быть использовано на металлургических и машиностроительных завода преимущественно для листовой прокатк труднодеформируемых заготовок.
Цель изобретения - повышение производительности прокатки путем обеспечения непрерывной подачи заготовки.
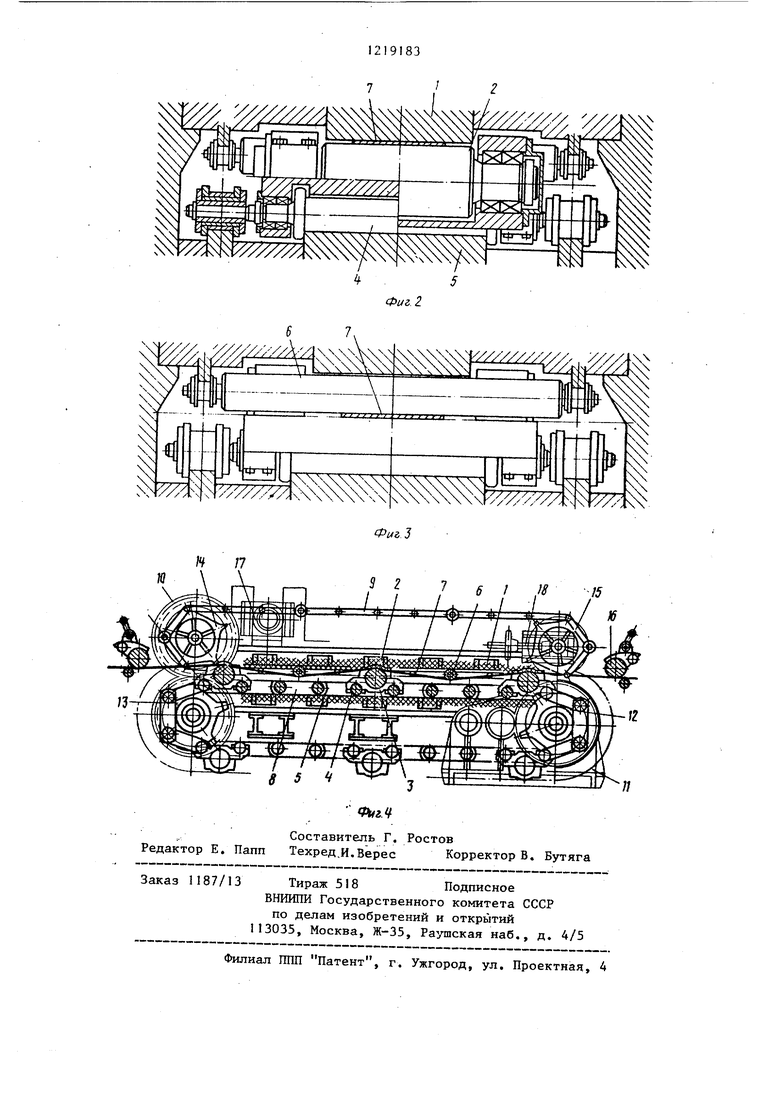
На фиг. 1 представлен фрагмент предлагаемого прокатного стана, продольное сечение; на фиг. 2 - то же, поперечное сечение, проходящее через рабочий валок; на фиг. 3 - то же, поперечное сечение, проходящее через подвижный ролик; на фиг. 4 - предлагаемый прокатный стан, общий вид.
Прокатный стан содержит неподвижную калиброванную плиту 1 и подвижные рабочие валки 2, размещенные в кассетах 3 с роликами 4, взаимодействующими с опорной плитой 5. Для повьшения производительности прокат ки между рабочими валками 2. установлены подвижные ролики 6, отжимающие прокатываемый металл 7 от неподвижной калиброванной плиты 1. Движение кассет 3 и подвижньпс роликов 6 осуществляется посредством бесконечных цепей 8 и 9, синхронизированных шестеренной клетью 10, привода 11 и звездочек 12-15. Предусмот рень также тянущие ролики 16, средства 17 для регулировки рабочего калибра и натяжная станция 18, компенсирующая вытяжку бесконечных цепей 8 и 9.
