(54) СПОСОБ РАСКАТКИ ПРОФИЛЫИХ КОЛЕЦ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскатки профильных колец | 1979 |
|
SU822960A1 |
| Способ раскатки крупногабаритныхпРОфильНыХ КОлЕц | 1979 |
|
SU820999A1 |
| Способ раскатки профильных колец | 1980 |
|
SU935179A2 |
| Способ раскатки профильных колец | 1980 |
|
SU956111A2 |
| Способ изготовления кольцевых деталей | 1988 |
|
SU1697953A1 |
| Способ раскатки профильных колец | 1976 |
|
SU574258A1 |
| Способ раскатки профильных колец | 1976 |
|
SU591257A1 |
| Способ раскатки цилиндрических колец | 1991 |
|
SU1821278A1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Устройство для раскатки профильных кольцевых заготовок | 1986 |
|
SU1428517A1 |


1
Изобретение относится к обработке металлов давлением и может использоваться при производстве кольцевых изделий раскаткой.
Известен способ раскатки профильных колец, при котором изготовление кольцевых профильных заготовок производят в закрытом калибре с профилем готового кольца, причем раскатку ведут ограничивая увеличение наружного диаметра исходной заготовки нескольки.1И опорными роликами, расположенными в плоскости кольца по всей окружности заготовки и неперемещаемыми во время заполнения калибра 1 . .
Недостаткгц«1и способа являются невозможность использования его для раскатки колец несимметричного профиля сечения (ступенчатого, конического и др.), наличие больших контактных площадей между инструментами и заготовкой, в связи с этим малы единичные обжатия, недостаточное заполнение калибра и,.как следствие, низкая производительность процесса раскатки.
Известен также способ раскатки колец, при котором кольцевую заготовку устанавливают под углом к оси
матрищл, базируя по ее внутренней поверхности, формируют профиль наружной и внутренней поверхности кольца, перемещая внутренний валок под углом к оси матрищл и заготовки 2.
Однако этот способ характери :уется недостаточным качеством заполнения калибра метёшлом.
0
Цель изобретения - повышение качества заполнения профиля кольца.
Поставленная цель достигается тем, что профиль наружной и внутренней поверхности кольца формируют од5новременно, причем для раскатки используют матрицу, состоящую из профильных роликов, расположенных равномерно по поверхности конуса, вершина которого лежит в точке пересечения осей этих роликов, а при фор0мировании профиля поверхности кольца внутренний валок .перемещают перпендикулярно образующей указанного конуса и одновременно поворачивают