Рабочий калибр, заполненный прокатываемым металлом 7, образован рабочими поверхностями неподвижной калиброванной плиты 1 (сверху) и подвижного рабочего валка 2 (снизу). Число рабочих калибров определяется числом кассет 3, одновременно находящихся между неподвижной калиброванной плитой 1 и опорной плитой 5. Величина рабочего калибра определяется расстоянием между неподвижной калиброванной плитой 1 и опорной плитой 5 и может подбираться при помощи средств 17 для регулировки рабочего калибра, изменяющих взаимное положение неподвижной калиброванной плиты 1 и опорной пли ты 5. Величина рабо«« чих калибров в направлении прокатки
-
191832
может изменяться по линейному закону. Особых требований к взаимному расположению кассет 3 и подвижных роликов 6 не предъявляется: необходимо толь5 ко, чтобы в процессе прокатки они не наезжали друг на друга. Жесткость калибров обеспечивается взаимодействием роликов 4 кассет 3 с опорной плитой 5.
10 После задачи заготовки одним из известных способов прокатываемый металл 7 охватывает рабочие валки 2 сверху, а подвижные ролики 6 снизу. При этом прокатываемый металл
15 7 прижат рабочими валками 2 к не- , подвижной калиброванной плите 1 только в зоне очагов деформации, вне этих зон отжат от неподвижной калиброванной плиты 1 подвижными роликами 6,
20 не касается опорной плиты 5 и образует между неподвижной калиброванной плитой 1 и опорной плитой 5 зигзагообразные волны деформации. При включении привода 11 за счет враще25 НИН звездочек 12-15 в противоположных направлениях посредством шестеренной клети 10 ветви бесконечных цепей 8 и 9 вместе с кассетами 3 и подвижными роликами 6 движутся в
30 зоне неподвижной калиброванной плиты 1 и опорной плиты 5 вместе с образованными волнами деформации прока- тываемого металла 7 в направлении прокатки. Прокатываемый металл 7 по35 дается в рабочие калибры за счет волнового перемещения, равного без учета вытяжки разнице длины волны и стягивающей ее хорды. Осуществляется процесс прокатки путем раскатки про40 катьшаемого металла 7 на неподвижной калиброванной плите 1 подвижными рабочими валками 2., При этом полностью исключается трение прокатываемого металла 7 о неподвижную ка45 либрованную плиту 1, а на образование бегущих волн деформации прокатываемого металла 7 тратится не более 15% энергии.
Описываемое волновое движение про50 катьшаемого металла в предлагаемом прокатном стане позволяет при сохранении высокой точности прокатки за счет большой жесткости рабочего калибра одновременно существенно повы55 сить производительность прокатки путем обеспечения непрерывной подачи заготовки.
$$Ж
67
; у/ х/Л-У4 У U I Т чххлл:
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1985 |
|
SU1284621A1 |
| Прокатный стан | 1985 |
|
SU1247111A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| Прокатный стан | 1985 |
|
SU1274785A1 |
| Прокатный стан | 1983 |
|
SU1117096A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Прокатный стан | 1986 |
|
SU1342543A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Стан для прокатки клиновидных профилей | 1979 |
|
SU832825A1 |
| Способ продольного разделенияСОВМЕщЕННыХ пРОфилЕй и уСТРОйСТВОдля ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU816581A1 |

/V /7
8 У
V2.
Составитель Г, Ростов
32 7 6 f
Редактор Е, Папп Техред,И. Верес
Заказ 1187/13 Тираж 518 Подписное
ВШШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Ра тпская наб., д. 4/5
Филиал 1ШП Патент, г. Ужгород, ул. Проектная, 4
Корректор В. Бутяга
| Способ прокатки листов | 1979 |
|
SU831231A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| ПРОКЛТМ1>&1И СТА 11 | 0 |
|
SU406582A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