5 кольцевую заготовку до совпадения ее оси с осью конуса.
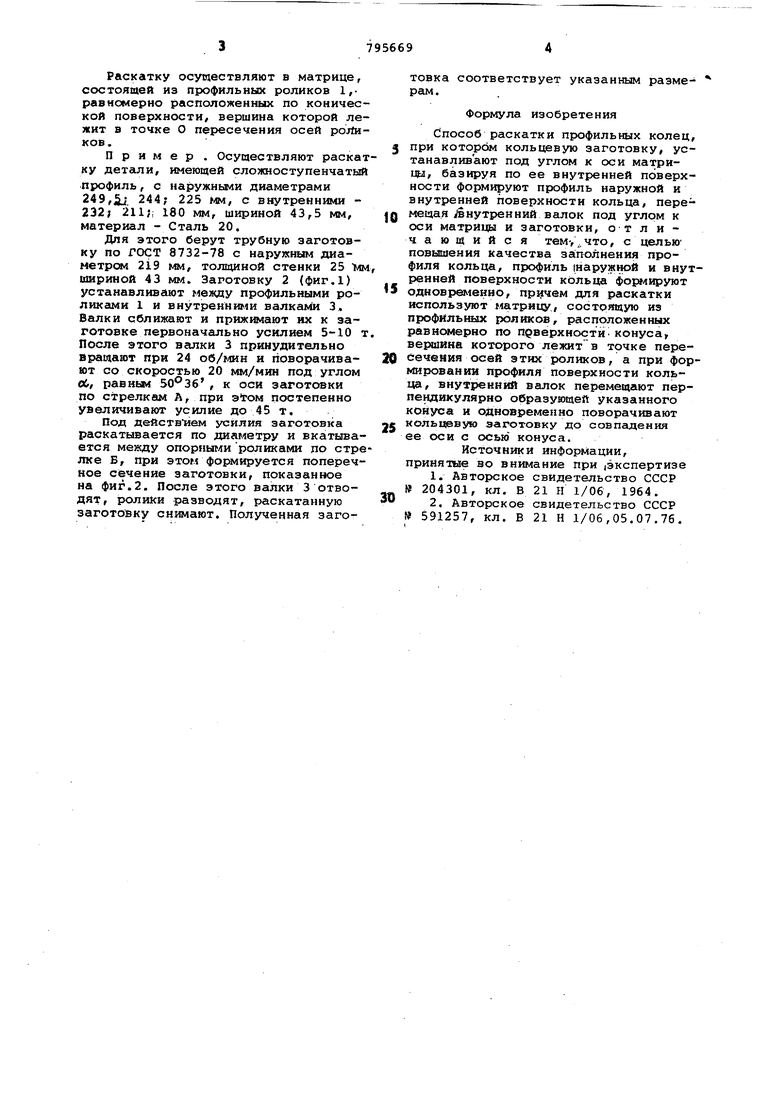
На фиг.1 показано начало процесса раскатки; на фиг.2 - окончание про0 цесса раскатки. Раскатку осуществляют в матрице, состоящей из профильных роликов 1,равномерно расположенных по коничес кой поверхности, вершина которой ле жит в точке О пересечения осей pojto ков. Пример . Осуществляют раска ку детали, имеющей сложноступенчаты профиль, с наружньми диаметрами 249,5j. 244; 225 мм, с внутренними 232; 211;; 180 мМг шириной 43,5 мм, материал - Сталь 20. Для этого берут трубную заготовку по ГОСТ 8732-78 с наружным лиаметром 219 мм, толщиной стенки 25 л шириной 43 Mt4. Заготовку 2 (фиг,1) устанавливают между профильными роликами 1 и внутренними валка 4И 3. Валки сближают и прижимают их к заготовке первоначально усилием 5-10 После этого валки 3 принудительно вращают при 24 об/мин и позорачивают со скоростью 20 мм/мин под углом Л, равный ЗО -Зб , к оси заготовки по стрелкам А, при эТом постепенно увеличивают усилие до 45 т. Под действием усилия заготовка раскатьтается по диаметру и вкатыва ется между опорными роликами по стр лке Б, при этом формируется попереч ное сечение заготовки, показанное на фиг.2. После этого валки 3 отводят, ролики разводят, раскатанную заготовку снимают. Полученная заготовка соответствует указанным разме- рам. Формула изобретения Способ раскатки профильных колец, при котором кольцевую заготовку, устанавливают под углом к оси матрицы, базируя по ее внутренней поверхности формируют профиль наружной и внутренней поверхности кольца, перемещая /внутренний валок под углом к оси матрицы и заготовки, о т л и ча ющ ий с я тем.что, с целью повышения качества за:полнения профиля кольца, профиль (наружной и внутренней поверхности кольца форалируют одновременно, причем для раскатки используют матрицу, состоящую из профильных роликов, расположенных рависялерно по поверхности конуса, вершина которого лежит в точке пересечения осей этих роликов, а при формировании профиля поверхности кольца, внутренний валок перемещают перпендикулярно образующей указанного конуса и одновременно поворачивают кольцевую заготовку до совпадения ее оси с осью конуса. Источники информации, приня1гзе во внимание при экспертизе 1.Авторское свидетельство СССР 204301, кл. В 21 И 1/06, 1964. 2.Авторское свидетельство СССР № 591257, кл. В 21 Н 1/06,05.07.76.
Фиг. 2
